допуски и посадки. Общетехнический курс Допуски и посадки
 Скачать 3.05 Mb. Скачать 3.05 Mb.
|

Микрометрические измерительные инструменты.К  штангенинструментам относят штангенциркули для наружных и внутренних размеров, штангенглубиномеры для измерения глубины (отверстий, пазов, высоты уступов) и штангенрейсмасы для измерения размеров по высоте деталей и для разметки. штангенинструментам относят штангенциркули для наружных и внутренних размеров, штангенглубиномеры для измерения глубины (отверстий, пазов, высоты уступов) и штангенрейсмасы для измерения размеров по высоте деталей и для разметки. На рисунках, приведенных ниже, приведены примеры всех этих инстументов, а также показаны также приемы правильной и неправильной установки инструмента. С помощью инструментов подобного типа, как правило, можно выполнять измерения с точностью 0,1 или 0,05 мм. Рис. 4. Штангенциркуль (а) и приемы измерения. (б) — правильно, (подвижная губка движется микровинтом). в — неправильно, подвижная губка захвачена рукой) Основными деталями штангенинструмента являются линейка (штанга) с делениями 1 мм и вспомогательная шкала (нониус), перемещаемая по линейке (штанге). Вспомогательная шкала позволяет отсчитывать доли деления основной шкалы. Нониусные устройства основаны на разности интервалов делений основной шкалы и шкалы нониуса. Если интервал делений основной шкалы равен 1 мм, а нониуса 0,9, то величина отсчета по нониусу равна 1 — 0 ,9 = 0,1 мм. При совмещении нулевого деления (штриха) нониуса с нулевым делением (штрихом) основной шкалы (рис. 4 а) первое деление нониуса сместится (отстанет) от первого деления основной шкалы на 0,1 мм, второе — на 0,2 мм и так далее, а десятое деление нониуса совпадает с девятым основной шкалы. Отсчет по нониусному устройству при измерении состоит в определении дробных долей миллиметра от основной шкалы. Указателем служит нулевой штрих нониуса, а доли деления определяют по совпадению одного из штрихов нониуса со штрихом основной шкалы. Примеры определения по нониусу штангенциркуля с отсчетом 0.1 мм показаны на рис. 5 б. Нулевой штрих нониуса совпал со штрихом на линейке и указывает размер, равный 7 мм. Если он не совпадает со штрихом на основной линейке, то ближайшее слева деление на ней показывает целое число миллиметров, равное 7 (рис. 5 в), а дробные доли миллиметра отсчитывают по нониусу и прибавляют к целому числу. На рисунке седьмой штрих нониуса совпал со штрихом на основной линейке, показывая 0,7мм. Таким образом, измеряемый размер равен 7,7мм 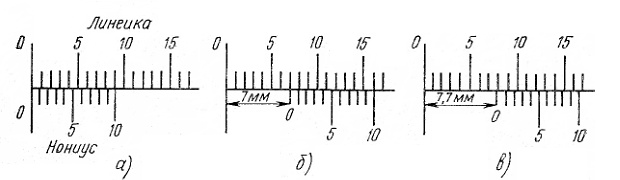 Рис. 5. Пример отсчёта по нониусу: а — исходное положение нониуса, б — отсчет целого числа миллиметров, е — отсчет дробного числа миллиметров Устройство штангенциркуля (смотри рис. 4. а) следующее. На основной линейке (штанге) 5 с губками 1 и 9 перемещается рамка 7 с губками 2 и 5. На линейке нанесены миллиметровые деления, а на подвижной рамке находится вспомогательная шкала (нониус) 3. Для точной установки подвижной рамки 7 с губками 2 и 8 имеется устройство для микрометрической подачи, состоящее из вспомогательной рамки с зажимным винтом 4 и винтом с гайкой б для точной подачи. При измерении микрометрическую подачу рамки осуществляют плавно без больших усилий. Промышленностью выпускают штангенциркули различных исполнений. 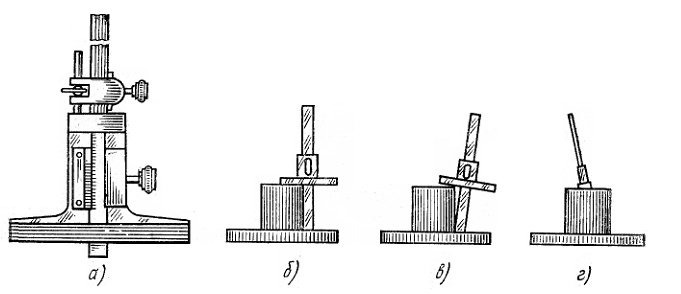 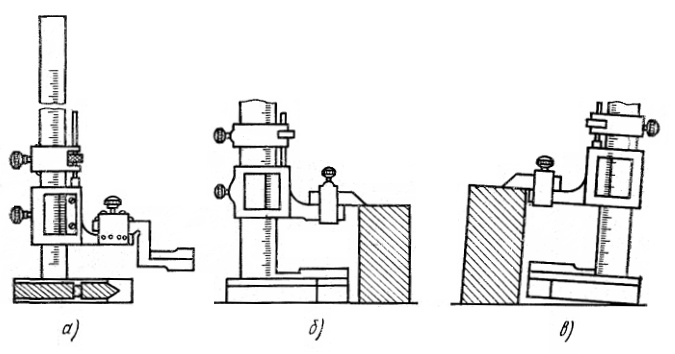 Рис. 6. Штангенглубиномер (а) и приемы измерений Рис. 7. Штангенрейсмас (а) и приемы измерений (б — правильный, в — неправильный) (б — правильный в и г — неправильные) Рис.8. Микрометрические инструменты: а  — микрометр, б — глубиномер, в — нутромер — микрометр, б — глубиномер, в — нутромер Микрометрические измерительные средства. К ним относят микрометры (рис. 8.а), микрометрические глубиномеры (рис. 8.б), микрометрические нутромеры (рис. 8.в). В основу этих измерительных средств положена микрометрическая пара, состоящая из винта и гайки, изготовленных с высокой точностью. Если при неподвижной гайке повернуть винт на один полный оборот, он переместится вдоль оси на значение, равное шагу резьбы. Так как в микрометрических измерительных средствах используют чаще резьбу с шагом 0,5 или 1 мм, то при полном обороте винта он перемещается вдоль оси на 0,5 или 1 мм. Для отсчета этого перемещения на стебле 1 (рис. 8.а) имеется вдоль оси шкала с делениями через 0,5 мм. Для отсчета части оборота винта к нему прикреплен барабан 2, который с торца имеет 50 равных делений, позволяющих определять доли основной шкалы. Если повернуть винт на 1 часть оборота, он переместится на 0,1 мм, что является величиной отсчета измерительного инструмента |