допуски и посадки. Общетехнический курс Допуски и посадки
 Скачать 3.05 Mb. Скачать 3.05 Mb.
|

Порядок выбора и назначения квалитетов точности и посадок.Выбор квалитета точности. Определение оптимальной точности обработки и выбор квалитета точности часто представляют собой сложную задачу. При произвольном назначении необоснованно высокого квалитета с малыми допусками увеличивается стоимость изготовления деталей. При выборе более низкого квалитета точности стоимость изготовления уменьшается, но снижаются надежность и долговечность работы деталей в узле. Для решения этой задачи необходимо учесть не только характер посадки конкретного соединения и условия его работы, но и рекомендации, учитывающие целесообразность назначения того или иного квалитета и возможность изготовления деталей необходимой точности. Общее представление о применении квалитетов в соединениях машин и механизмов можно получить из следующих примеров. Квалитеты 5 и 6 применяются в особо точных соединениях, таких как «поршневой палец — втулка верхней головки шатуна двигателя автомобиля», «шейки коленчатого вала — вкладыши подшипников» и т. п. Квалитеты 7 и 8 применяются для соединений зубчатых колес с валом, установки подшипников качения в корпус, фрез на оправки и т. п. Квалитеты 9 и 10 применяются в тех соединениях, где требования к точности понижены, а к соосности и центрированию они сравнительно высокие (например, установка поршневого кольца в канавке поршня по высоте, посадка звездочек на вал и т.д.). Квалитеты 11 и 12 распространены в подвижных соединениях сельскохозяйственных машин, в посадках часто снимаемых деталей, не требующих высокой точности центрирования, в сварных соединениях. Посадки с зазором.Характер и условия работы подвижных соединений отличаются разнообразием. Посадки группы Н/hхарактерны тем, что минимальный зазор в них равен нулю. Они применяются для пар с высокими требованиями к центрированию отверстия и вала, если взаимное перемещение вала и отверстия предусматривается при регулировании, а также при малых скоростях и нагрузках. Посадку H5/h4 назначают для соединений с высокими требованиями к точности центрирования и направлению, в которых допускается проворачивание и продольное перемещение деталей при регулировании. Эти посадки используют вместо переходных (в том числе для сменных частей). Для вращающихся деталей их применяют только при малых нагрузках и частотах вращения. Посадку H6/h5 назначают при высоких требованиях к точности центрирования (например, пиноли задней бабки токарного станка, измерительных зубчатых колес при их установке на шпиндели зубоизмерительных приборов). Посадка H7/h6 (предпочтительная) используется при менее жестких требованиях к точности центрирования (например, сменных зубчатых колес в станках, корпусов под подшипники качения в станках, автомобилях и других машинах). Посадку H8/h7 (предпочтительную) назначают для центрирующих поверхностей, если можно расширить допуски на изготовление при несколько пониженных требованиях к соосности. ЕСДП допускает применение посадок группы H/h, образованных из полей допусков квалитетов 9 - 12. Для соединений с низкими требованиями к точности центрирования (например, для посадки шкивов зубчатых колес, муфт и других деталей на вал с креплением шпонкой для передачи крутящего момента, при невысоких требованиях к точности механизма в целом и небольших нагрузках). Посадки группы H/g(H5/g4; H6/g5 и H7/g6 — предпочтительная) имеют наименьший гарантированный зазор из всех посадок с зазорами. Их применяют для точных подвижных соединений, требующих гарантированного, но небольшого зазора для обеспечения точного центрирования, например золотника в пневматических устройствах, шпинделя в опорах делительной головки, в плунжерных парах и т. п. Из всех подвижных посадок наиболее распространены посадки группы H/f(H7/f7 — предпочтительная, H8/f8 и т.п., образованные из полей допусков квалитетов 6, 8 и 9). Например, посадку H7/f7 применяют в подшипниках скольжения электродвигателей малой и средней мощности, поршневых компрессорах, в коробках скоростей станков, центробежных насосах, в двигателях внутреннего сгорания и др. Посадки группы Н/е(H7/е8, H8/е8 — предпочтительная, H7/е7 и посадки, подобные им, образованные из полей допусков квалитетов 8 и 9) обеспечивают легкоподвижное соединение при жидкостном трении. Их применяют для быстровращающихся валов больших машин. Например, первые две посадки применяют для валов турбогенераторов и электродвигателей, работающих с большими: нагрузками. Посадки Н9/е9 и H8/е8 применяют для крупных подшипников в тяжелом машиностроении, свободно вращающихся на валах зубчатых колес, и для других деталей, включаемых муфтами сцепления, для центрирования крышек цилиндров. Посадки группы H/d (H8/d9, H9/d9 — предпочтительная и подобные им посадки, образованные из полей допусков квалитетов 7, 10 и 11) применяют сравнительно редко. Например, посадка H7/d8 используется при высокой частоте вращения и относительно малом давлении в крупных подшипниках, а также в сопряжении «поршень — цилиндр» в компрессорах, а посадка H9/d9 — при невысокой точности механизмов. Посадки группы H/с (H7/с8 и H8/с9) характеризуются значительными гарантированными зазорами, и их применяют для соединений с невысокими требованиями к точности центрирования. Наиболее часто эти посадки назначают для подшипников скольжения (с различными температурными коэффициентами линейного расширения вала и втулки), работающих при повышенных температурах (в паровых турбинах, двигателях, турбокомпрессорах, других машинах, в которых при работе зазоры значительно уменьшаются вследствие того, что вал нагревается и расширяется больше, чем вкладыш подшипника). Переходные посадки. Переходные посадки групп H/js, Н/к, Н/т, Н/п применяются для неподвижных разъемных соединений, в которых требуется обеспечить центрирование сменных деталей или (при необходимости) перемещение их друг относительно друга. Посадки характеризуются возможностью появления в сопряжении как зазоров, так и натягов. Неподвижность соединения достигается дополнительным креплением с помощью шпонок, штифтов и других видов креплений. Переходные посадки предусмотрены только в квалитетах 4... 8, причем точность вала в них должна быть на один квалитет выше точности отверстия. В переходных посадках наибольший натяг получается при сочетании наибольшего предельного размера вала (dmax) и наименьшего предельного размера отверстия (Dmin), а наибольший зазор — при сочетании наибольшего предельного размера отверстия (Dmax) и наименьшего предельного размера вала (dmin). Н 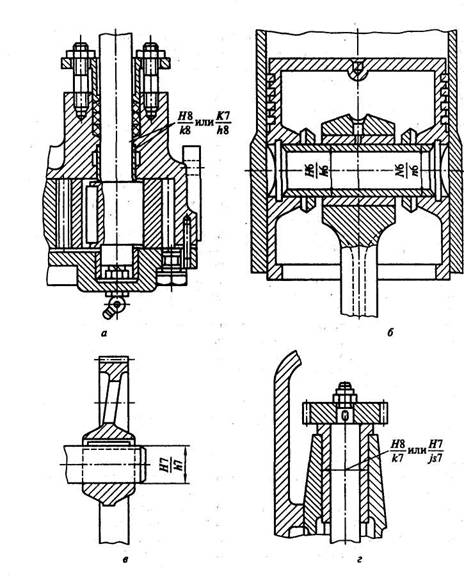 азначение переходной посадки показан на рис. 2. а — соединение «вал — шестерня». б — соединение «поршень — поршневой палец — головка шатуна»; в — соединение «вал — маховик»; г — соединение «втулка — корпус»). азначение переходной посадки показан на рис. 2. а — соединение «вал — шестерня». б — соединение «поршень — поршневой палец — головка шатуна»; в — соединение «вал — маховик»; г — соединение «втулка — корпус»).Рисунок 2 - Примеры использования переходных посадок Посадки с гарантированным натягом. Посадки с гарантированным натягом применяют для получения неподвижных неразъемных соединений, причем относительная неподвижность сопрягаемых деталей обеспечивается благодаря упругим деформациям, возникающим при соединении вала с отверстием. При этом предельные размеры вала больше предельных размеров отверстия. В некоторых случаях для повышения надежности соединения дополнительно используют штифты или другие средства крепления, при этом крутящий момент передается штифтом, а натяг удерживает деталь от осевых перемещений. Благодаря надежности и простоте конструкции и сборки узлов, включающих в себя соединения с натягом, применяются во всех отраслях машиностроения (например, при сборке оси с колесом для железнодорожного транспорта, втулок с валами, ступицы червячного колеса с венцом и т.д.). Выбор способа получения соединения (под прессом, с нагревом охватывающей или охлаждением охватываемой детали и т.д.) определяется конструкцией деталей, их размерами, требуемым натягом и другими факторами. Надежность посадок с натягом зависит от многих факторов: механических свойств материалов соединяемых поверхностей, шероховатости и геометрии поверхностей, конструктивных факторов, величины натяга, метода сборки и т.д. Одна часть этих факторов учитывается при расчете посадки с натягом, а другую часть учесть в расчетах трудно или невозможно, поэтому в ответственных случаях выбранную в соответствии с расчетом посадку рекомендуется проверять экспериментально. Примеры применения посадок с натягом. Частота применяемости предпочтительных посадок с натягом соответствует порядку увеличения гарантированного натяга. Для соединений тонкостенных деталей, а также деталей со стенками большей толщины, испытывающих небольшие нагрузки, предпочтительной будет посадка Н7/р6. Для соединений кондукторных втулок с корпусом кондуктора, запорных втулок с дополнительным креплением предпочтительными будут посадки H7/r6, H7/s6. Посадка H7/u7 применяется для таких соединений, как втулки подшипников скольжения в тяжелом машиностроении, венцы червячных колес, маховики. Посадки, характеризуемые самыми большими величинами гарантированного натяга — H8/x8, H8/z8, применяются для тяжело нагруженных соединений, воспринимающих большие крутящие моменты и осевые силы. Посадка образуется сочетанием полей допусков отверстия и вала. Условное обозначение посадки выполняется в виде дроби или в одну строку, причем в числителе или на первом месте указывается обозначение поля допуска отверстия, а в знаменателе или на втором месте — вала, например: H8/f7; H8-f7. Сочетания 28 отклонений с 19 квалитетами дают большое количество различных по величине и расположению полей допусков. Например, для размеров до 500 мм может быть получено 517 полей допусков для валов и 516 для отверстий. Для практического пользования с целью унификации изделий и инструмента в ЕСДП СЭВ отобрано оптимальное количество полей, удовлетворяющих требованиям промышленности. В ограничительный отбор входят поля допусков как для сопрягаемых, так и несопрягаемых элементов. Для несопрягаемых элементов предусмотрены односторонние и симметричные отклонения во всех квалитетах. Для сопрягаемых элементов установлены отборы полей допусков по четырем диапазонам номинальных размеров: малым — менее 1 мм; средним — от 1 до 500 мм; большим — от 501 до 3150 мм; очень большим — от 3151 до 10000 мм. В диапазоне размеров от 1 до 500 мм, наиболее часто используемом в машиностроении, отбор полей допусков разделен на основной и дополнительный. Из основного Отбора выделен более узкий ряд полей допусков для предпочтительного Таблица. 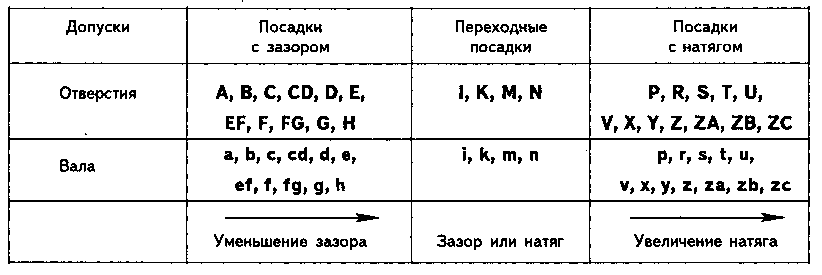 применения. Таким образом, при выборе полей допусков в первую очередь применяют предпочтительные, при невозможности выполнения конструктивных и технологических требований за счет предпочтительных полей — основные и только в отдельных случаях дополнительные. Поля допусков основного отбора для валов при номинальных размерах от 1 до 500 мм приведены в таблице 1. Такая же таблица имеется в ГОСТ для полей допусков основного отбора для отверстий. Предельные отклонения для всех квалитетов из-за ограничения объема данного сайта привести невозможно. Они даны в специальных справочниках. Таблица 1. Поля допусков валов при номинальных размерах от 1 до 500 мм
Примечания: выделенные жирным шрифтом - это предпочтительные поля допусков, x - поля, не предназначенные для посадок. На чертежах предельные отклонения линейных размеров указывают одним из трех способов: условным обозначением полей допусков по СТ СЭВ 145 — 75 (например, 15Н5, 20е7); числовым значением предельных отклонений в миллиметрах; условным обозначением полей допусков с указанием числовых значений предельных отклонений. Отклонения проставляют более мелким шрифтом, чем номинальный размер, при этом верхнее отклонение выше, нижнее — ниже так, чтобы обозначение номинального размера с предельными отклонениями по высоте было в одной строке. Нулевые отклонения на чертежах не указывают. На сборочных чертежах при нанесении размеров соединения (посадки) рядом с номинальным размером ставится дробь, в числителе которой указываются предельные размеры отклонения охватывающего размера, а в знаменателе — охватываемого, например: Поскольку количество сочетаний полей допусков, отверстии и валов может быть достаточно большим, в ЕСПД СЭВ введен ряд рекомендованных посадок, в которых для каждого допуска отверстия или вала приводится рекомендуемое сочетание с основным валом определенного квалитета. Для номинальных размеров от 1 до 500 мм рекомендуемые посадки в системе отверстия можно найти в специальных таблицах, содержащихся в ГОСТе. | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||