Часть 5. Выбор и проектирование технологической оснастки.
5.1. Системы станочных приспособлений, их основные хар-ки и область использования.
Использование приспособлении способствует повышению производительности и точности обработки, сборки и контроля; облегчению условий труда, сокращению количества и снижению необходимой квалификации рабочих; строгой регламентации длительности выполняемых операций; расширению технологических возможностей оборудования; повышению безопасности работы и снижению аварийности
Применение приспособлений расширяет использование универсальных станков. Так, одношпиндельные сверлильные стайки, оснащенные многошпиндельными головками, заменяют много-шпиндельные станки. На расточном станке обычной точности можно обрабатывать точные отверстия, обеспечивая требуемое направление расточной скалки кондукторными втулками приспособления.
Использование приспособлений снижает себестоимость продукции. Однако в каждом конкретном случае целесообразность, применения приспособлений должна подтверждаться экономическими расчетами.
По целевому назначению приспособления делят на следующие группы.
Станочные для установки и закрепления обрабатываемых заготовок. Эти приспособления подразделяют на сверлильные? фрезерные, расточные, токарные и др. К ним относят также приспособления специального назначения (для гибки, рихтовки и других операций).
Станочные для установки и закрепления рабочего инструмента. К ним относятся патроны для сверл, разверток, метчиков, многошпиндельные сверлильные и фрезерные головки, инстру ментальные державки для токарно-револьверных станков и авто матов и другие устройства.
С помощью приспособлений 1-6 и 2-й групп осуществляется наладка технологической системы станок,—заготовка—инструмент. Эти приспособления, называемые также вспомогательным инструментом, характеризуются большим числом нормализованных конструкций.
Сборочные, используемые для соединения деталей в изделия. Применяют следующие типы сборочных приспособлений! для крепления базовых деталей собираемого изделия, для обеспечения правильной установки соединяемых элементов изделия, для предварительного деформирования устанавливаемых упругих элементов (пружин, разрезных колец), а также для запрессовки, клепки, развальцовывания и других операций, когда при сборку требуются большие силы.
Контрольные, применяемые для проверки заготовок, при промежуточном и окончательном контроле деталей, а также при сборке машин.
5. Приспособления для захвата, перемещения и перевертываниятяжелых, а в автоматизированном производстве и легких заготовок, деталей и собираемых изделий.
По степени специализации приспособления делят на универсальные, переналаживаемые и специальные.
Универсальные приспособления (УП),(УСП-12, УСП-16, УСП-24). применяемые в единичном и мелкосерийном производстве, подразделяют на стандартные и специальные. Первые изготовляют централизованным порядком. К ним относят машинные тиски, патроны, делительные головки, поворотные столы, планшайбы и др. Их используют для обработки деталей широкой номенклатуры и различных размеров. Вторые выполняют для деталей определенного типа, но разных размеров. УП могут быть безналадочные (трехкулачковые патроны) и наладочные (делительные головки).
Переналаживаемые приспособления применяют в мелко и среднесерийном производстве. К ним относят:
а) универсально-сборные (УСП) и сборно-разборные (СРП), собираемые из набора нормализованных деталей и узлов, допускающего многократную перекомпоновку собираемых конструкций;
б) универсально-наладочные (УНП), со сменными наладками,позволяющими обрабатывать детали различных наименований;
в) групповые переналаживаемые для обработки определенной группы деталей.
Специальные приспособления (СП) предназначены для выполнения определенных технологических операций и представляют собой непереналаживаемые приспособления одноцелевого назначения. Их используют в массовом производстве при постоянном закреплении операций на рабочих местах. В серийном производстве часто применяют групповые непереналаживаемые СП для единовременной обработки группы прикрепленных деталей. СП трудоемки и дорогостоящи в исполнении, так как ввиду широкого разнообразия конструкций их изготовляют методами единичного производства. При освоении нового изделия ранее использовавшиеся СП уже не пригодны и их необходимо конструировать и изготовлять вновь, что занимает до 80 % длительности цикла технологической подготовки производства. СП высокопроизводительны в результате применения быстродействующих установочных и зажимных устройств и выполнения многоместной и многоинструментальной обработки. Их нередко частично и полностью автоматизируют.
По степени механизации н автоматизации приспособления делят на: ручные, механизированные, полуавтоматические и автоматические. В автоматизированном производстве приспособление является элементом -сложного транспортирующего, загрузочно-разгрузочного комплекса.
К приспособлениям предъявляют ряд требований. Они должны обеспечивать необходимую точность, быть удобными, безопасными и эффект-ми в работе; обеспечить требуемое положение детали или инструментов относительно рабочих органов; обеспечить необходимую жёсткость; быть простыми и удобными при регулировке и ремонте.
1 Системы станочных приспособлений, их основные характеристики и область применнения
Станочными приспособлениями называют дополнительное оборудование к металлорежущим станкам, предназначенное для связывания со станком обрабатываемых деталей и режущих инструментов Станочные приспособления составляют 80-90 % в общем парке приспособлений (кроме станочных приспособлении бывают: - для установки и закрепления рабочего инструмента (вспомогательный инструмент), осуществляющие связь между инструментом и станком, в то время, как станочные приспособления осуществляют связь заготовки со станком. При помощи данных приспособлений и станочных приспособлений выполняют наладку системы ДИПС;
Применение станочных приспособлений обеспечивает:
1. повышение производительности труда при устранении разметки и сокращении времени на установку и закрепление заготовки, и частичном, или полном перекрытии вспомогательного времени машинным и при уменьшении последнего посредством многоместной обработки, совмещение технологических переходов и повышение режимов резания;
2. повышение точности обработки благодаря устранению, как правило, выверки при установке и связанных с ней погрешностей;
3.облегчение условий труда станочников,
4. расширение технологических возможностей оборудования,
5. повышение безопасности работы. Применение станочных приспособлений позволяет также снизить себестоимость продукции Целесообразность применения станочных приспособлений должна определяться с помощью технико- экономических расчетов.
Для снижения себестоимости, сокращения сроков проектирования и изготовления приспособлений необходимо идти по пути широкой нормализации деталей и узлов приспособлений, обеспечивая наряду с этим удобство обслуживания приспособлений и облегчая труд станочника. Станочные приспособления они разделяются на две основные группы: приспособления общего назначения и приспособления специальные. Главный признак приспособлений общего назначения – широкая универсальность; они рассчитаны на использование при обработке различных деталей. В эту группу приспособлений входят, например, патроны, люнеты, центры, поводковые устройства, державки для инструмента(к револьверным станкам и автоматам), тиски, делительные головки, поворотные столы (к фрезерным станкам) и т.д. Применяются в условиях единичного и мелкосерийного производств. Главный признак специального приспособления - его пригодность только для какой-либо одной операции определенного технологического процесса. Потребность в каждом таком приспособлении измеряется единицами. Поэтому проектирует и изготовляет (в своем инструментальном цехе) сам завод, которому они необходимы. Применяются в условиях крупносерийного и массового производств.
Основными элементами приспособлений
установочные - для определения положения обрабатываемой поверхности заготовки относительно режущего инструмента;
зажимные - для закрепления обрабатываемой заготовки;
направляющие - для придания требуемого направления движению режущего инструмента относительно обрабатываемой поверхности;
делительные или поворотные - для точного изменения положения обрабатываемой поверхности заготовки относительно режущего инструмента;
корпусы приспособлении - основная часть на которой размещены все элементы приспособлений;
крепежные - для соединения отдельных элементов между собой: механизированные приводы - для зажима обрабатываемой заготовки. В некоторых приспособлениях установку и зажим обрабатываемой заготовки выполняют одним механизмом, называемым установочно- зажимным.
5.2. Основные элементы приспособлений. Стандартизация приспособлений и их элементов.
В приспособлениях основными являются след-ие элементы:
Установочные, для установки заг-ки, для напр-ния инстр-та и контроля его положения, а также вспомог-ые устр-ва и корпуса присп-ний.
(1). Уст-ные элементы обеспечивают реализацию схемы базирования заг-ки согласно операционного эскиза на данную операцию. К ним относятся: 1. установка заг-ки на плоские технолог. базы:
- установочные штыри (рис 7.2.1);
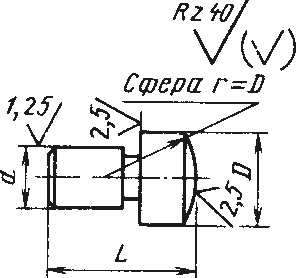 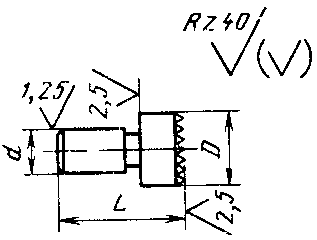
С головкой: сферической Насеченной
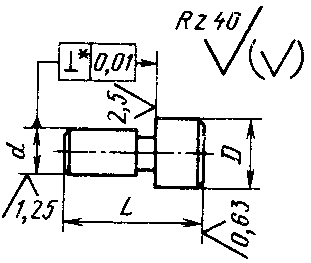 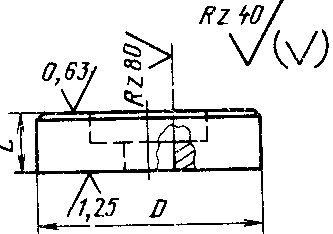
Плоской Опорные шайбы
-установочные пальцы:
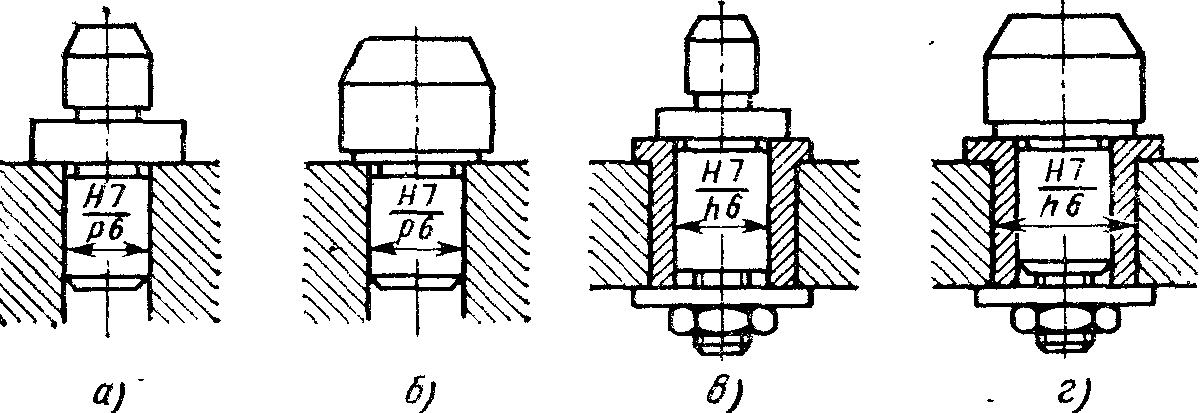
Рис. 23. Установочные пальцы: а, 6 — постоянные; в, г — сменные
Рис. 4. Установочные пальцы с упором: а — цилиндрический (ГОСТ 16898 — 71); б — срезанный (ГОСТ 16899-71*)
- установочные планки: а)-плоские(пластины); б)-с пазами.
- опоры
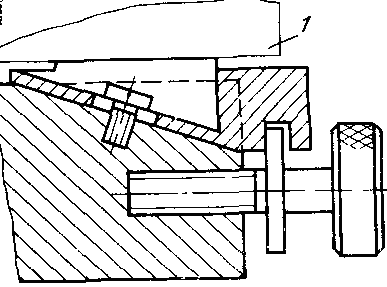 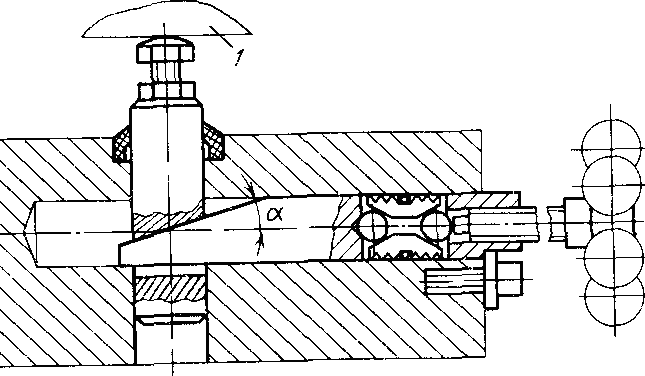 
Рис. 2. Опоры для установки заготовки (1)плоской поверхностью: а — регулируемые клиновые; 6 регулируемые плунжерные: в
самоустанавливающиеся (исполнение 1 по ГОСТ 13159 — 67); г — самоустанавливающиеся по сфере
-Призмы
Призма-опорная
Призмы изготовляют из стали 20Х с цементацией на глубину 0,8-1,2 мм, НRC,56-61; нестандартизированные крупногабаритные призмы с закаленными стальными пластинками — из чугуна.
(2). Прихваты – это элементы, которые непосред-но контактируют с заг-кой, передавая на неё силу закрепления:
- планки (рис 7.2.3), (+)-планка может быть усилителем, простота, удобство и быстро уст-ся; (-)- приходится увел-ть корпус присп-ния;
- Г-образные прихваты (рис 7.2.4). (+)-всё компактно, находится в зоне заг-ки.
- двухместные прихваты (рис 7.2.5).
(3). Силовые механизмы – это уст-ва, которые позволяют преобразовывать исходную силу непосредственно на прихваты присп-ния или заг-ку. К этим механизмам относят:
а) клиновые механизмы (рис 7.2.6). (+)-простота констр-ии, быстродействие, в определённых условиях могут быть самотормозящие; (-)- относительно небольшой коэф-ент преобр-ния исходной силы в зажимную.
б) эксцентриковые механизмы (рис 7.2.7). (+)- быстродействие, простота конструкции.
в) рычажные механизмы (рис 7.2.8)
г) рычажно-шарнирные (рис 7.2.9)
д) винтовые механизмы зажима (рис 7.2.10). (+)-большой коэф-т преобр-ния исходной силы в зажимную; самотормозящие; (-)-небыстродействующие.
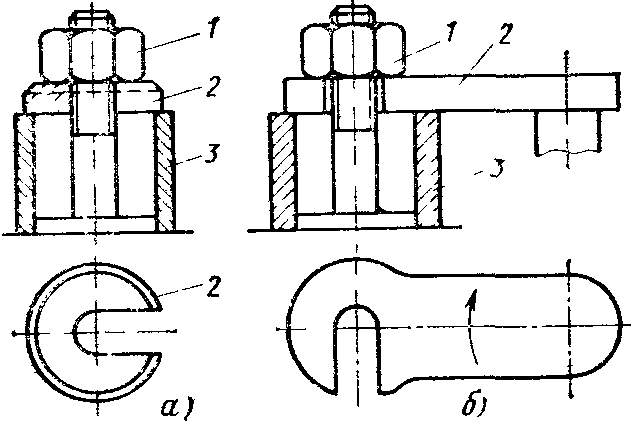
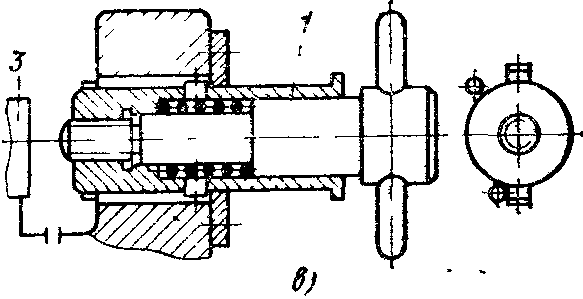
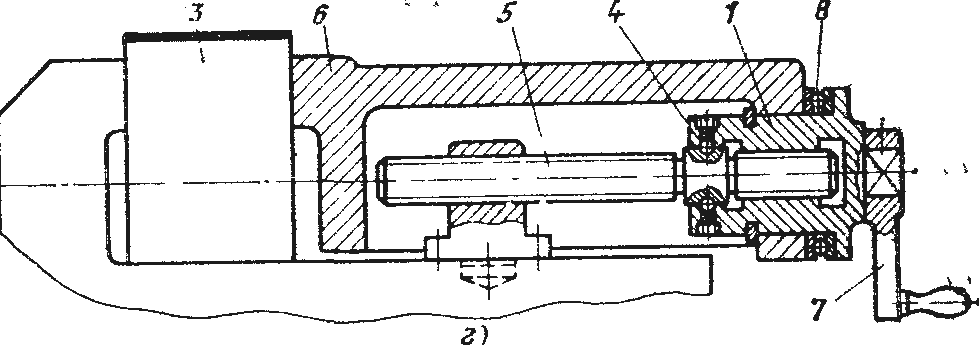
Рис, 47. Быстродействующие винтовые зажимы
На рис. 47 показаны некоторые конструкции быстродействующих зажимов. Наиболее прост винтовой зажим с разрезной шайбой (рис. 47, а) или откидной разрезной планкой (рис. 47, б). После ослабления гайки / (или планки) шайба 2 сдвигается и заготовка,? снимается через гайку; диаметр последней должен быть меньше диаметра отверстия в заготовке. Применяют также плунжерные устройства (рис. 47, в). Они позволяют отводить зажимной элемент / на большое расстояние от заготовки 3 и крепить ее поворотом стержня на малый угол.
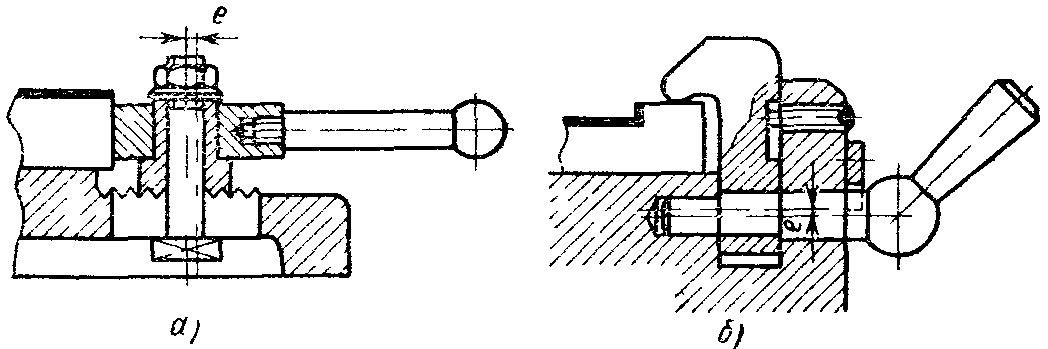
Рис 48. Эксцентриковые зажимы:
а — дисковый эксцентрик, б — эксцентрик с Г-образным прихватом
(4). Приводы: они могут быть ручными механизированными (используют энергию сжатого воздуха, жидкости под давлением, эл-маг. явления и т.п. для закрепления заг-ки).
Механизированные признаки делят на:
- пневматические; - гидравлические; - электромагнитные; - вакуумные; - инерционные; - от элементов движ-ся частей станка.
(5). Корпус присп-ия объединяет все элементы в единую конструкцию. К корпусам предъявляют следующие требования:
- должно обладать достаточной жёсткостью и прочностью;
- обеспечивать надёжную установку присп-ния на станке;
- должно обладать высокой технологичностью в изгот-нии;
- форма корпуса должна исключать скапливание стружки, СОЖ в элементах присп-ния;
- для тяжёлых присп-ний необх-мо предусматривать на корпусе установку рым-болтов для удобства транспорт-ки;
- для точной ориентации присп-ния относительно станка или реж-го инстр-та на корпусе должны предусматриваться установочные шпонки.
Стандартизация приспособлений и их элементов включает в себя обобщение и корректировку ранее выпушенных нормалей. К нормализации приспособлений относятся нормализация их общих конструктивных и размерных элементов. Целью нормализации являются установление размерных рядов на элементы и узлы приспособлений, определение габаритных и присоединительных размеров, нормализации конструктивных элементов (резьб, шпоночных соединений). установление посадок для применяемых сопряжений и допусков на основные детали. Нормализации также подвергают детали специальных приспособлений (установочные элементы, детали зажимных устройств, корпуса приспособлений н их элементы) и их заготовки (отливки, поковки), а также узлы зажимных систем (пневмоцилнндры, пневмокамеры. гидроцилиндры). Узлы вспомогательных устройств (делительные и поворотные механизмы, фиксаторы, выталкиватели).
5.3. Методика проектирования приспособлений (исходные данные, последовательность этапов проектирования, выполняемые расчёты).
(1). Исходные данные:
- чертёж изделия и чертёж детали; - программа выпуска; - требования на точность выполнения размеров, поверх-ную твёрдость и материал; - произв-ные условия, в которых будет протекать процесс обр-ки; - справочники и альбомы типовых конструкций, освоенных даннымпроиз-вом пооснастки; - альбом стандартов на элементы присп-ний (гос. и стандарты предп-тия); - режимы обр-ки, станочное оборудование и инстр-т, уст-ные технологом на данной операции (ОК и эскиз).
(2). Основные расчёты, выполняемые при проектировании:
- определение погрешности установки; - расчёт сил резания и потребных сил закрепления; - определение основных параметров и силовых хар-тик в мех-мах зажима; - расчёт приводов, определение их основных хар-тик; - экономическое обоснование целесообразности выбранной конструкции приспособления.
(3). Последовательность выполнения этапов проект-ния при составлении сборочного чертежа.
1. на листе А1 вычерчивается заг-ка в 3-х проекциях таким образом, чтобы была возможность выполнять элементы, конструкции присп-ия относительно той или иной проекции. Основой для проектирования явл-ся опред. эскиз:
При выполнении проекции как правило наносится упрощенный контур заг-ки без детализации элементов, но чётко выделяются пов-ти обр-ки. Заг-ка обозначается тонкой линией (в некоторых случаях цветной или штрих-пунктиром).
Предполагается, что заг-ка прозрачна и не затемняет элементы присп-ния.
2. Наносятся уст-ные элементы (уст-ные планки и пальцы).
3. Уст-ся прихваты.
4. Прорисовываются передаточные элементы (рычаги, клинья и т.п.) для связи с приводом присп-ния.
5. Все элементы присп-ния объед-ся в единую констр-цию корпусом.
При проект-ии присп-ний и при их изгот-ии обесп-ют их высокую надёжность по показателям безотказности, долговечности, ремонтнопригодности и сохраняемости. Приспособления должны быть эргономичными, их обслуж-ие должно быть удобным и лёгким.
Общие виды присп-ний вычерчивают в масштабе 1:1 (искл-ие – присп-ние для особо крупных или мелких деталей). На общем виде указывают габаритные размеры присп-ния и размеры, которые нужно выдержать при его сборке и отладке, дается нумерация деталей и их спецификация с указанием исп-ных стандартов. На общем виде присп-ния приводят техн условия на его сборку.
Далее производят деталировку. Рабочие чертежи выполняют только на специальные детали.
……………………………………
Методика проектирования приспособлений (исходные данные-, последовательность этапов проектирования, выполняемые расчеты).
На первом этапе конструирования получают и анализируют исходные данные, определяют условия использования приспособления. Исходные данные:
1. Чертежи заготовки и детали;
2. Операционный чертёж на предшествующую и выполняемые операции;
3. Операционные карты технологического процесса обработки детали.
На втором этапе уточняют схему установки. Зная принятую в тех, процессе схему базирования заготовки, точность и шероховатость поверхностей базы, определяют тип и размер установочных элементов, их число и взаимное положение.
На третьем этапе, зная величины сил резания, устанавливают место приложения сил закрепления и определяют их величину. Исходя из регламентированного времени на закрепление и открепление заготовки, типа приспособления (одно- или многоместное). конфигурации заготовки, силы закрепления, выбирают тип зажимного устройства и определяют его основные размеры.
На четвёртом этапе устанавливают тип и размер детали для направления и контроля положения режущего инструмента.
На пятом этапе выявляют необходимые вспомогательные устройства, выбирают их конструкции и размеры. При выборе конструкции и размеров элементов максимально используют имеющиеся стандарты.
При конструировании и изготовлении приспособлений необходимо обеспечивать их безотказность, долговечность, ремонтопригодность. Приспособления должны быть эргономичными, их обслуживание должно быть удобным и лёгким.
5.4. Методика расчёта и выбора механизированных приводов присп-ний (на примере пневматических и гидравлических).
Выбрав способ базирования деталей и разместив установочные элементы в приспособлении, определяют величину, место приложения и направление сил для зажима обрабатываемой детали. Затем подбирают конструкцию привода для перемещения зажимных устройств при зажиме и разжиме детали. Величину сил зажима и их направление определяют в зависимости от сил резания и их моментов, действующих на обрабатываемую деталь. Для этого к детали прикладывают все действующие на неё силы и решают шесть уравнений статики на равновесие детали. Найдя силу на штоке пневмоцилиндра и зная давление сжатого воздуха, определяют диаметр пневмоцилиндра:
D= 1,4* . .
где Q - сила на штоке; Р - давление сжатого воздуха.
При Р = 4 кГс / см', D = 0,7 * . (см). Найденный размер диаметра пневмоцилиндра округляют по нормали и по принятому диаметру определяют действительную осевую силу на штоке. . (см). Найденный размер диаметра пневмоцилиндра округляют по нормали и по принятому диаметру определяют действительную осевую силу на штоке.
Аналогично рассчитывают диаметр поршня гидроцилиндра зная силу на штоке и давление
D=1,13*,(cm).
При выборе типа привода учитывают их особенности. К достоинствам пневмоприводов относятся:
1. Возможность регулирования силы зажима детали;
2. Простота управления зажимными устройствами:
3. Бесперебойность работы при изменениях температуры воздуха.
К недостаткам пневмоприводов относятся:
1. Недостаточная плавность перемещения рабочих элементов, особенно при переменной нагрузки;
2. Небольшое давление сжатого воздуха в полостях пневмоцилиндра и пневмокамеры;
3 Относительно большие размеры
пневмоприводов для получения значительных
сил на штоке пневмопривода.
Гидроприводы имеют ряд преимуществ перед
пневмоприводами:
1. Высокое давление масла на поршень гидроцилиндра создаёт большую осевую силу на штоке;
Из-за высокого давления масла в полостях гидроцилиндра можно уменьшить размеры и вес гидроцилиндра;
Возможность бесступенчатого регулирования сил зажима и скоростей движения поршня со штоком.
К недостаткам гидроприводов относятся:
1. Сложность гидроустановки и выделение площади для её размещения:
2. Утечки масла, ухудшающие работу гидропривода.
(1). Пневматические приводы.
В качестве источника энергии исп-ся воздух под давлением. Для станочных присп-ний принимают Рв=0,4-0,6 Мпа.
Конструктивно применяются пневмоцилиндры и пневмокамеры.
а) пневмоцилиндры: - одностороннего действия (рис 7.4.1)
q-реакция пружины;
РвD2ц/4=Ршт; Ршт.= РвD2ц/4-q;
- двухстороннего действия (рис 7.4.2)
Ршт.= РвD2ц/4; Ршт.= Рв(D2п/4-D2шт/4).
б) пневмоцилиндры: исп-ся в качестве основного привода или вспом-го для предвар-го удержания заг-ки в приспособлении.
Особенностью констр-ции является наличие диафрагмы из прорезиновой ткани, а также корпуса и крышки, выполненных литьём или штамповкой. Пневмокамеры значительно дешевле пневмоцил-ов, но обладают непостоянством силы по длине перемещения штока. Относительно постоянная сила обеспечивается на ограниченной длине перемещения штока (рис 7.4.3):
На участке L:
Ршт.= Рв(D-d)2/4.
(2). Гидравлические приводы. В качестве источника энергии исп-ся масло под давлением. Приводы выполняются в виде цилиндров. (+) – обладают значительно большей силой на штоке по сравнению с пневмоприводом; - имеют значительно меньшие габариты, что позволяет механизировать присп-ния, устанавливаемые в стеснённых зонах резания; не требуют спец-ой смазки.
(-) – высокая стоимость привода за счёт повышения прочности элементов констр-ции, более кач-го выполнения уплотнений в подвижных парах; - питание осущ-ся как правило индивид-но или групповыми гидростанциями.
Исходными данными для расчёта гидравлических приводов явл-ся: 1. усилие на штоке Р, 2. ход поршня L, 3. время рабочего хода поршня t.
Задаваясь давлением масла (р), можно определить площадь поршня (F):
F=P/p ;
отсюда диаметр цилиндра:
D=(4P/p)1/2.
Секундная произ-ть насоса опред-ся по формуле:
Q=v/t1=FL/t1=PL/tp1 ;
1- объёмный КПД системы, который учитывает утечки в золотнике и цилиндре.
Мощность, расходуемая на привод насоса:
N=Qp/75002=PL/750012 ;
2- КПД насоса силового узла.
|
 Скачать 20.51 Mb.
Скачать 20.51 Mb.