Основы технологии машиностроения. Технологический процесс и его структура
 Скачать 20.51 Mb. Скачать 20.51 Mb.
|

|
Часть 4. Выбор и эффективное использование автоматизированного оборудования 4.1. Типовые компоновки и выбор типа приводов главного движения и подач многоцелевых станков (ОЦ) для обработки корпусных деталей. В ГПС наибольшее применение находят станки с высокой конц-ей переходов обр-ки, типа обр-щих центров (ОЦ). Сверлильно-фрез-расточные станки типа ОЦ обладают широкими технологич возможностями и в следствии интеграции обр-ки позволяют в 2-3 раза умен-ть число необх-го более простого оборуд-я,, приспос-ний, выполнить обр-ку практически со всех сторон за один установ заг-ки. При этом осущ-ся практически все виды обр-ки со снятием стружки. Применяют след-ие типы ОЦ: 1. гориз-ый с крестовым поворотным столом, 2. вертик-ый с крест-м столом, 3. гориз-ый с подвижной стойкой и подвижным повор-м столом, 4. гор-ный с наклонноповоротным столом, 5. вертик-ый с подвижной стойкой и подвижным столом, 6. гориз-ый с вертик-м крестовым суппортом и гориз-но перемещ-ся суппортом, 7. гориз-й с крестовой стойкой и неподвиж-м столом-плитой, 8. вертик-й одностоячный с поперечиной и подвиж-м столом, 9. двухстоячный с поперечиной и подвижным столом. Наличие вращ-го инстр-та и программное угловое вращ-е шпинделя позволяет обр-ть внецентровые отв-я, шпоночные пазы. Также имеется возм-ть при одноврем-м вращении шп-ля и перемещении инстр-та получать отв-я фигурной формы. Компоновки: (1). ОЦ- ИР500МФ4(ток-фрез-расточной) (рис 5.2.1) , 1-станина, 2- стол(движ по Х), 3- стойка (движ по Z) , 4-поворотный стол, 5- магазин, 6- автооператор (чтобы брать инстр-т из магазина), 7- шпиндельная бабка (движ по Y), 8- шпиндель, 9- полета (приспособление-спутник), 10- предмет обр-ки (заг-ка), 11- двухпозиционный приставной поворотный стол. Используется позиционно-контурная система упр-ния. Инст-т: торцевые фрезы до 100 мм, сверло- до 40 мм, метчик- до М20, расточный скалки, оправки ( отв-я до 160 мм). (2). Миницентр ИР200АМФ4. Прецизионный станок высокого тех уровня для обр-ки корпусных деталей (сверлит, растачивает, шлифует). Многоцелевые станки оснащены УЧПУ и, устройством автоматической смены инструментов и предназначены для комплексной обработки за одну установку корпусных деталей и деталей типа тел вращения. Многоцелевые станки выпускают: с одним шпинделем и многопозиционным инструментальным магазином (вместимостью от 12 до 120 инструментов), при этом инструмент заменяется в шпинделе автоматически (по программе) за 5-6 секунд; с револьверной инструментальной головкой (число инструментов 5-8), при этом смена инструмента осуществляется поворотом револьверной головки; с револьверной головкой и инструментальным магазином, что позволяет в процессе резания заменять инструменты в неработающих шпинделях револьверной головки. На многоцелевых станках можно осуществлять сверление, рассверливание, зенкерование. нарезание резьбы, растачивание, фрезерование и другие виды обработки. Точность отверстий после растачивания соответствуетб-7 квалитету. Существуют многоцелевые станки, у которых ось шпинделя устанавливается по программе горизонтально, вертикально или под любым углом к плоскости стола станка. Многоцелевые станки могут оснащаться приспособлениями- спутниками (ПС) для установки и закрепления заготовок, а также устройством смены ПС. Выпускают многоцелевые станки вертикальной и горизонтальной компоновки. Многоцелевые станки вертикальной компоновки предназначены для обработки заготовок с одной стороны, а при наличии многопозиционных и поворотных приспособлений - с нескольких сторон. Горизонтальные многоцелевые станки предназначены для обработки заготовок с 2-4х, а иногда и с 5ти сторон - шпиндельные головки имеют поворот вокруг вертикальной и горизонтальной осей. Наиболее распространены компоновки горизонтальных многоцелевых станков с крестовым поворотным столом и шпиндельной бабкой, имеющей вертикальное перемещение. Многоцелевые станки оснащают позиционными, контурными и позиционно- контурными УЧПУ типа CNC. Приводы главного движения многоцелевых станков обеспечивают регулирование частоты вращения шпинделя в широком диапазоне при максимальной частоте вращения 3000-4000 об/мин. В этих приводах используют двигатели постоянного тока с тиристорным управлением. Для малых и средних многоцелевых станков применяют приводы с асинхронным электродвигателем и коробками скоростей. Привод подач состоит ш высоко моментного электродвигателя постоянного тока с бесступенчатым регулированием. Электродвигатель через редуктор соединяется с парой винт-гайка качения В крупных станках вместо редуктора используют двухступенчатые коробки скоростей с электромагнитными муфтами. Для определения координатных осей и их положений для каждого конкретного станка применяют правило трех пальцев правой руки (рис. 2,4, а), согласно которому согнутый средний палец отождествляется с осью Z, указательный — с осью Y, отогнутый в сторону большой палец — с осью X; концы этих пальцев указывают положительное направление осей. Гаммы станков. Удачной можно считать такую компоновку станка, на основе которой возможно создание гаммы станков различного технологического назначения с большим числом заимствованных узлов. Пример такой гаммы вертикально-фрезерных станков приведен на рис. 2.5. Базовой является трехкоординатная компоновка станка с поперечным ползуном /, несущим шпиндельную головку (рис. 2.5, а). По такой схеме строят трехкоординатные вертикально-фрезерные станки ФП-7, ФП-17, ФП-27 и ФП-37 с ЧПУ с длиной ходов по координате X 1600—3000 мм и координате Y 650—1000 мм. Эти станки предназначены для обработки фасонных поверхностей с переменной глубиной по координате Z. На основе базовой компоновки создана модификация трехкоординатного вертикально-фрезерного станка 2ФП-27 с двух-шпиндельной фрезерной головкой / (рис. 2.5, б), позволяющей повысить производительность станка, причем управление перемещениями по координате Z каждого из шпиндельных узлов может осуществляться независимо. Дальнейшее развитие гаммы станков идет по пути оснащения базовой компоновки магазином инструментов / (рис. 2.5, в), расположенным вдоль ползуна; по такой схеме строят станки ФП-27С, предназначенные для обработки заготовок последовательно несколькими инструментами. При этом вертикально-фрезерный станок превращается в многооперационный, на котором, помимо фрезерования, можно выполнять сверление, зен-керование, растачивание и другие операции. Четырехкоординатная компоновка станка, предназначенного для обработки профильных малкованных (с переменным наклоном) поверхностей,' достигается установкой поворотного устройства 1 (рис. 2.5, г), управляемого по числовой программе и состоящего из передней и задней стоек. Повышенная жесткость станка и оптимальные габариты его при длине перемещения по координате X до 5 м достигаются в компоновке с неподвижным (по координате X) поворотным столом 2 (рис. 2.5, д) и подвижным (по координате X) ползуном / (станки ФП-27-4С и ФП-57-4С). Сокращение вспомогательного времени достигается включением в состав станка двухпозиционного устройства автоматизированной загрузки заготовки на спутнике 2 (рис. 2.5, е); при этом стол станка оснащается устройством / приемки, фиксации и крепления спутника. Вторая позиция для спутника устройства автоматизированной загрузки заготовок выводится в рабочее состояние поворотом на 180° внутренней части устройства вокруг оси 3; при этом спутник 2 опрокидывается в нижнее положение. На основе базовой компоновки согласно рис. 2.5, а могут быть созданы иные модификации конструктивных схем. Вместе 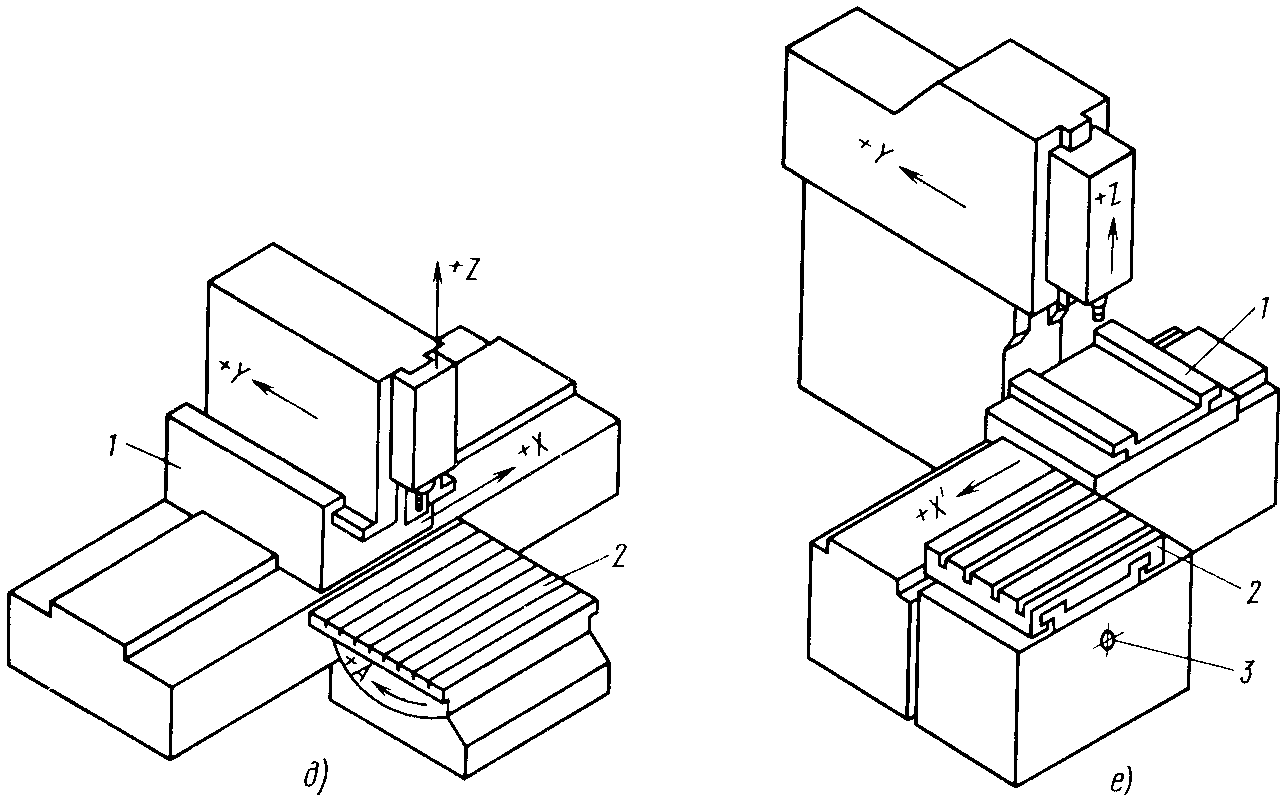 Рис. 2.5. Компоновки гаммы вертикально-фрезерных станков средних габаритов 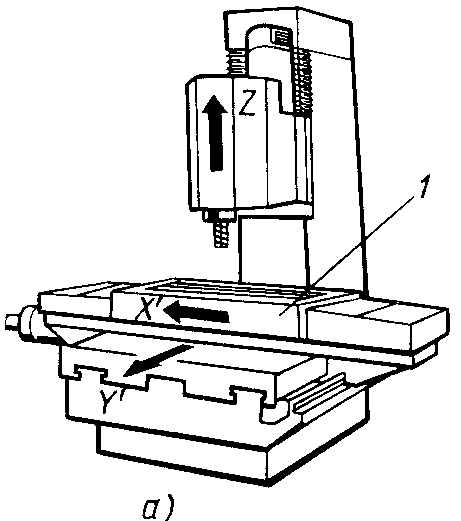 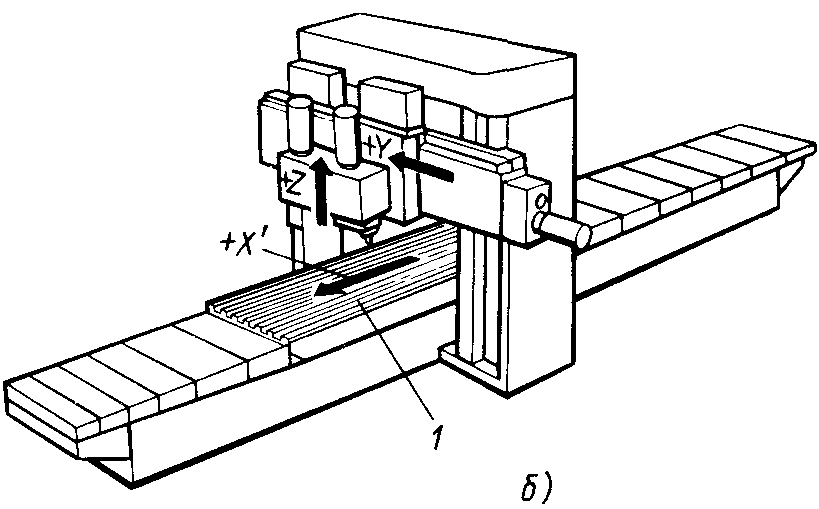 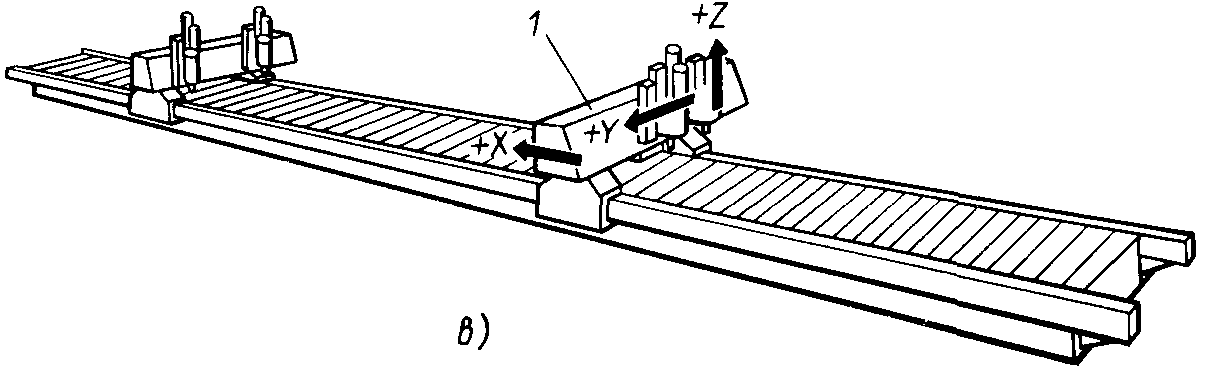 Рис. 2.6. Базовые компоновки фрезерных станков с различными ходами перемещений с тем сама базовая компоновка может видоизменяться в зависимости от размеров (значений ходов по координатам) станка для обеспечения более высокой жесткости и сокращения габаритов. Компоновка бывает трех видов: с крестовым столом / (рис. 2.6, а) и неподвижной колонной, несущей шпиндельную головку, которая перемещается по координате Z; такая компоновка распространена в бесконсольных фрезерных станках с длиной перемещения в поперечном направлении Y до 600 мм и продольном направлении X — до 2 м; в соответствии с ней строят станки МА-655; портальная, с подвижным столом / (рис. 2.6, б), перемещающимся на расстоянии до 10 м; эта компоновка применяется для станков ФП-9М, ВФ-ЗМ; портальная, с подвижным порталом / (рис. 2.6, в) при длине хода по координате X 6 м и более; она применяется для станков ПФП-5, 2ФП-231, 2ФП-242В. Сравнив станок с четырехкоординатной компоновкой, где предусмотрены перемещающиеся сани и поворотный стол (см. рис. 2.5, д), со станками с портальной компоновкой (см. рис. 2.6, б и б), на которых можно осуществлять программируемый поворот фрезерной головки, можно определить их рациональные области применения: 4.2. Типовые компоновки и выбор типа приводов главного движения и подач станков с ЧПУ и ОЦ для обр-ки тел вращения. Кинем-ка станков с ЧПУ и ОЦ отлична от обычных станков, что имеет констр-ое значение. (рис 5.1.1). Отличит-ые элементы станков с ЧПУ и ОЦ: 1) Привод гл-го движ-я. Примен-ся треб-я повышенной точности и бесступенчатое регул-ие. Это даёт возм-ть повысить точность станков на два порядка. Для повыш-я точности станка прим-ют пару винт-гайка (снижается автоколеб-я) (рис 5.1.2). Увеличение силы трения увелич-ет точность позиционирования. 2) Шпиндель повыш-ет жесткость и обесп-ет высокую точность вращ-я. 3) Привод подач имеет расширенный диапазон регул-я; повышена жёсткость кин-ой цепи и плавность хода; возм-ть дистанц-го упр-ия. 4) Все станки с ЧПУ и ОЦ имеют замкнутую систему управленияи имеют датчики обратной связи (фотоэлементы, магнитные). Датчики могут быть линейными и круговыми. 5) Двигатели прим-ся элек-кие шаговые- асинх-я машина с сосред-ными обмотками и реактивным ротором. Электрогидр-ий шаговый дв-ль - более мощный, т.к. усилие крутящего момента увелич-ся за счёт гидравлич-х усилителей. 6) Устр-во автомат-й смены инстр-та имеет магазин. 7) Особенности станин и направляющих (лучше стружкообраз-ние за счёт больших мощностей). Особенности главного привода и привода подач: -безредукторность, т.е. двиг-ль имеет бесступ-ое регул-ие-это даёт снижение автоколеб-й и даёт стабильность движений; - применяют синх-ые двиг-ли, соед-ные с ходовым винтом, что увел-ет жёсткость станка и плавность хода. Токарные станки с ЧПУ предназначены для обработки наружных и внутренних поверхностей деталей типа тел вращения, а также для нарезания наружной и внутренней резьбы. Токарные станки с ЧПУ подразделяются на универсальные (с горизонтальными направляющими) и специализированные (как правило, с вертикальными или наклонными направляющими). Токарные станки с ЧПУ бывают: с ручной сменой инструмента; с автоматическим поворотом резцедержателя или револьверной головки; с автоматической сменой инструмента из инструментального магазина. Головки бывают четырёх, шести и 12-ти позиционные. На каждой позиции можно устанавливать по два инструмента для наружной и внутренней обработки заготовки. Ось вращения головки может располагаться параллельно оси шпинделя, перпендикулярно или наклонно. В пазы револьверных головок устанавливают взаимозаменяемые инструментальные блоки, настраиваемые на размер вне станка на специальных приборах. Привод главного движения состоит из асинхронного электродвигателя, автоматической коробки скоростей и шпиндельного узла, всё соединено между собой клиноремёнными передачами. Привод главного движения может иметь ступенчатое или бесступенчатое регулирование частоты вращения шпинделя. При ступенчатом регулировании применяют автоматическую коробку скоростей в сочетании с одно или многоскоростным перерегулируемым электродвигателем. В автоматической коробке скоростей пуск. торможение. реверс. Регулирование скорости производятся автоматически с помощью электромагнитных муфт. Бесступенчатое регулирование частоты вращения осуществляется электродвигателями постоянного тока с тиристорным управлением. Шпиндели станков с ЧПУ изготовляют точными. жёсткими, с повышенной износостойкостью посадочных и базирующих поверхностей. Приводы подач состоят из двигателей, редуктора, силовой передачи. По структуре приводы делятся на разомкнутые и замкнутые. Базовые модели токарных полуавтоматов с ЧПУ гаммы АТПр и AT Специализированная гамма токарных полуавтома- 10.1. Классификация специализированных токарных станков с ЧПУ 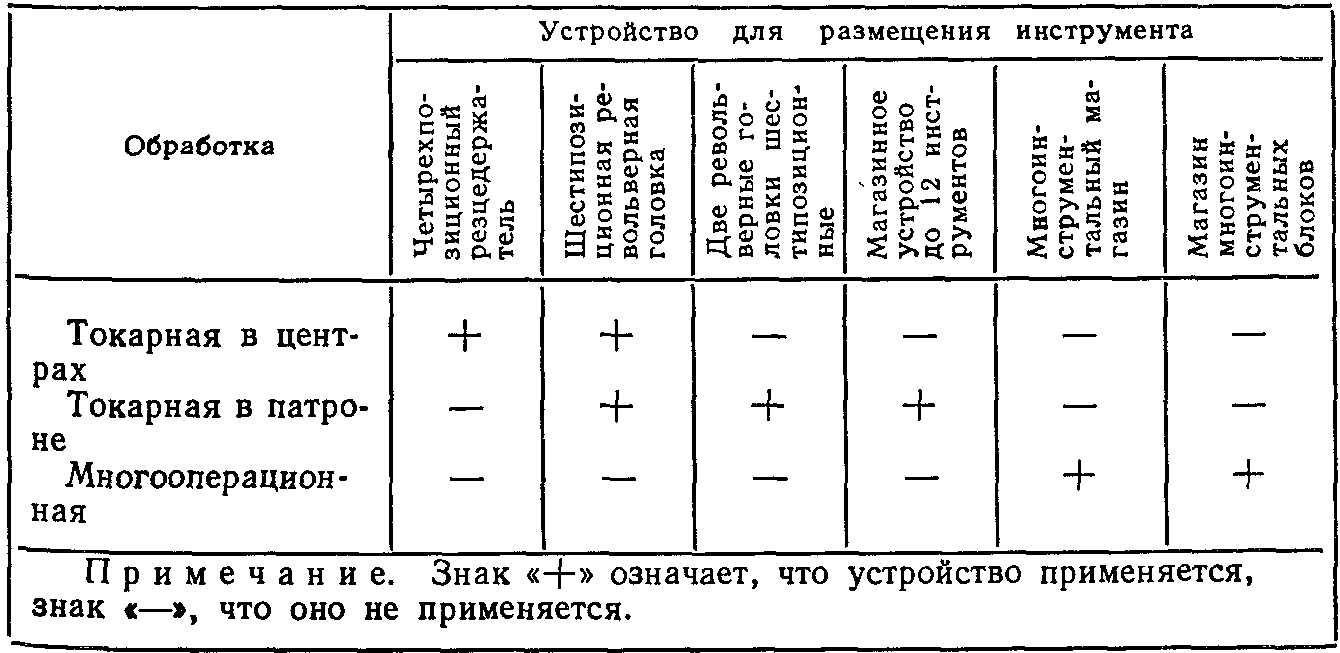 10.2. Технические данные токарных полуавтоматов АТПр с ЧПУ 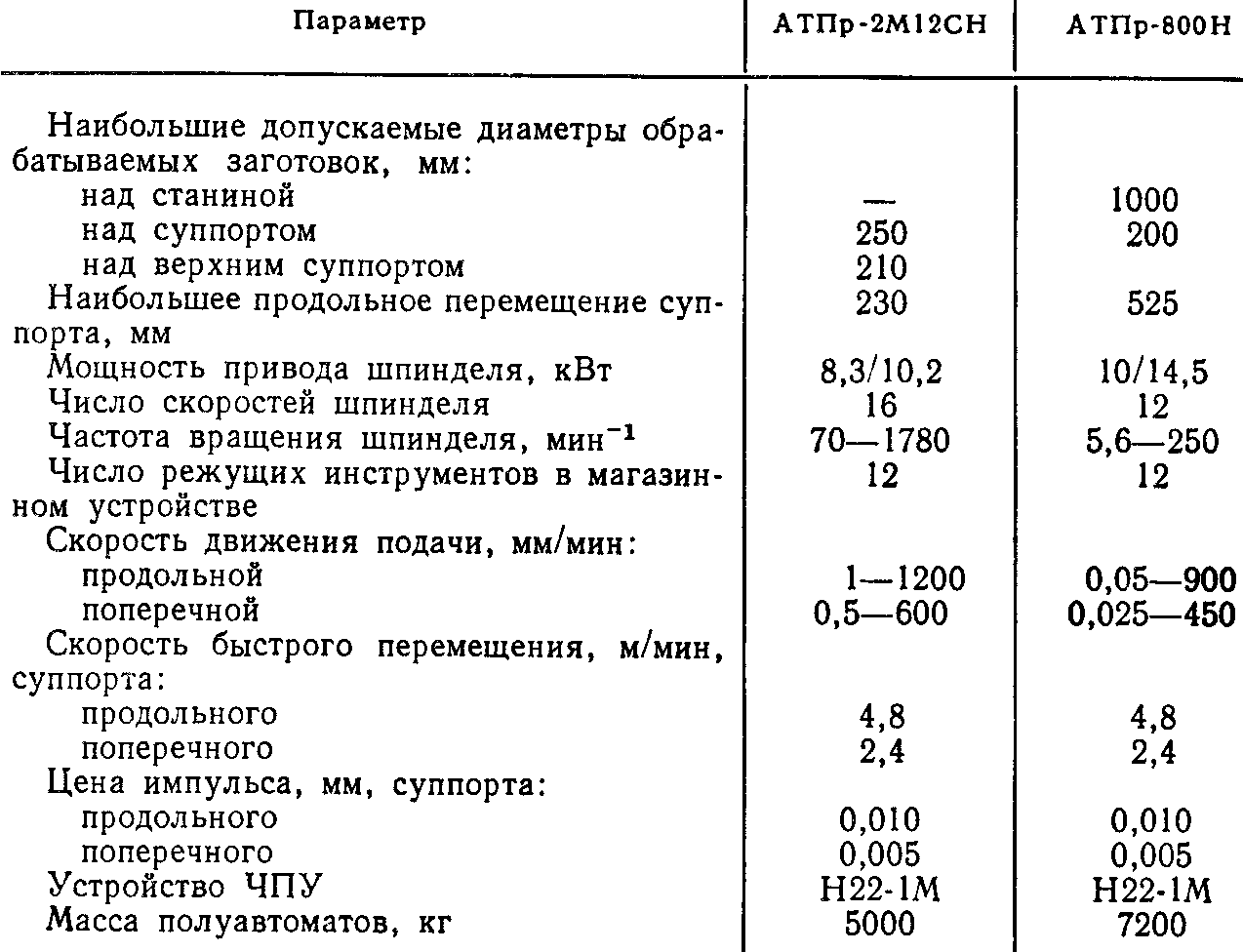 тов АТПр предназначена для наружной и внутренней контурно-фасонной двухкоординатной обработки заготовок деталей типа фланцев, дисков, колец, поршней, гильз, корпусов, валиков и других подобных деталей из стали и алюминиевых сплавов. Две модели станков, входящих в эту гамму, и их технические данные приведены в табл. 10.2. Они различаются в основном диаметром и длиной обрабатываемых заготовок и частотами вращения шпинделя. В гамму токарных полуавтоматов АТПр-2М12СН с ЧПУ входит ряд исполнений, отличающихся оснащенностью резьбонарезным устройством для нарезания наружных и внутренних резьб, модификацией используемого устройства ЧПУ. В конструктивном отношении станок гаммы АТПр-2М12СН1 (рис. 10.1) представляет собой одношпиндельный полуавтомат с гидрофицированным зажимным патроном 4; станина // станка — коробчатого типа, на ней укреплен наклонный корпус 10 с прямоугольными направляющими и крестовым суппортом 6, а также узлом смены инструментов 8 с магазином на 12 режущих инструментов. Полуавтомат оснащен устройством ЧПУ / типа Н22-1М. Полуавтомат имеет надежное ограждение 3 каркасного типа, раздельное для передней бабки и инструментального магазина 5, электродвигатель привода шпинделя 9, расположенный под передней бабкой, ручной пульт 7 управления и шкаф 2 с электроаппаратурой. Крестовый суппорт может перемещаться в продольном и поперечном направлениях со скоростями движения рабочей подачи или ускоренного (холостого) перемещения, которые осуществляются посредством шариковых винтовых пар 21, 7 (рис. 10.2) с гидроусилителями МГ-18-14М 23 и 6, управляемыми шаговыми двигателями ШД-5Д-1. 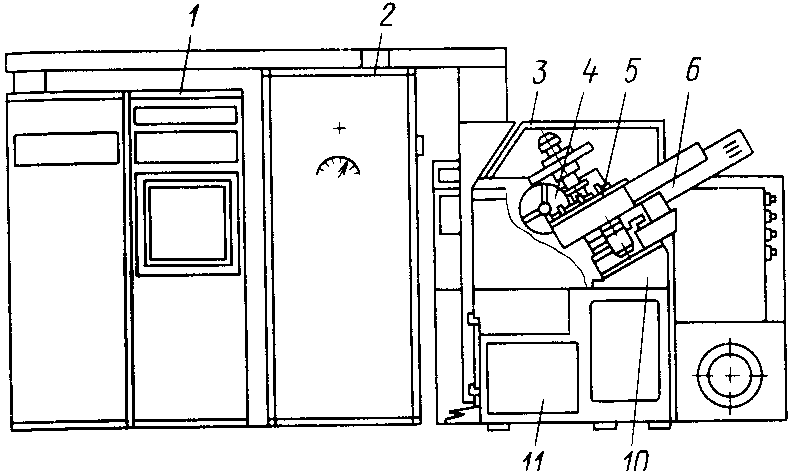 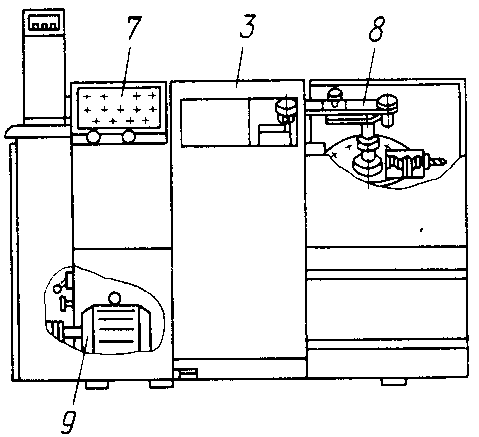 Рис. 10.1. Полуавтомат АТПр-2М12СН1 Шпиндель 4 полуавтомата получает вращение от электродвигателя 3.3 мощностью 8,3/10,2 кВт с двумя частотами вращения ротора. Программоносителем является перфорированная лента, которая несет информацию о последовательности технологических переходов, о направлениях и значениях перемещений, частоте вращения шпинделя и рабочей подачи, а также ускоренных ходах в соответствии с разработанным технологическим процессом обработки. Станина (см. рис. 10.1) является основанием, на котором размещены все остальные узлы станка. Для повышения жесткости в станине предусмотрены ребра. У торца станины расположена плита, на которой установлен электродвигатель привода шпинделя 9. Средняя часть станины используется как емкость для охлаждающей жидкости и установки насоса подачи охлаждающей жидкости. Станина установлена на шести резино-металлических виброизолирующих регулируемых опорах. Токарные станки с ЧПУ обычно обеспечивают точность обработки заготовок no ITG с шероховатостью цилиндрических поверхностей и конусов с малыми углами при вершине R = 6-^12 мкм. Нарезание резьбы ведется по 3-му класс точности. При настройке инструментов на размер в специальном оптическом приспособлении рнс станка их установка в головку производится без дополнительной. выверки. Погрешность настройки инструмента вместе с бесподналадочным переносом ня станке находится в пределах d:0,02 мм (станок 16К20ФЗ). Современные токарные станки с ЧПУ снабжаются револьвертньми головками или магазинами сменных резцовых блоков, позволяющими осуществлять автоматическую смену режущего инструмента по заданной программе. Кроме того, некоторые токарные станки с ЧПУ снабжаются дополнительными устройствами для выполнения поперечных работ (сверление и фрезерование), продольных осевых работ (аналогично револьверным станкам) и даже для обработки при остановленном шпиндече эксцентрично расположенных элементов заготовки. Настройка новейших моделей станков с ЧПУ осуществляется с использованием специальных датчиков касания, которые одновременно служат и для коррекции положения инструмента в связи с его износом. Верхние пределы частоты вращения шпинделей у новейших станков с ЧПУ повышаются до 6000 об/мин. Для устранения переустановок заготовок, обрабатываемых на токарных станках с ЧПУ в центрах, рекомендуется применение зубчатых утопленных поводковых центров. Все это значительно расширяет технологические возможности этих станков. 4.3. Автоматические линии из агрегатных станков. Автом-кие линии в простейшем варианте компонуются на базе агр-х станков, объединенной транспортной системой принудительного перемещения заг-к штангами или в спутниках. АЛ из АС служат для изгот-я корпусных деталей (блоков цилиндров, головок блока и т.д.), а также деталей сложной формы (рычагов, вилок, коленчатых валов и т.д.), при обр-ке которых выпол-ся большое число различных опер-ий. Выпуск АЛ из АС непрерывно возрастает. Такие АЛ строят двух видов: 1. АЛ, на которых обр-мые заг-ки передаются от станка к станку непосред-но конвеером (штангами); 2. АЛ с перемещением от станка к станку с помощью спутника. Для обр-ки крупных корпусных заг-к чаще всего прим-ют однопозиц-ые АС, связанные с конвеером. Для обр-ки более мелких заг-к целесообразны АЛ, состоящие из многопоз-х АС. АЛ-это система автомат станков, распол-х по ходу ТП, которые объед-ны трансп-ми устр-ми и общими системами упр-я. Недостаток-однопредметность. Достоинства: - возм-ть реализации оптимальных ТП; - возрастает надёжность агр-х узлов, т.к. идёт многократное исп-ие; - повыш-ся произ-ть; - многократное исп-е элементов агр-х узлов; -простое решение трансп-х вопросов; - малые сроки ввода в произ-во; - повыш-ся экон-я эффективность. Основные составляющие: агр-е силовые головки. Прочие состав-ие: поворотные силовые столы, станины. Компоновки АЛ: а) однопоточная послед-го действия (рис 5.4.1); б) однопоточная //-го действия (рис 5.4.2) прим-ют для выполнения одной операции, когда её продолж-ть значит. превышает необх-мый темп выпуска. в) многопоточная (рис 5.4.3): предн-ны для выполнения нескольких операций, каждая из которых по прод-ти больше заданного темпа выпуска. г) смешанная (с ветвящимся потоком) (рис 5.4.4): 1-рабочие агрегаты, 2-распределительные устройства. ………….. Типовые компоновки автоматических линий из агрегатных станков области их применения. Автоматические линии в простейшем варианте компонуют на базе агрегатных станков, соединенных транспортной системой Автоматические линии из агрегатных станков можно разделить на две основные группы линии с непосредственным перемещением обрабатываемых деталей от станка к станку (I группа) и линии с перемещением обрабатываемых деталей в приспособлениях-спутниках (II группа). Линии I группы, в зависимости от способа перемещения детален между станками, можно разделить на линии со сквозным или с прямоточным транспортом и с вынесенным транспортом. В первом случае транспортер деталей проходит непосредственно через рабочие позиции и детали перемещаются в одном направлен и и. Во втором случае транспортер деталей вынесен за станки н детали, кроме перемещения от одной позиции к другой, дополнительно перемещаются перпендикулярно основному транспортеру, что необходимо для подачи их в приспособления станков. Схемы обработки на автоматических линиях из агрегатных станков. 1Схема автоматической линии из четырех станков с одинаковым положением детали на станках обработка возможна только с двух сторон 1 загрузка деталей; 2, 4, 6 и 8 — рабочие позиции; 3, 5 л 7 — промежуточные позиции; 9 — выгрузка деталей 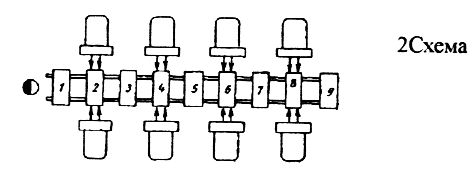 автоматической линии с промежуточным поворотом на 90°деталей обработка возможна с четырех сторон / — загрузка деталей; 2 — 5, 7 — 9 рабочие позиции, е — поворотный стол; 10 - выгрузка деталей 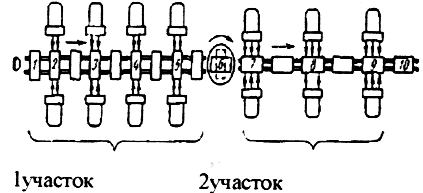 Линии из агрегатных станков являются линиями с жесткой связью и простой любого станка вызывает простой всех станков линии, что значительно снижает коэффициент технического использования линии, т. е.еефактическую производительность. Для повышения коэффициента использования линий, состоящих из большого количества станков, стремятся разделить линии на секции и ввести между секциями накопители деталей, т. е. создать системы автоматических линнй. 3 Схема двухсекционной системы автоматических линий: /—загрузка деталей; 2 — 4, 6—3, 12 —16—рабочие позиции; 5 — поворотный стол; 9 —межсекционный транспортер; 10 — промежуточный накопитель;// — поворотный барабан; 17 — выгрузка деталей 3-й участок II секция 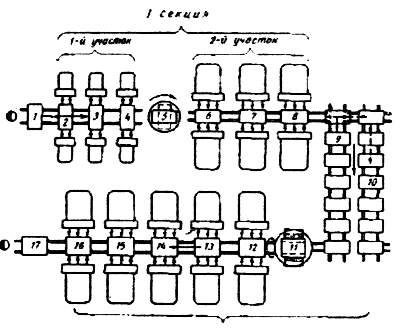 Применение авт. линий Автоматическнхе линии из агрегатных станков применяются в крупносерийном и массавом производствах для механической обработки крупных корпусных деталей машин и других деталей, имеющих сложную форму и требующих для обработки значительного количества переходов. На автоматических линиях применяют главным образом следующие методы обработки: сверление, зенкерование, развертывание, нарезание различных резьб, растачивание, обтачивание цапф и галтелей, растачивание различных фасонных канавок внутри отверстий, подрезание торцов резцом (как с осевой подачей инструмента, так и с поперечной) и фрезерование плоскостей и фасонных поверхностей, а так же могут включатся такие операции как протягивание и запрессовка втулок. 4.4. Роторные и роторно-конвейерные линии. Авт-кая роторная линия-комплекс рабочих машин, трансп-х устр-в, приборов, объед-х единой системой авт-го упр-ния, в котором одновременно с обр-кой заг-ки перемещ-ся по дугам окр-тейсовместно с воздейст-ми на них орудиями. Наиболее распр-ны АРЛ для операций, выполняемых посредством прямолинейного рабочего движения (штамповка, вытяжка, прессование, сборка, контроль). АРЛ состоит из технол-х и трансп-х роторов, передающих заг-ки от одного технол-го ротора на другой (рис 5.5.1). Техн-ий ротор представ-ет собой жесткую систему, на которой монтир-ся инстр-ые блоки, равномерно распол-ые вокруг общего вращ-го систему вала. Необх-ые рабочие движ-я инстр-ым блокам сообщаются испол-ми мех-ми или гидрав-ми органами. Трансп-ые роторы предст-ют собой барабаны или диски, оснащённые несущими органами. Они принимают, трансп-ют и передают предметы обр-ки. Чаще применяют трансп-ые роторы, имеющие одинаковую скорость, общую плоскость трансп-ия и одинаковую ориентацию предметов обр-ки. Для передачи м/у технолог. роторами с различными шагами или различным положением предметов обработки предназначены транспор-е роторы, которые могут изменять угловую скорость и полож-е в простран-етранспортируемых предметов. На автомат-их РЛ можно выполнять операции, значительно различ-ся по продолжительности (например, прессовые, контрол-е ,термич-е). АРЛ может одновременно обр-ть несколько различных заг-к. Такие многономенклат-е АРЛ применяют в сер. произ-ве. Роторно – конвейерные линии: Недостатки роторных машин: 1). Заг-ка д.б. сориентирована относительно инсрумента. 2). Роторы должны осущ-ть на бол-их скоростях сборку предметов. 3). Трудность выполнения на роторе операций бол-ой длительности. 4). Мало места выделено на роторе для обслуж-я инструмента. 5). В роторах не удается создать в направлении транспор-ки поток предметов обработки. (рис 5.5.2.). Инструмент-ый блок связан с ротором- это корень всех 5-ти нелостатков. Взамен предложены роторно-конвейрные линии. (1). РКЛ холодной объемной штамповки. (рис 5.5.3.). 1-ротор загрузки, 2 ротор штамповки, 3-натяжная звездочка, 4-ротор выталкиватель,5- ротор разгрузки, 6 ротор оьслуж-я инстр-та, 7-цепной транспортер. С точки зрения недостатков роторных машин здесь: 1). Поместить на позицию в цепи заг-ку сложно, но после загрузки предмет больше не изменяет своего положения; 2) увеличение Vраб. будет связано с увел-ем скорости загрузки, дальше проблем не возникает; 3) в машине нет операций большой длитель-ти; 4) плотность потока предметов: на одном роторе обр-ка-загрузка, на др. роторе-выгрузка. Роторы проще. Можно делать несколько обслуж-х роторов. (2). Роторно-конвеерная линия ЛСКА 1000 (линия сборки клапана аэрозольного, произв-тью 1000 шт/мин). Необх-мо, чтобы клапан был герметичен; его собирают на линии: три конвеера, 5 роторов + несколько звёздочек, 10 бункеров-линия (рис. 5.5.4). 1. 2, 3-цепной конвеер; 4, 5, 13- ротор; на 12 роторе произ-ся контроль герметичности клапана; 13-выгрузка. Достоинства: - замена 200 человек; - увел-ие произ-ти (1000 шт/мин); - мощность 5 кВт; габариты 4,2(ширина)х1,3(высота)х1,7(длина) мм. ……………………… Компоновки роторных и роторно-конвеерных автоматических ли ни и. Области их эффективного применения. Оборудование автоматических роторных линий состоит из технологических (рабочих) и транспортных роторов. Технологический ротор - это металлореж. станок, в котором обработка деталей выполняется в процессе непрерывного транспортирования их совместно с инструментом. Транспортный ротор, осуществляет транспортировку деталей между технологическими роторами, или осуществляет загрузку и выгрузку деталей в накопитель. В роторно-конвейерной линии исключен недостаток роторной линии-постоянная связь исполнительных органов машин с инструментами, он заменен временной связью. Инструменты монтируются в общих блоках и располагаются в замкнутом конвейере, выполненном обычно в виде втулочно-роликовой цепи и огибающей обслуживающие роторы. Компоновки роторных н роторно-конвейерных автоматических линий зависят от технологии изготовления детали, от класса операции детали и могут включать рабочие роторы для выполнения операций 1-4 класса, роторы для выполнения термохимических операций, контрольно-измерительные роторы и др. компоновка роторной автоматической линии……. На ряс. 20.3 показана схема автоматической роторной линии, на которой достигнуто полное совмещение времени обработки и транспортирования деталей. На таких линиях инструмент и за- готовка в процессе обработки одновременно двигаются и вращаются вокруг центральной оси. Заготовка на ходу передается с рабочих (2, 4) на транспортные (5) роторы. Группа станков автоматической роторной линии показана на рис. 20.4. Необходимое вращение инструменту, заготовке, рабочему и транспортному роторам сообщается от электродвигателя >,ерез систему зубчатых, червячных или других видов передач. Поступательное движение инструмент или заготовка получает либо от соответствующих копиров, либо от гидросистемы. 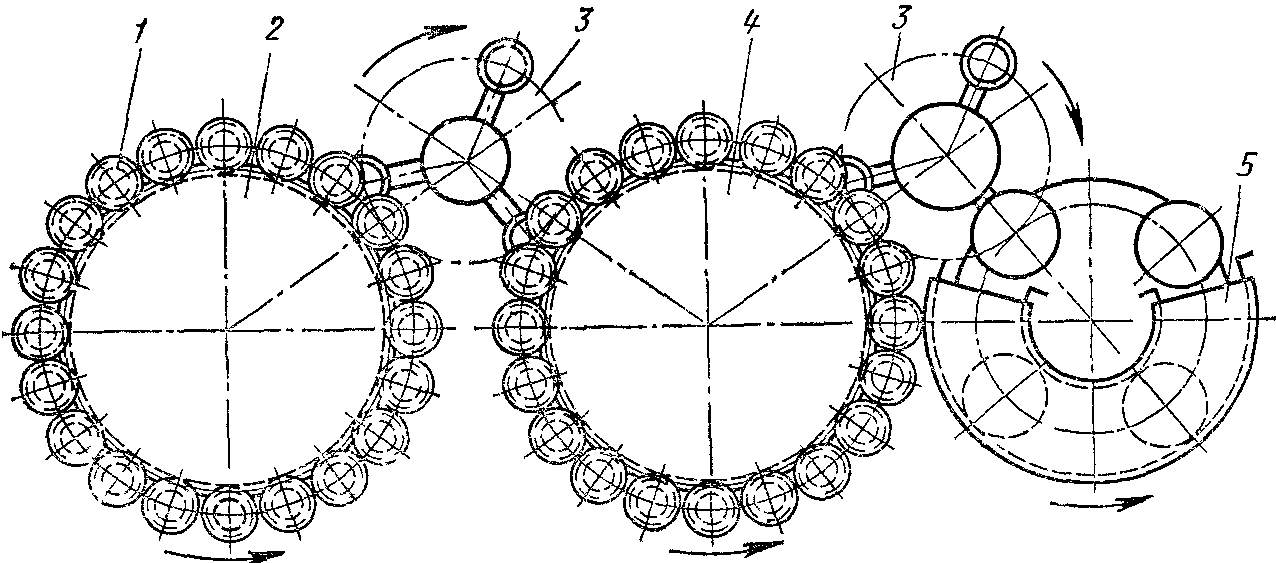 Рис 20.3. Схема автоматической роторной линии:1 — рабочие шпиндели, 2 — ротор сверления; 3 — транспортный ротор, 4 — ротор развертывания; 5 — ротор закалки 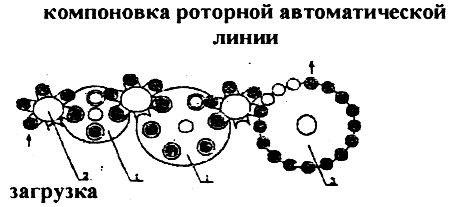 1-технологический ротор, 2-транспортный ротор З-накопитель 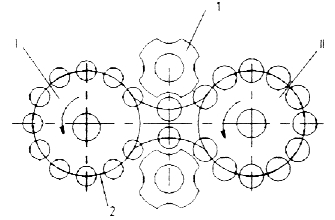 I-ротор несущий рабочие органы А П-ротор несущий рабочие органы Б 1-звездочки 2-транспортный конвейер 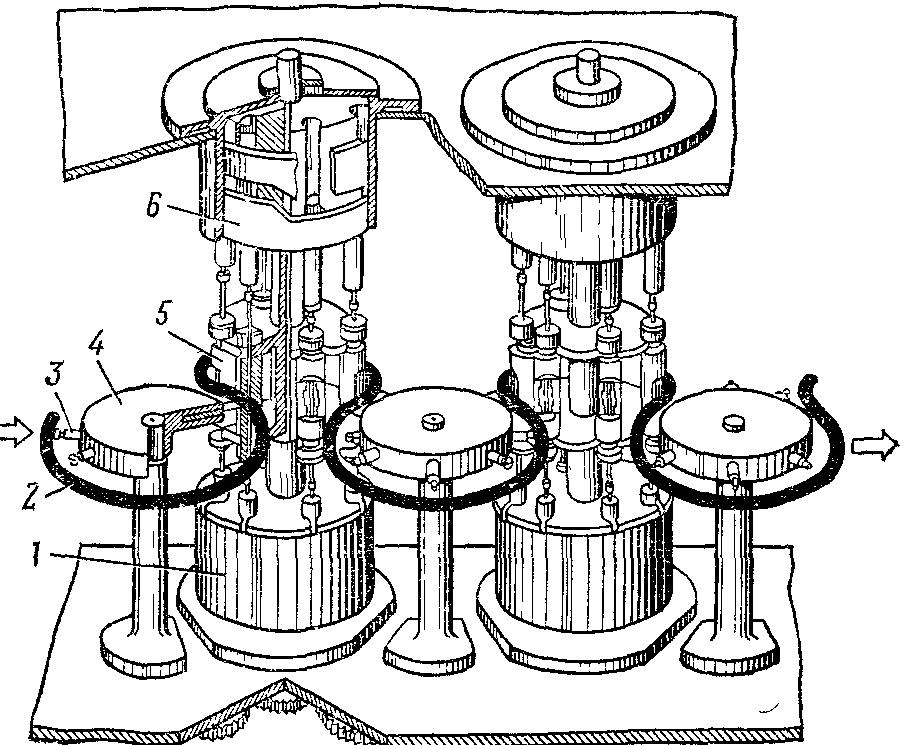 .Рис. 20.4. Группа станков автоматической роторной линии:1 — роторный станок; 2 — путь, проходимый обрабатываемой заготовкой по станкам и конвейерам линии; 3 — клещи (захваты) конвейерного ротора для захвата детали; 4 — конвейерный ротор для перемещения обрабатываемых заготовок; 5 — блок инструмента; f — копир для продольного перемещения инструмента……………………….. Области эффективного применения. Роторные линии применяются в массовом и крупносерийном производствах, где требуется высокая производительность для деталей сравнительно простой формы, т.к. на них исключена многосторонняя и многопроходная обработка в пределах одного ротора. Эффективность функционирования роторной линии зависит от надежности ее механизмов. Установлено, что до 90% от общего числа отказов составляют отказы инструмента и на их устранение затрачивается до 85% времени восстановительных работ, что ограничивает применение роторных линий в механообработке Роторно-конвейерная схема обеспечивает минимально необходимое число органов каждого типа, отнесенное к единице инструмента и к единице производительности, и, следовательно, соответственное уменьшение стоимости машины Поэтому в роторно-конвейерных машинах предельная производительность, ограничиваемая технически осуществимыми размерами обслуживающих роторов, будет более высокой Уменьшение диаметральных размеров обслуживающих роторов обеспечивает соответственно лучшее использование площади их поперечного сечения, т.е. меньшую удельную их стоимость на единицу инструмента и производительности. Роторно-конвейерная схема дает возможность широкого применения линий в условиях не массового производства. 4.5. Причины повышенной точности обработки деталей на станках с ЧПУ. Обработка заготовок на станках с ПУ обеспечивает высокую степень автоматизации и широкую универсальность выполняемой обработки, требует меньших затрат времени на перестройку станка с одной операции на другую. Значительно облегчается перевод производства на новую продукцию, т.к нет необходимости конструирования и изготовления сложных приспособлений и устройств. При использовании станков с ЧПУ повышается точность обработки вследствие исключения влияния ошибок, вызванных недостаточной квалификаций рабочих. Особенно эффективно использование станков при обработке сложных деталей со сложными ступенчатыми или криволинейными контурами. Системы управления программными станками выполняются дискретными, смешанными и непрерывными. Системы автоматического регулирования обеспечивают высокую точность обработки. В системе автоматического регулирования параметров обрабатываемой детали блок управления имеет два измерительных суппорта, снабженных датчиками вариации функции профиля, и один силовой, который имеет приводы поступательных движений и возвратно-поступательных перемещений. Система снабжена фильтрами, блоками задержки, сумматором, преобразователем управления возвратно- поступательным приводом. Для одновременного автоматического увеличения точности продольного сечения система снабжена согласующим элементом, суммирующим устройством. Применение систем автоматического управления процессом резания позволяет значительно увеличить точность обработки. Это достигается за счет компенсации влияния на точность не только силовых упругих деформаций, но и износа инструмента, увеличения производительности, обработки путем поддержания оптимальной скорости износа инструмента, расширения диапазона регулирования скорости резания, в котором точность работы не снижается. 4.6. Современные режущие инструменты и методы выбора режимов резания. Синтетические- сверхтвердые материалы обладают высокой твердостью, износостойкостью, низким коэф-м трения. Их подразделяют на материалы с основой в виде кубического нитрида бора и материалы на основе алмазов. Синтетический алмаз получают из графита при высоких давлениях и темпер-х , полученные кристаллы дробят в порошок, кот-ы используют для получения алмазнообразивногоинстр-та (кругов, брусков и т.д). Алмаз обладает высокой степенью жесткости, высокой теплопроводностью и теплоемкостью, малым коэф-ом теплового расширения.Он применяется для обра-ки твердых сплавов. Алмаз-ые резцы применяют в качестве чистового и отделочного инструмента при обраб-е цветных металлов, сплавов и неметал-их матерьялов. Алмазы используют для правки шлиф-ых и алмазных кругов высокая хрупкость. Более перспективным являются материалы на основе кубического нитрида бора (КНБ), которые по твердости приближаются к алмазу,. Но имеют более высокую теплостойкость. КНБ –это хим-ое соединение из бора и азота. Получаются при мен-их давлениях и темп-хтакие материалы на основе КНБ как :эльбор, гексанит, композит. Их применяют для получистовой, чистовой, отделлочной обр-ки закаленных сталей, твердых сплавов, чугунов. Порошки исп-ют для изготов-я абраз-о инструм-та. В последнее время к синтетическим сверхтерд-м матерьялам относятся матер-ы, содержащие композиции Si-Al-O-N в основе которых – нитрид кремния Si3N4. Внедрение инстр-ов из сверхтвердых матерьяловпозволяет исключать микротрещены, улутшать качество пов-ти,повысит производительность в 1,5-4 разаза счет увеличения скорости резания. Инструмент-е стали:-Углеродистые: У7-У8- инструм-т, работающий при ударных нагрузках. У10-У13-при статистических нагрузках (напильники); -Легированные: выдерживают нагрев до 250-500С (хромокремнистая 9ХС,хромовольфрамовая ХВ5); -Быстрорежущие: содержат 6-19 вольфрама и 3-4,6 хрома, выдерживают нагрев до 600С. Р9-использ-ся приобр-ке кострукционных углеродистых сталей, но она плохо поддается шлиф-ю. Р112 и Р6М5-использ-ся для изготовления сверл, метчиков. Р9К5-Р9К10- использ-ся для изготов-я инсрум-ов, раб-их на повышенных скоростях резания; -Конструкционные- исп-ся для изгот-я державок, хвостовиков деталей крепления составного и сборного реж-го ин-та.; Твердосплавные марки -Вольфрамовые (ВК2, ВК3М, ВК6 ит.д)-более вязкие и мене хрупкие,поэтому применяют для обраб-ки чугуна, при наличии ударных нагрузок,для обр-ки цветных металлов и сплавов; -Титановольфрамовые Т5К10,. Т15К6, Т30К4)-твердые износостойкие, но менее вязкие,меньше коэф-овтрения, использ-ся при обр-ке незакаленных сталей. 1.Инструментальные углеродистые и легированные стали. Из углеродистых сталей изготовляют метчики, плашки, развёртки н др. режущий инструмент, работающий с малыми скоростями резания. Легированные инструментальные стали обладают повышснной вязкостью в закалённом состоянии, более глубокой прокаливаемостью, меньшей склонностью к деформациям и трениям. При закалке широко применяют 9ХС, X, 11Х, ХВГ(режущий инструмент, резьбовые калибры, (пуансоны, матрицы и т, д.) 2. Быстрорежущие стали. Их режущие свойства определяются объемом основных карбндообразующих элементов - Вольфрама, Молибдена, Ванадия - и легирующих элементов - Кобальта, Азота. Хорошо сохраняют твёрдость при многократном нагреве и особенно эффективны при обработке сталей с пределом прочности σВ=900-1000МПа и чугунов с твёрдостью НВ 270-280. Применяется для чистовых и получистовых инструментов (фасонные резцы, развёртки, протяжки, фрезы) при обработке нелегированных и легированных конструкционных ст. 3.Твёрдые (металлокирамнческие) сплавы. Получают методом Порошковой металлургии. Содержат смесь зёрен карбидов, нитридов, карбонитридов, тугоплавких металлов в связывающих материалах. Стандартные марки твёрдых сплавов выполнены на основе карбидов Вольфрама WC, Титана TiC, Тантала ТаС, Кобальта Со в составе твёрдых сплавов является цементирующей связкой. Стандартом ИСО выделены 3 группы применяемости твердосплавного режущего инструмента: Р- для обработки материалов, дающих сливную стружку; К- для мат., дающих стружку надлома, М- для обработки материалов универсальными твёрдыми сплавами. Твёрдые сплавы обычно изготовляются в виде пластин путём спекания при t= 150Q*C в электропечах. Основное преимущество инструмента, оснащенного пластиной из твёрдого сплава — его режущие I свойства не уменьшаются при t нагрева до 800- I 900°С. Поэтому' такие инструменты применяют для обработки твёрдых металлов, включая закалённые стали, и неметаллических труднообрабатываемых материалов. (-)- их хрупкость. Трёхкарбидныс сплавы, содержащие карбиды Вольфрама, Титана и Тантала отличаются повышенной юносостойкостью, прочностью и вязкостью. Их применяют при обработке труднообрабатываемых сталей аустенитного класса Для обработки жаропрочных сплавов на никелевой основе и титановых сплавов применяют пластины из твердого сплава группы ВК. не содержащих в своей основе титана. 4.Минералокирамичсские материалы. Обладают высокой твёрдостью, теплостойкостью, износостойкостью и неокислясмостью Однако минералокирамика уступает металлокирамическим сплавам по теплопроводности и пределу прочности на изгиб. Свойства: Хорошо сопротивляется истиранию и износу, обеспечивает высокую размерную стойкость режущего инструмента. Минерало-кирамичкский инструмент имеет незначительную склонность к схватыванию с обрабатываемым материалом, что особенно ценно при обработке жаропрочных сплавов. Недостаток минералокирамики-повышенная хрупкость. Поэтому наибольшее распространение он получил, при чистовом н получистовом точении чугуна, цветных металлов на основе меди, конструкционных легированных (в т. ч. закалённых сталей, жаропрочных никелевых сплавов). 5. Синтетические сверхтвёрдые материалы ( СТМ ). : СТМ обладают высокой твёрдостью, износостойкостью, низким коэффициентом трения и высокими режущими свойствами. А материалы. созданные на основе Кубического Нитрида Бора (КНБ) - инертностью к железу В настоящее время промышленность выпускает 2 группы СТМ на основе: нитрида бора-композиты; углерода- поликристаллические алмазы АСПК(карбанадо), АСБ(баллас), СКМ и др. Эти 2 группы имеют невязанные друг с другом области применения-омпозиты практически инертны к чёрным металлам, а алмазы проявляют по отношению к !им значительную активность, особенно при высоких 1 и давлениях в зоне резания. Инструмент из композита применяют в основном ця обработки чугунов и сталей (в т.ч.акалённых), а инструмент из синтетических алмазов - для обработки цветных металлов иплавов, и металлических материалов. Каждая фирма-производитель режущего инструмента использует свои ноу-хау для создания новых современных инструментов, обладающих особыми свойствами. Приведем примеры инструментальных материалов, которые использует Sandvik для пластин для точения для различных обрабатываемых материалов: Буквенное обозначение инструментальных материалов: Твердые сплавы: HW Твердые сплавы без покрытия,содержащие в основном карбиды вольфрама (WC). HT Безвольфрамовые твердые сплавы без покрытия (керметы), содержащие в основном карбиды (TIC) или нитриды (TIN) титана или и те, и другие вместе. HC Вышеперечисленные твердые сплавы, но с покрытием. Минералокерамика: CA Окисная керамика, состоящая из окиси алюминия (Al2O3). CM Смешанная керамика на основе окиси алюминия (Al2O3), но содержащая также другие элементы. CN Нитридная керамика, содержащая в основном нитриды кремния (Si3N4). CC Вышеперечисленные керамические материалы, но с покрытием. Алмаз: DP Поликристаллический алмаз1) Нитриды бора: BN Поликристаллический нитрид Бора (сверхтвёрдый режущий материал). Для обработки низколегированной стали: CT5015 (HT) – P10 (P01-P20) Непокрытый кермет с исключительной стойкостью к образованию нароста и устойчивостью к пластической деформации. Новая связка обеспечивает повышенную прочность. Для чистовой и получистовой обработки углеродистых и легированных сталей, когда качество обработанной поверхности и / или низкие силы резания имеют решающее значение. fnx x ap < 0.35 мм2. GC1525 (HC) – P15 (P05-P25) Кермет с покрытием РVD. Очень высокая износостойкость и прочность режущей кромки. Для чистовой и получистовой обработки низкоуглеродистых или малолегированных сталей. Используется, когда требуется обеспечить высокое качество обработанной поверхности при средних и высоких скоростях резания. fn x ap < 0.35 мм2. 4.7. Экономическая эффективность станков с ЧПУ. Применение станков с ЧПУ становится одним из главных направлений автоматизации серийного производства. Быстро растет выпуск станков с ЧПУ, совершенствуются их конструкции, системы управления. За девятую пятилетку в нашей стране выпуск станков g программным управлением увеличился более чем в 3, 5 раза. При хорошей организации производства станки с ЧПУ дают в короткие сроки большой экономический эффект. 1. Облегчается подготовка производства новых изделий, сокращается подготовительно-заключительное время, не требуется проектирование и изготовление сложных станочных приспособлений, предназначенных только для конкретной заготовки, сверлильных и расточных кондукторов, копиров, шаблонов и т. д. Подготовку новых программ при наличии на заводе группы квалифицированных технологов и программистов (бюро программного управления) выполняют быстро и оперативно, особенно тогда, когда для ускорения подготовки программ применяют электронно-вычислительные машины (ЭВМ). 2. Повышается качество выпускаемой продукции. Обработка заготовок ведется по автоматическому циклу, точность заданных перемещений не зависит от квалификации рабочего (в связи с этим станки с ЧПУ могут обслуживать рабочие невысокой квалификации), но наладчики таких станков должны иметь очень высокую квалификацию. На многооперационных станках возможна обработка всех или большинства поверхностей заготовки за один установ, вследствие чего исключена погрешность установки. 3. Повышается производительность труда за счет сокращения машинного и вспомогательного времени. Машинное время сокращается путем автоматической установки оптимальных режимов резания, а в самонастраивающихся системах с ЧПУ — путем автоматического регулирования режима работы станка, обеспечивающего максимальную его загрузку по мощности. Вспомогательное время сокращается при уменьшении числа перестановок, необходимых для полной обработки заготовки. Если станок оборудован двухпозиционным столом или двумя за-грузочпо-разгрузочными позициями, время на установку и закрепление заготовки полностью перекрывается машинным временем. При координатной обработке время на установку координат сокращается по сравнению с установкой вручную в среднем в 3 раза. Холостые перемещения частей станка выполняются со скоростями до 10 м/мин, при необходимости по двум координатам одновременно. Сокращается время, связанное со сменой инструментов (на станках с автоматической сменой), время на установку и изменение режимов работы станка. 4. Улучшается использование станка во времени. Машинное время в общем времени эксплуатации для фрезерных станков достигает 50—90%, тогда как для обычных станков в мелкосерийном производстве оно обычно не превышает 30%. При обработке заготовок, требующих небольших затрат машинного времени, на станок устанавливают одновременно несколько различных заготовок и обрабатывают их по специально подготовленной общей программе. Увеличение времени работы станка без вмешательства рабочего создает благоприятные условия для многостаночного обслуживания. Один станок с ЧПУ заменяет три — пять обычных станков, а многооперационный станок — до восьми станков. Эффект тем больше, чем сложнее изготовляемые детали. На многих заводах уже имеются целые участки из станков с ЧПУ и многооперационных станков. Управление станками, а в ряде случаев также подъемно-транспортным и другим оборудованием на таком участке выполняется с использованием единой ЭВМ. Благодаря этому обеспечивается наиболее полное и эффективное использование технологического оборудования с ЧПУ. |