Основы технологии машиностроения. Технологический процесс и его структура
 Скачать 20.51 Mb. Скачать 20.51 Mb.
|

Поводковыйпатрон F F Примером такого тела является вал с двумя центровыми отверстиями, выполненными по ГОСТ 14034 – 74. Схема установки такого тела представлена на рис.10,б. Базирование по одному отверстию лишает тело возможности перемещения вдоль координатных осей. Возможность поворота вокруг осей остается. Поэтому в данном случае тело обладает тремя степенями свободы. При использовании в качестве базы второго отверстия возможность вращения тела вокруг своей оси, т.е. одна степень свободы сохраняется. Шестую связь можно создать путем использования уже известных средств – шипа или шпонки. Однако, например, при токарной обработке валов с установкой в центрах для этой цели применяется поводковый патрон. Патрон не принимает участие в базировании, а только закрепляет заготовку в окружном направлении за счет создания фрикционной связи. В то время как положение заготовки в этом направлении остается неопределенным. Количество баз, необходимых для базирования Комплектом баз по ГОСТ 21495 – 76 называется совокупность трех баз, образующих систему координат заготовки или изделия. Такой комплект баз лишает тело шести степеней свободы. В дальнейшем его будем называть полным комплектом баз. Например, три плоскости параллелепипеда на рис.7. С шестью опорными точками составляют полный комплект баз. В рассмотренных выше примерах базирования тел везде использовался полный комплект баз. В то же время, при механической обработке часто нет необходимости применять полный комплект баз. Например, при обработке верхней плоскости призматической заготовки в размер ее по высоте можно не фиксировать ее положение на горизонтальной плоскости (рис.11,а). Однако заготовка должна быть надежно закреплена. Для этой цели можно использовать магнитную плиту. 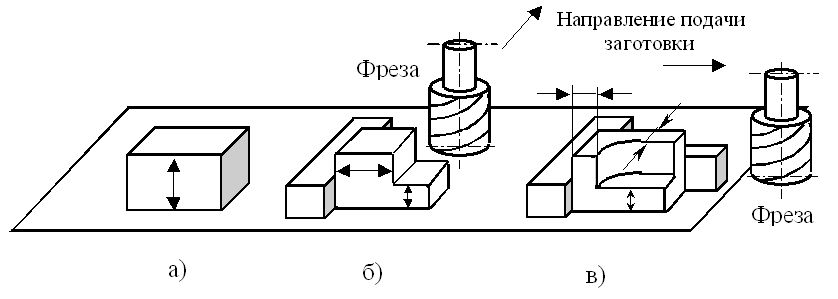 При обработке заготовок партиями используют станки, настроенные предварительно на заданные размеры деталей. Поэтому необходимость настройки станка на каждую деталь отпадает. Такое получение размеров деталей называется автоматическим. В частности, сквозную ступень в детали с размерами, указанными на рис.11,б можно получить за один рабочий ход фрезы, при предварительной ее установке относительно стола с приспособлением по высоте и в направлении перпендикулярном движению подачи. В данном случае в комплекте баз используются две плоскости заготовки, которая лишается при этом пяти ступеней свободы. Для обработки глухой ступени в детали, представленной на рис.11,в, используется комплект баз, составленный из трех плоскостей заготовки. Здесь глубину и ширину ступени также получают предварительной установкой стола с приспособлением относительно фрезы. Чтобы получить необходимую длину ступени, ход стола в направлении подачи ограничивается настройкой станка. Замечание. Чем меньше баз входит в комплект, тем проще и дешевле конструкция приспособления. Поэтому при проектировании технологических процессов число баз в комплекте должно быть минимальным. 1.6. Классификация баз по ГОСТ 21495-76 Согласно ГОСТ 21495 – 76 классификация машиностроительных баз производится по: назначению, лишаемым степеням и характеру проявления. Все эти признаки являются самостоятельными. По назначению машиностроительные базы подразделяются на конструкторские, измерительные и технологические. Конструкторской называется база, используемая для определения положения детали или сборочной единицы в изделии. Конструкторские базы подразделяются на основные и вспомогательные. Основной называется конструкторская база данной детали или сборочной единицы, используемая для определения их положения в изделии. Вспомогательной называется конструкторская база данной детали или сборочной единицы, используется для определения положения присоединяемого к ним изделия. При-меры основных и вспомогательных конструкторских баз показаны на рис.12. В данном случае считается, что колесо при сборке присоединяется к валу. Поэтому базы 1; 2; 3 зубчатого колеса считаются основными, а базы 4; 5; 6 вспомогательными базами. Очевидно, что выбор баз в качестве основных или вспомогательных зависит от последовательности сборки, т.е. какая из деталей является базовой. 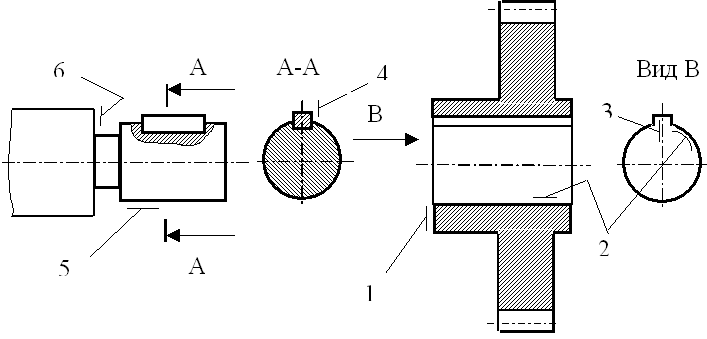 Рис. 12 Конструкторские базы1,2,3 – основные; 4,5,6 - вспомогательные Измерительной называется база, используемая для определения относительного положения заготовки или изделия и средств измерения. Иными словами, измерительной базой называется элемент изделия, от которого производится отчет размеров. Пример измерительной базы показан на рис.13. Здесь измерительная база определена нормированием отклонения от параллельности одной плоскости относительно другой. 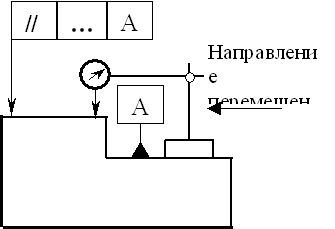 Рис.13 А-измерительная база Рис.13 А-измерительная базаТехнологической называется база, используемая для определения положения заготовки или изделия при изготовлении или ремонте. По лишаемым степеням свободы базы делятся на установочные, направляющие, опорные, двойные направляющие, двойные опорные. Установочной называется база, используемая для наложения на заготовку или изделие связей, лишающих их трех степеней свободы – перемещения вдоль одной координатной оси и поворотов вокруг других осей. Направляющей называется база, используемая для наложения на заготовку или изделие связей, лишающих их двух степеней свободы – перемещения вдоль одной координатной оси и поворота вокруг другой оси. Опорной называется база, используемая для наложения на заготовку или изделие связей, лишающих их одной степени свободы – перемещения вдоль одной координатной оси и поворота вокруг оси. Двойной направляющей называется база, используемая для наложения на заготовку или изделие связей, лишающих их четырех степеней свободы – перемещения вдоль двух координатных осей и поворотов вокруг этих осей. Двойной опорной называется база, используемая для наложения на заготовку или изделие связей, лишающих их двух степеней свободы – перемещения вдоль двух координатных осей. Применим классификацию баз по лишаемым степеням свободы для вышерассмотренных примеров базирования тел.  Для призматического тела на рис.7 поверхности, контактирующие с координатными плоскостями, несущие одну, две и три опорные точки являются соответственно опорной, направляющей и установочной базами. 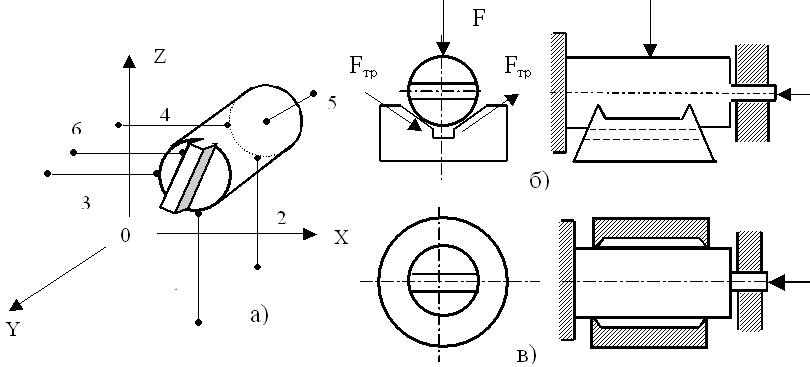 Рис. 8 Базирование и закрепление длинного цилиндрического тела. Для длинного цилиндрического тела на рис.8 боковая поверхность является двойной направляющей базой, а торцевая поверхность, а также поверхность шипа являются опорными базами. Для диска на рис.9 торцевая поверхность является установочной базой, боковая поверхность – двойной опорной базой, а поверхность шипа – опорной базой.  Рис. 9 Базирование и закрепление короткого цилиндрического тела. Для длинного конического тела с малой конусностью коническая поверхность совмещает в себе функции двойной направляющей и опорной поверхности, которые использовались при базировании длинного цилиндрического тела. Такую коническую поверхность можно назвать опорно-направляющей базой. По характеру проявления: Явной называется база в виде реальной поверхности, разметочной риски или точки пересечения рисок. Вне базы, рассмотренные выше, были представлены реальными поверхностями. Поэтому они относятся к явным базам. Скрытой называется база в виде воображаемой плоскости, оси или точки. Понятие скрытой базы используется при установке заготовок в самоцентрирующих зажимах. Самоцентрирующими зажимами называются приспособления, в которых зажимные элементы (кулачки, губки и пр.) перемещаются синхронно, т.е. с одинаковой скоростью, в направлении некоторой точки, линии или поверхности. При установке в самоцентрирующих зажимах ось заготовки совмещается с осью приспособления, относительно которой синхронно перемещаются зажимы. Указанная ось заготовки является скрытой технологической базой. Такие базы проявляют себя только при установке в самоцентрирующих зажимах. Кроме того, в стандарте имеются следующие определения баз. Проектная база – база, выбранная при проектировании изделия, технологического процесса изготовления или ремонта этого изделия. Действительная база – база, фактическая используемая в конструкции, при изготовлении, эксплуатации и ремонте изделия. Проектная база используется в конструкторской и технологической документации, а действительная является элементом, реального изделия. На чертеже вала, представленного на рис.14 проектными базами являются: левый торец вала, который выбран в качестве базы для указания размеров вала по длине и ось вала – для указания его размеров по диаметру. Для реальной детали эти элементы могут являться действительными базами. 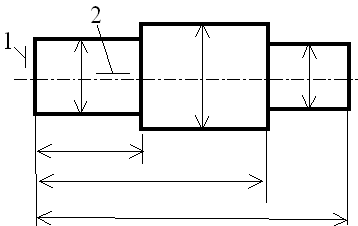 Рис.14 1,2 – проектные базы 1.7. Понятие о черновой, чистовой, настроечной, проверочной и искусственной базах. Черновой базой называется необработанная поверхность заготовки. По ней заготовку базируют в начальной стадии обработки на первом установе. Чистовой базой называется обработанная поверхность. По ней базируют на последующих операциях. Настроечной базой среди взаимосвязанных обрабатываемых поверхностей является поверхность заготовки, связанная размерами с опорными поверхностями (базами) и, относительно которой производится настройка станка при обработке других поверхностей (рис.16).  Согласно рисунку имеем обрабатываемые поверхности А и В, которые связаны размером Н1. Поверхность А заданы относительно опорной поверхности С (установочной базы) размером Н2. Поэтому по определению поверхность А по отношению к поверхности В является настроечной базой. Фрезерный станок настраивают так, чтобы получить размеры Н1 и Н2. Вариантом настройки является установка на шпиндель горизонтально-фрезерного станка двух фрез соответствующего диаметра. При этом поверхности А и В будут обрабатываться одновременно за один установ. Проверочной базой называется поверхность, линия или точка заготовки, по отношению к которым производится выверка положения заготовки на станке или установка режущего инструмента при обработке заготовки, а также выверка положения других деталей или сборочных единиц. Искусственной базой называется реальная поверхность заготовки, которая создается специально, если нельзя или трудно использовать другие поверхности для надежного базирования и закрепления заготовки при обработке с заданной точностью или обрабатывается с той же целью более точно, чем это требуется по чертежу. Примером искусственной технологической базой являются центровые отверстия вала, которые при его эксплуатации не используются и удаляются, если они мешают работе конструкции. 1.8. Схемы базирования и установа заготовок на станках и приспособлениях. Чтобы обеспечить необходимую форму, размеры и точность изделия при механической обработке, необходимо решить задачу базирования и закрепления заготовки на станке или в приспособлении. Решение задачи базирования заключается в выборе баз и размещение на них опорных точек. Результатами этого решения оформляются в виде схемы базирования. Схемой базирования по ГОСТ 21495 – 76 называется схема расположения опорных то-чек на базах. Правила оформления схемы базирования по ГОСТ 21495 – 76 В качестве примера на рис.19 приведена схема базирования призматической детали.  Стандартом установлены следующие правила изображения схемы базирования: - все опорные точки на схеме изображают условными знаками и нумеруют порядковыми номерами, начиная с базы, на которой располагается наибольшее количество опорных точек; - при наложении в какой-либо проекции одной опорной точки на другую, изображается одна точка и, около нее, проставляют номера совмещенных точек; - число проекций заготовки на схеме базирования должно быть достаточным для четкого представления о размещении опорных точек. Правило оформления схемы установа по ГОСТ 3.1107 – 81 На схеме базирования обозначаются базы с опорными точками. Однако схема не определяет, каким образом и с помощью каких элементов реализована та или иная двухсторонняя связь. Для этой цели в технологической документации по схеме базирования оформляется схема установа, на которую наносят контур изделия, а также условные обозначения опор, зажимов и установочных устройств. Для изображения этих элементов следует применять сплошную тонкую линию по ГОСТ 2.303 – 79. Условные обозначения опор, зажимов и установочных устройств, представлены в таблицах 2, 3 и 4. Кроме того, в таблице 2 приведены варианты конструкций опор.  Примечание: допускается обозначение подвижной, плавающей и регулируемой опор изображать, как обозначение неподвижной опоры на аналогичных видах  Примечания: 1. Для двойных зажимов длина плеч устанавливается разработчиком в зависимости от расстояния между точками приложения сил. 2. Обозначение двойного зажима на виде спереди или сзади при совпадении точек приложения зажима силы, допускается изображать как обозначение одиночного зажима на аналогичных видах. 3. Допускается упрощенное обозначение двойного зажима.  К установочным устройствам отнесены: центр неподвижный, центр вращающийся, центр плавающий, оправка шариковая (роликовая), патрон поводковый (табл.4). На рис.20 показаны принципиальные схемы действия одиночного и двойного зажимов.  Для указания формы рабочей поверхности опор, зажимов и установочных устройств применяются обозначения представленные в табл.5. Для указания рельефа рабочих поверхностей (рифления, резьбовая, шлицевая поверхность и т.д.) следует применять обозначения представленные на рис.22.  При закреплении заготовок на станках применяются установочно-зажимные устройства, т.е. приспособления. В частности к ним относятся различные патроны, оправки, прихваты и т.д. Условные обозначения некоторых видов установочно-зажимных устройств показаны на рис.21.  |