Отчет тех.практика. Отчет о технологической практике База практики ооо Лукойл ннос Начало практики Окончание практики
 Скачать 2.43 Mb. Скачать 2.43 Mb.
|

 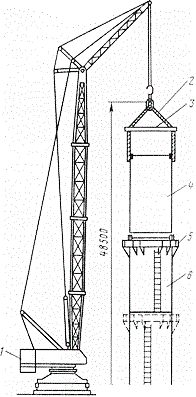 Рисунок 7 - Схема монтажа методом наращивания: 1— монтажный кран, 2 — строп. 3 — траверса, 4— верхняя часть аппарата, 5— площадка, 6 — нижняя часть аппарата При подъеме аппарата нижняя часть его скользит по земле на санях или по предварительно уложенным рельсам или балкам. Для облегчения скольжения нижнюю часть подтаскивают лебедкой или трактором. При этом методе строповка отличается от обычной тем, что при подъеме аппарата строп вращается на ложном штуцере, приваренном, к аппарату, Чтобы канат не скользил, на штуцер надевают трубу, которая скользит по ложному щтуцеру, не меняя положения стропа. Концы каната соединяют, сжимами. Этим методом монтируют не только аппараты башенного типа, но и другие конструкции. Метод подъема аппаратов путем поворота вокруг шарнира (рис. 8, а) широко используют при монтаже аппаратов колонного типа. 5.2 Монтаж центробежных насосов Монтаж и центровка горизонтальных насосных агрегатов.  Монтаж центробежных горизонтальных насосов начинают с установки плит или рам на фундамент и выверки их в плане, по высоте и горизонтали. Допускаются отклонения плиты (рамы) в плане и по высоте до 10 мм, а по горизонтали до 0,1 мм на 1 м длины плиты. Узлы насосных агрегатов устанавливают на общей раме или на отдельных рамах (рис.8 и 9). Монтаж центробежных горизонтальных насосов начинают с установки плит или рам на фундамент и выверки их в плане, по высоте и горизонтали. Допускаются отклонения плиты (рамы) в плане и по высоте до 10 мм, а по горизонтали до 0,1 мм на 1 м длины плиты. Узлы насосных агрегатов устанавливают на общей раме или на отдельных рамах (рис.8 и 9).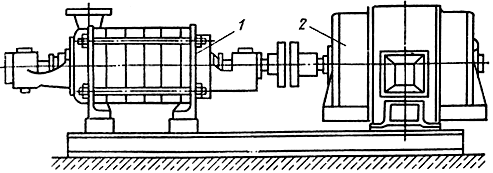 Рисунок 8. Установка насосных агрегатов на общей фундаментной раме: 1- насос; 2 -электродвигатель. Фундаментные рамы устанавливают на прокладки и крепят к фундаменту с помощью глухих или анкерных болтов. Прокладки помещают по обе стороны каждого болта и по всему периметру рамы через 300-1000 мм в зависимости от ее жесткости. Число прокладок по высоте не должно превышать пяти, включая тонколистовые, применяемые для окончательной выверки. После подливки рамы бетоном и затвердевания его до проектной прочности выполняют затяжку болтов. Окончательная центровка агрегата производится с помощью прокладок, помещенных между опорной поверхностью рамы и лапами двигателя. Установка прокладок под опорные поверхности гидромуфт и редукторов, а также под опорные поверхности насоса в агрегатах без гидромуфт и редукторов не разрешается и допускается только при наличии указаний завода-изготовителя.  Плотность прилегания поверхностей прокладок друг к другу, а также к опорным поверхностям фундаментных рам (плит) и установленному на них оборудованию, проверяется щупом. Щуп толщиной 0,05 мм не должен входить в стык сопряженных поверхностей. Плотность прилегания поверхностей прокладок друг к другу, а также к опорным поверхностям фундаментных рам (плит) и установленному на них оборудованию, проверяется щупом. Щуп толщиной 0,05 мм не должен входить в стык сопряженных поверхностей.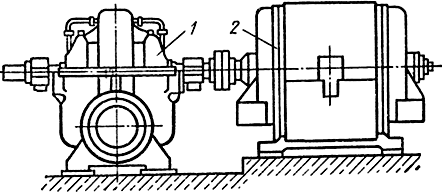 Рисунок 9. Установка насосных агрегатов на раздельных фундаментных рамах: 1- насос; 2 -электродвигатель. Если горизонтальный насосный агрегат поступает на монтаж отдельными узлами, то в агрегатах без редуктора электродвигатель прицентровывают к выверенному и закрепленному на раме насосу, а в агрегатах с редуктором насос и электродвигатель - к выверенному и закрепленному редуктору. В агрегатах с трубопроводом насос прицентровывается к закрепленному трубопроводу, а в агрегатах с гидромуфтой редуктор, насос и электродвигатель - к выверенной и закрепленной гидромуфте.  При центровке насосных агрегатов с клиноременной передачей следят за тем, чтобы оси валов электродвигателя и насоса были параллельны, а канавки шкивов - расположены без смещения относительно друг друга. Насосные агрегаты горизонтального исполнения на общей фундаментной плите-раме или на раздельных плитах-рамах перед подливкой бетонной смесью выверяют по высотным отметкам относительно репера или насечки по высоте, а также проверяют положение насосного агрегата по осям в плане и в горизонтальной плоскости. Для этого натягивают горизонтально-продольные и поперечные струны (рис.10). На струны подвешивают отвесы так, чтобы они совпали с соответствующими насечками, нанесенными на фундамент. На натянутые и закрепленные продольные струны каждого насоса или группы подвешивают отвесы таким образом, чтобы один отвес совпал с центром всасывающего патрубка насоса и насечкой, нанесенной на фундамент. Второй отвес должен совпасть с осью электродвигателя и насечкой. Поперечную струну необходимо натягивать, если одновременно устанавливают два или несколько насосов в одном ряду. При этом отвесы, опущенные с натянутой струны, должны совпасть с центрами нагнетательных патрубков . При монтаже насосов, работающих на горячих жидкостях, обязательно проверяют зазор в продольных шпонках и зазор между дистанционной втулкой и отверстиями в лапах насоса. Они должны соответствовать зазорам, указанным в паспорте насоса. При центровке насосных агрегатов с клиноременной передачей следят за тем, чтобы оси валов электродвигателя и насоса были параллельны, а канавки шкивов - расположены без смещения относительно друг друга. Насосные агрегаты горизонтального исполнения на общей фундаментной плите-раме или на раздельных плитах-рамах перед подливкой бетонной смесью выверяют по высотным отметкам относительно репера или насечки по высоте, а также проверяют положение насосного агрегата по осям в плане и в горизонтальной плоскости. Для этого натягивают горизонтально-продольные и поперечные струны (рис.10). На струны подвешивают отвесы так, чтобы они совпали с соответствующими насечками, нанесенными на фундамент. На натянутые и закрепленные продольные струны каждого насоса или группы подвешивают отвесы таким образом, чтобы один отвес совпал с центром всасывающего патрубка насоса и насечкой, нанесенной на фундамент. Второй отвес должен совпасть с осью электродвигателя и насечкой. Поперечную струну необходимо натягивать, если одновременно устанавливают два или несколько насосов в одном ряду. При этом отвесы, опущенные с натянутой струны, должны совпасть с центрами нагнетательных патрубков . При монтаже насосов, работающих на горячих жидкостях, обязательно проверяют зазор в продольных шпонках и зазор между дистанционной втулкой и отверстиями в лапах насоса. Они должны соответствовать зазорам, указанным в паспорте насоса.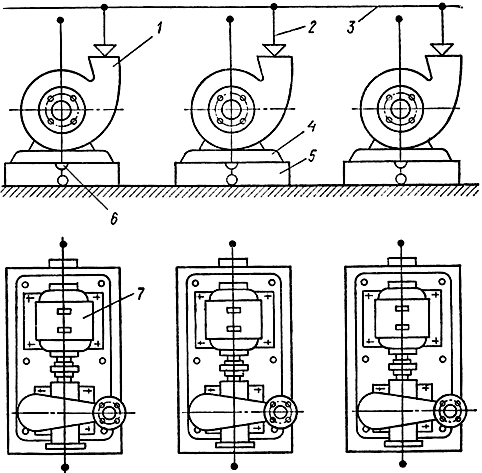 Рисунок 10. Натяжение струны для проверки установки насосов : 1- насос; 2- отвес; 3 -струна; 4 -плита; 5- фундамент; 6 -насечка осевая; 7 -электродвигатель.  При монтаже насосного агрегата, имеющего раздельные опорные рамы или плиты, следует особое внимание обращать на зазор между торцами полумуфт, который всегда указывается в чертеже. При монтаже насосного агрегата, имеющего раздельные опорные рамы или плиты, следует особое внимание обращать на зазор между торцами полумуфт, который всегда указывается в чертеже.Наиболее ответственной операцией при монтаже горизонтальных насосных агрегатов является центровка валов по муфтам. Вначале выполняют предварительную, а затем окончательную центровку валов. В зависимости от конструкции муфты предварительную центровку производят линейкой и щупом или только щупом (рис.11). 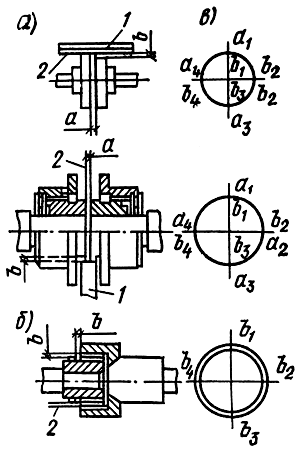 Рисунок 11. Установка муфты с помощью линейки и щупа а -центровка с помощью линейки и щупа; б- центровка с помощью щупа; в- круговые диаграммы результатов центровки; 1- линейка; 2 -щуп.  Окончательную центровку валов выполняют индикаторами, устанавливаемыми с помощью магнитных присосов на полумуфтах, а при отсутствии присосов - приспособлением с индикаторами. В некоторых случаях окончательную центровку валов производят с помощью скобы и щупа (рис.12). Окончательную центровку валов выполняют индикаторами, устанавливаемыми с помощью магнитных присосов на полумуфтах, а при отсутствии присосов - приспособлением с индикаторами. В некоторых случаях окончательную центровку валов производят с помощью скобы и щупа (рис.12).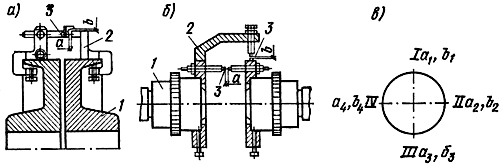 Рисунок 12. Центровка валов с помощью скобы и щупа а- центровка упругой муфты; б- центровка зубчатой муфты; в -положения I, II, III, IV полумуфт при совместном повороте; 1- полумуфта; 2 -скоба; 3 -щуп. Для определения величин перекоса и параллельного смещения осей делают замеры в четырех положениях при совместном повороте полумуфт на 90°. Перекос а и параллельное смещение b подсчитывают по формулам:  Центровка агрегата считается удовлетворительной, если разность диаметрально противоположных замеров перекоса и параллельного смещения осей валов не превышает величин, указанных в таблице 1 . Центровка агрегата считается удовлетворительной, если разность диаметрально противоположных замеров перекоса и параллельного смещения осей валов не превышает величин, указанных в таблице 1 .СПИСОК ЛИТЕРАТУРЫ Тимонин, А.С. Основы конструирования и расчета технологического и природоохранного оборудования. Справочник. В 3-х т. / А.С. Тимонин. – Калуга: Изд-во Н.Бочкаревой, 2002., Т.2 – 1028 с.; Поникаров, И.И. Машины и аппараты химических и нефтегазопереработки: учебник / И.И. Поникаров, М.Г. Гайнуллин. – 2-е изд., перераб. и доп. – М.: Альфа-М, 2006. – 608 с.; Краснов В. И., Жильцов А. М., Набережнев В. В. Ремонт центробежных и поршневых насосов нефтеперерабатывающих и нефтехимических предприятий: Справ, изд. -М.: Химия, 1996. - 320 с. ; Кукин П.П., Лапин В.Л., Пономарев Н.Л., Сердюк Н.И., и др. Безопасность технологических процессов и производств. – М.: Издательство «Высшая школа», 2002, с- 89;  |