3. РАЗРАБОТКА ТЕХНОЛОГИЧЕСКОГО МАРШРУТА
Маршрут обработки поверхностей – это перечень методов обработки, расположенных в технологической последовательности для каждой поверхности. Технологический маршрут изготовления детали представлен в таблице 3.1.
Таблица 3.1 - Технологический маршрут изготовления шпинделя
№оп
|
Наименование оборудования
|
Наименование операции исодержание операции
|
Содержание операции
|
№ обраба- тываемых поверхностей
|
Ra, мкм
|
000
|
КГШП
|
Заготовительная
|
-
|
все
|
|
010
|
Фрезерно-центровальный станок МР-73
|
Фрезерно-центровальная
|
1. Фрезеровать торцы
|
7,8
|
6,3
|
2. Сверлить центровочные отверстия
|
1,28
|
6,3
|
020
|
Токарный станок с ЧПУ 16К20Ф3
|
Токарная с ЧПУ
|
1. Обточить наружные поверхности (черновое точение)
|
2, 4, 5, 9, 10, 12, 13, 14, 16
|
6,3
|
2. Обточить наружные поверхности (чистовое точение), снять фаски
|
2, 4, 12, 13, 14, 16
|
3,2
|
3. Снять фаски
|
7,13
|
6,3
|
Продолжение таблицы 3.1
|
|
|
4. Проточить канавки под выход инструмента
|
19, 21, 24, 29, 30, 31
|
6,3
|
5. Проточить маслоотводные канавки (черновое точение)
|
27
|
6,3
|
6. Проточить маслоотводные канавки (чистовое точение)
|
27
|
3,2
|
7. Нарезать резьбу окончательно
|
9
|
6,3
|
030
|
Горизонтальный станок для глубокого сверления РТ-605
|
Сверлильная
|
1. Сверлить центральное отверстие насквозь
|
1,28
|
6,3
|
2. Рассверлить внутреннее отверстие диаметром 63 мм, на глубину 300,5 мм со стороны торца 8
|
15
|
6,3
|
Продолжение таблицы 3.1
|
|
|
3. Рассверлить внутреннее отверстие диаметром 65 мм, на глубину 143 мм со стороны торца 8
|
20
|
6,3
|
4. Зенкеровать внутреннее конусное отверстие
|
6
|
6,3
|
040
|
Токарный станок с ЧПУ 16К20Ф3
|
Токарная с ЧПУ
|
1. Расточить отверстие под конус 7:24 (черновое растачивание)
|
18
|
6,3
|
2. Расточить отверстие под конус 7:24 (чистовое растачивание)
|
18
|
3,2
|
050
|
Вертикально -фрезерный консольный станок с ЧПУ 6Р13РФЗ
|
Фрезерная с ЧПУ
|
1. Фрезеровать паз (предварительное фрезерование)
|
11,17
|
6,3
|
2. Фрезеровать пазы (чистовое фрезерование)
|
11,17
|
3,2
|
Продолжение таблицы 3.1
|
|
|
3. Фрезеровать шпоночные пазы
|
22
|
3,2
|
4. Фрезеровать шпоночные пазы
|
23
|
3,2
|
060
|
Вертикально -сверлильный станок 2Л132
|
Многоцелевая
|
1. Сверлить отверстия.
|
25, 26
|
6,3
|
2. Нарезать резьбу М8.
|
25, 26
|
6,3
|
070
|
|
Термическая (Улучшение, стабилизация)
|
|
Все
|
|
080
|
Круглошлифоваль-ный станок 3М151
|
Круглошли-фовальная
|
1. Шлифовать наружные поверхности предварительно
|
2, 13, 14
|
1,6
|
090
|
Круглошлифоваль-ный станок 3М151
|
Круглошли-фовальная
|
1. Шлифовать наружные поверхности окончательно
|
2, 13, 14
|
0,8
|
100
|
Внутришлифовальный станок ВСЗ-151
|
Внутришли-фовальная
|
1. Шлифовать внутренний конус 7:24 предварительно
|
18
|
1,6
|
Продолжение таблицы 3.1
110
|
Внутришлифовальный станок ВСЗ-151
|
Внутришли-фовальная
|
1. Шлифовать внутренний конус 7:24 окончательно
|
18
|
0,8
|
120
|
Внутришлифовальный станок ВСЗ-151
|
Внутришли-фовальная
|
1. Шлифовать расcверленное ранее внутреннее отверстие шпинделя диаметром 65 мм окончательно
|
20
|
1,6
|
130
|
Внутришлифовальный станок ВСЗ-151
|
Внутришли-фовальная
|
1. Шлифовать расcверленное ранее внутреннее отверстие шпинделя диаметром 63 мм окончательно
|
3, 15
|
1,6
|
140
|
Суперфинишный центровой станок 3871Б
|
Суперфинишная
|
1. Обработать наружные поверхности шпинделя окончательно
|
14
|
0,2
|
150
|
Внутришлифовальный станок ВСЗ-151
|
Внутришлиф- овальная
|
1. Полировать внутренний конус 7:24 шпинделя окончательно
|
18
|
0,2
|
Продолжение таблицы 3.1
160
|
|
Термическая (азотирование)
|
-
|
Все кроме резьб (ввернуть в отверстия М8 технологические винты М8)
|
|
Технические требования к изготовлению детали включают в себя требования к шероховатости, точности размеров, формы и взаимного расположения обработанных поверхностей.
На эти параметры назначают технологические допуски из условия:
ТаiAстi , мм (3.1)
где Таi– допуск на параметр А, задаваемый на операции;
Астi– величина погрешности параметра А, которая может возникнуть на данной операции при нормальном состоянии технологической системы ( статистическая погрешность ).
Величины технологических допусков на шероховатость обрабатываемых поверхностей определяем, используя статистические данные возможностей методов обработки, и указываем соответствующие обозначения на чертеже.
Допуски на размеры исходной заготовки, а также шероховатость ее поверхности определяем по ГОСТ 7505–89 [5].
На шероховатость обработанных поверхностей оказывают влияние метод обработки, тип оборудования, число рабочих ходов и в зависимости от этих данных определяются по [9, c. 234-241].
Операционные допуски на диаметральные размеры при обработке замкнутой поверхности определяем из условия:
Таi = Aстi , мм (3.2)
Астi выбираем по таблице допусков в зависимости от квалитета точности и номинального размера. Квалитет точности, получаемый на данной операции, зависит от типа технологического оборудования, способа обеспечения точности настройки инструмента, характера обработки и выбирается по [9, прил.1].
При назначении операционного допуска на линейный размер, связывающий измерительную и обработанную поверхность, используют формулу:
Таi= Aстi +при +б , (3.3)
где при – пространственное отклонение измерительной базы;
б – погрешность базирования от несовпадения установочной и измерительной баз.
Значение б определяется с учетом выбранной схемы базирования по [10], при определяем по [9, табл. 5].
Допуски формы и взаимного расположения выбираем по [9, с. 242].
4. ВЫБОР СРЕДСТВ ТЕХНИЧЕСКОГО ОСНАЩЕНИЯ
4.1 ОПИСАНИЕ ТЕХНОЛОГИЧЕСКОГО ОБОРУДОВАНИЯ
Основываясь на габаритных размерах и форме детали, форме поверхностей и их взаимном расположении, технических требованиях и точности размеров, шероховатости обрабатываемых поверхностей, выберем станки для проведения операций.
1) Станок МР-73, показан на рисунке 4.1. Применяется в операции 010 – Фрезерно-центровальная. Технические характеристики станка приведены в таблице 4.1.
Таблица 4.1 - Технические характеристики фрезерно-центровального станка МР-73
Показатель
|
Характеристика
|
Диаметр обрабатываемой заготовки, мм
|
25–185
|
Длина обрабатываемой заготовки, мм
|
200–1000
|
Число скоростей шпинделя фрезы
|
6
|
Пределы чисел оборотов шпинделя фрезы в минуту
|
125–712
|
Наибольший ход головки фрезы, мм
|
220
|
Пределы рабочих подач фрезы, мм/мин
|
20–40
|
Число скоростей сверлильного шпинделя
|
6
|
Пределы чисел оборотов сверлильного шпинделя в минуту
|
238–1125
|
Ход сверлильной головки, мм
|
75
|
Пределы рабочих подач сверлильной головки, мм/мин
|
20–30
|
Продолжительность холостых ходов, мин
|
0,3
|
Мощность электродвигателей, кВт
фрезерной головки
сверлильной головки
|
7,5/10
2,2/3
|

Рис. 4.1 - Фрезерно-центровальный станок МР-73
2) Токарно – винторезный станок 16К20Ф3, показан на рисунке 4.2. Применяется в операциях 020, 040 – Токарная ЧПУ. Технические характеристики станка 16К20Ф3 приведены в таблице 4.2.
Таблица 4.2 - Технические характеристики станка 16К20Ф3
Показатель
|
Характеристика
|
Наибольший диаметр обрабатываемой детали, мм
|
415
|
Расстояние между центрами, мм
|
1000
|
Число ступеней вращения шпинделя
|
22
|
Частота вращения шпинделя, об/мин
|
12,5–1600
|
Число ступеней подач шпинделя
|
42
|
Подача суппорта, мм/об
продольная:
поперечная:
|
0,05 – 4,16
0,035–2,08
|
Мощность главного электродвигателя, кВт
|
10
|
КПД станка
|
0,75
|
Наибольшая сила подачи механизмом подачи, Н
|
600
|
Станок
|
16К20Ф305
|
Наибольший диаметр обрабатываемой детали, мм
|
415
|
Расстояние между центрами, мм
|
1000
|
Число ступеней вращения шпинделя
|
22
|

Рис. 4.2 - Токарно-винторезный станок 16К20Ф3
3) Станок для глубокого сверления РТ–605, показан на рисунке 4.3. Применяется в операции 030 – Сверлильная. Технические характеристики станка РТ–605 приведены в таблице 4.3.
Таблица 4.3 - Технические характеристики станка РТ-605
Показатель
|
Характеристика
|
Класс точности станка по ГОСТ 8-82 (Н, П, В, А, С)
|
Н
|
Наибольший диаметр обрабатываемой детали, мм
|
125
|
Наибольшая длина обрабатываемой детали, мм
|
8000
|
Мощность, кВт
|
55
|
Пределы частот вращения шпинделя Min/Max, об/мин
|
80-500
|
Масса станка с выносным оборудованием, кг
|
55000
|

Рис. 4.3 - Станок для глубокого сверления РТ-605
4) Вертикально-фрезерный консольный станок с ЧПУ 6Р13РФЗ, показан на рисунке 4.4. Применяется в операции 050 – Фрезерная с ЧПУ. Технические характеристики станка 6Р13РФЗ приведены в таблице 4.4.
Таблица 4.4 - Технические характеристики станка 6Р13РФЗ
Показатель
|
Характеристика
|
Длина рабочей поверхности стола, мм
|
1600
|
Класс точности станка по ГОСТ 8-82 (Н,П,В,А,С)
|
H
|
Ширина стола, мм
|
400
|
Наибольшее перемещение по осям X,Y,Z, мм
|
1000x400x380
|
ЧПУ
|
H33-1М
|
Пределы частот вращения шпинделя Min/Max, об/мин
|
40-2000
|
Мощность, кВт
|
7,5
|
Габариты, м
|
3,2x2,5x2,45
|
Масса, кг
|
6900
|

Рис. 4.4 - Вертикально-фрезерный консольный станок с ЧПУ 6Р13РФЗ
5) Вертикально-сверлильный станок 2Л132, показан на рисунке 4.5. Применяется в операции 060–Многоцелевая. Технические характеристики станка 2Л132 приведены в таблице 4.5.
Таблица 4.5 - Технические характеристики станка 2Л132
Показатель
|
Характеристика
|
Диапазон сверления в стали, мм
|
50
|
Размер внутреннего конуса шпинделя, мм
|
Морзе 4
|
Ручное перемещение шпинделя, мм
|
250
|
Автоматическая подача шпинделя, мм/об
|
0,1...1,6
|
Расстояние от оси шпинделя до колонны, мм
|
300
|
Наибольшее расстояние от торца шпинделя до стола, мм
|
750
|
Количество рабочих подач шпинделя
|
9
|
Продолжение таблицы 4.5
Частота вращения шпинделя, об/мин
|
680
|
Конус шпинделя
|
Moрзе 4 (5)*
|
Размеры рабочей поверхности стола (LхB), не менее мм
|
500x500
|
Ход подъемного стола
|
300
|
Установочное перемещение сверлильной головки, мм
|
170
|
Мощность электродвигателя привода главного движения, кВт
|
4
|
Масса станка, кг
|
1200
|
Габаритные размеры, мм
|
1100х870х2680
|

Рис. 4.5 - Вертикально-сверлильный станок 2Л132
6) Круглошлифовальный станок 3М151, показан на рисунке 4.6. Применяется в операциях 080, 090 – Круглошлифовальная. Технические характеристики станка 3М151 приведены в таблице 4.6.
Таблица 4.6 - Технические характеристики станка 3М151
Показатель
|
Характеристика
|
Класс точности станка по ГОСТ 8-82 (Н,П,В,А,С)
|
П/В
|
Наибольший диаметр обрабатываемого изделия, мм
|
200
|
Наибольшая длина обрабатываемого изделия, мм
|
700
|
Наибольший диаметр шлифования, мм
|
200
|
Наименьший диаметр шлифования, мм
|
10
|
Наибольшая масса обрабатываемого изделия, кг
|
55
|
Расстояние от оси шпинделя передней бабки до зеркала стола, мм
|
125
|
Конус шпинделя передней бабки и пиноли задней бабки по ГОСТ 2847-67
|
Морзе 4
|
Конец шлифовального шпинделя по ГОСТ 2323-67 (конусность 1:5, номинальный диаметр), мм
|
80
|
Расстояние от подошвы станка до изделия, мм
|
1060
|
Наибольшая длина перемещения стола, мм
|
705
|
Шлифовальный круг по ГОСТ 2424-67
|
ПП600x80x35
|
Наибольшая длина устанавливаемого круга, мм
|
100
|
Частота вращения шпинделя шлифовальной бабки, об/мин
|
1590
|
Скорость резания шлифовального круга, м/с
|
50
|
Наибольшая периодическая подача шлифовальной бабки, мм
|
0,05
|
Наименьшая периодическая подача шлифовальной бабки, мм
|
0,0025
|
Пределы скоростей врезных подач, мм/мин
|
0,1...4,5
|
Частота вращения изделия, об/мин
|
50...500
|
Количество электродвигателей на станке
|
8
|
Продолжение таблицы 4.6
Электродвигатель шпинделя шлифовальной бабки, кВт/об/мин
|
10/1500
|
Электродвигатель привода изделия, кВт/об/мин
|
0,85/2200
|
Электродвигатель насоса гидросистемы, кВт/об/мин
|
1,5/1000
|
Электродвигатель насоса системы смазки, кВт/об/мин
|
0,27/1500
|
Электродвигатель насоса системы смазки направляющих стола, кВт/об/мин
|
0,06/1500
|
Электродвигатель насоса системы охлаждения, кВт/об/мин
|
0,15/3000
|
Электродвигатель магнитного оператора, кВт/об/мин
|
0,12/1500
|
Электродвигатель вентилятора гидроагрегата, кВт/об/мин
|
0,12/3000
|
Электродвигатель фильтра-транспортера, кВт/об/мин
|
0,8/1500
|
Габариты станка (длинаxширинаx высота (мм))
|
4605х2450х2170
|
Масса станка с электрооборудованием и охлаждением, кг
|
5600
|

Рис. 4.6 - Круглошлифовальный станок 3М151
7) Внутришлифовальный станок ВСЗ–151, показан на рисунке 4.7. Применяется в операциях 100, 110, 120, 130, 150 – Внутришлифовальная. Технические характеристики станка ВСЗ–151 приведены в таблице 4.7.
Таблица 4.7 - Технические характеристики станка ВСЗ-151
Показатель
|
Характеристика
|
Класс точности
|
П
|
Наибольший диаметр устанавливаемого изделия, мм
|
200
|
Наибольшая длина устанавливаемого изделия, мм
|
700
|
Наибольший диаметр шлифования, мм
|
200
|
Рекомендуемый наименьший диаметр шлифования, мм
|
10
|
Наибольшая длина шлифования, мм
|
700
|
Высота центров над столом, мм
|
125
|
Наибольшая масса устанавливаемого изделия, кг
|
55
|
Конус шпинделя передней бабки и пиноли задней бабки
|
Морзе 5
|
Номинальный диаметр конца шлифовального шпинделя (конусность 1:5), мм
|
80
|
Диаметр передней опоры шейки шлифовального шпинделя, мм
|
90
|
Наибольшее перемещение стола, мм
|
705
|
Ручное перемещение стола за за один оборот маховика, мм:
ускоренное/замедленное
|
20,4/3,1
|
Наибольший угол поворота верхнего стола, град: по часовой стрелке/против часовой стрелки
|
3/10
|
Конусность, мм/м
|
10
|
Цена деления шкалы поворота стола, мин
|
40
|
Частота вращения шпинделя шлифовальной бабки, об/мин
|
1590
|
Наибольшая высота устанавливаемого круга, мм
|
100
|
Скорость резания, м/с
|
50
|
Продолжение таблицы 4.7
Наибольшее перемещение шлифовальной бабки по винту, мм
|
185
|
Быстрый подвод шлифовальной бабки, мм
|
50
|
Время быстрого подвода шлифовальной бабки, с
|
2,5
|
Периодическая подача шлифовальной бабки (регулируется бесступенчато), мм: наибольшая/наименьшая
|
0,05/0,0025
|
Перемещение шлифовальной бабки при шлифовании, мм
|
0,45
|
Пределы скоростей врезных подач, мм/мин
|
0,05-4,5
|
Толчковая подача, мм
|
0,001±0,0005
|
Перемещение шлифовальной бабки за один оборот маховика механизма поперечных подач, мм
|
0,5
|
Частота вращения изделия (регулируется бесступенчато), об/мин
|
50-500
|
Отвод пиноли задней бабки, мм
|
35±2
|
Габаритные размеры станка, мм: длинна_ширина_высота
|
4975_2241_2080
|
Масса станка с электрооборудованием, гидроагрегатом и установкой охлаждения, кг
|
5500
|
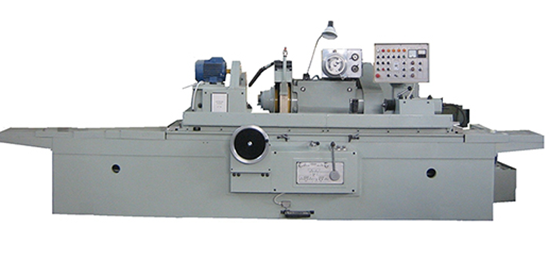
Рис. 4.7 - Внутришлифовальный станок ВСЗ-151
8) Суперфинишный центровой станок 3871Б показан на рисунке 4.8. Применяется в операции 140 – Суперфинишная. Технические характеристики станка 3871Б приведены в таблице 4.8.
Таблица 4.8 – Технические характеристики станка 3871Б
Показатель
|
Характеристика
|
Класс точности
|
В
|
Наибольший диаметр обрабатываемой детали, мм
|
280
|
Наибольшая длина обрабатываемой детали, мм
|
710
|
Мощность, кВт
|
3
|
Габариты, мм
|
2150x1450x1920
|
Масса станка с выносным оборудованием, кг
|
3720
|
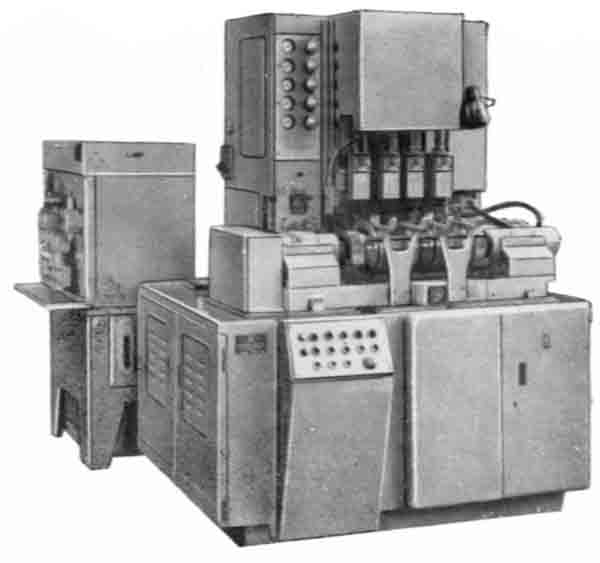
Рис. 4.8 - Суперфинишный центровой станок 3871Б |
 Скачать 1.6 Mb.
Скачать 1.6 Mb.