Тип
заточки
|
Схема
заточки
|
Форма
задней
поверхности
|
Назначение
сверла
|
Оборудование для
заточки
|
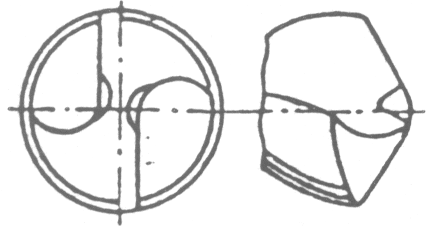
I
|
|
Коническая с подточкой поперечной режущей кромки
|
Для отверстий, требующих высокой точности
|
Заточные станки с приспособлениями для конической заточки сверл
|
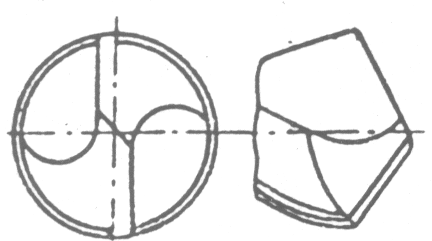
II
|
|
Двухплоскостная
|
Для отверстий диаметром до 5 мм, требующих точного расположения осей и их прямолинейности
|
Универсально-заточные станки
|
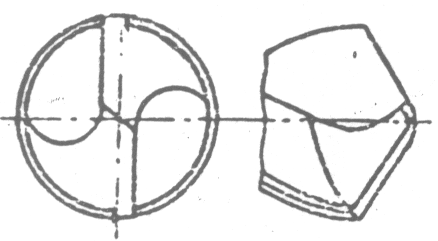
III
|
|
Двухплоскостная с улучшенным стружкоотводом
|
То же, для отверстий диаметром свыше 5 мм
|
То же
|
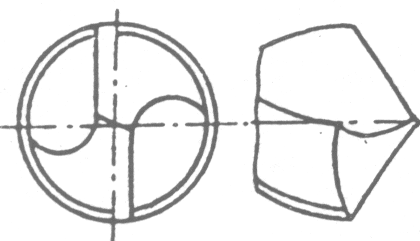
IV
|
|
Винтовая
с выпуклой заостренной поперечной режущей кромкой
|
Для отверстий, требующих точного расположения осей
и их прямолинейности
|
Полуавтомат 3Б653
|
Таблица П.4.6
Подачи, мм/об, при сверлении стали, чугуна, медных и алюминиевых сплавов сверлами из быстрорежущей стали
Диаметр сверла D, мм
|
Стать
|
Серый и ковкий чугун, медные и алюмин. сплавы
|
НВ< 160
|
160–240 НВ
|
240–300 НВ
|
НВ>300
|
НВ<170
|
НВ>170
|
2–4 4–6 6–8 8–10 10–12 12–16 16–20 20–25 25–30
|
0,09–0,13 0,13–0,19 0,19–0,26 0,26–0,32 0,32–0,36 0.36-0,43 0,43–0,49 0,49–0,58 0,58–0,62
|
0,08–0,10 0,10–0,15 0,15–0,20 0,20–0,25 0,25–0,28 0,28–0,33 0,33–0,38 0,38–0,43 0,43–0,48
|
0,06–0,07 0,07–0,11 0,11–0,14 0,14–0,17 0,17–0,20 0,20–0,23 0,23–0,27 0,27–0.32 0,32–0,35
|
0,04–0,06 0,06–0,09 0,09–0,12 0,12–0,15 0,15-0,17 0,17–0,20 0,20–0,23 0,23–0,26 0,26–0,29
|
0,12–0,18 0,18–0,27 0,27–0,36 0,36–0,45 0,45–0,55 0,55–0,66 0,66–0,76 0,76–0,89 0,89–0,96
|
0,09–0,12 0,12–0,18 0,18–0,24 0,24–0,31 0,31–0,35 0,35–0,41 0,41–0,47 0,47–0,54 0,54–0,60
|
Таблица П.4.7
Значения коэффициента CV и показателей степени в формуле скорости
резания при сверлении
-
Обрабатываемый
материал
|
Материал режущей части инструмента
|
Подача s, мм/об
|
Коэффициент и
показатели степени
|
Охлаждение
|
CV
|
q
|
у
|
т
|
1
|
2
|
3
|
4
|
5
|
6
|
7
|
8
|
Сталь конструкционная углеродистая σв=750МПа
|
Р6М5
|
 0,2 >0,2 0,2 >0,2
|
7,0 9,8
|
0,40
|
0,70 0,50
|
0,20
|
Есть
|
Сталь жаропрочная I2X18H9T, 141 НВ
|
|
_
|
3,5
|
0,50
|
0,45
|
0,12
|
|
Чугун серый, 190 НВ
|
|
0,3 >0,3
|
14,7 17,1
|
0,25
|
0,55 0,40
|
0,125
|
Нет
|
|
ВК8
|
-
|
34,2
|
0,45
|
0,30
|
0,20
|
|
Чугун ковкий, 150 НВ
|
Р6М5
|
0,3 >0,3
|
21,8 25,3
|
0,25
|
0,55 0,40
|
0,125
|
Есть
|
|
ВК8
|
-
|
40,4
|
0.45
|
0,3
|
0,20
|
Нет
|
Медные гетерогенные сплавы средней твердости, 100–140 НВ
|
Р6М5
|
0,3 >0,3
|
28,1 32,6
|
0,25
|
0,55 0,40
|
0,125
|
Есть
|
Силумин и литейные алюминиевые сплавы,
σв = 100–200 МПа,
НВ < 65; дюралюминий, НВ < 100
|
|
0,3 >0,3
|
36,3 40,7
|
0,25
|
0,55 0,40
|
0,125
|
|
Примечание. Для сверл из быстрорежущей стали рассчитанные по приведенным данным скорости резания действительны при двойной заточке и подточенной перемычке, При одинарной заточке сверл из быстрорежущей стали рассчитанную скорость резания следует уменьшать, умножая ее на коэффициент КзV = 0,75
Таблица П.4.8
Значения коэффициента CV и показателей степени в формуле скорости
резания при рассверливании
-
Обрабатываемый
материал
|
Вид
обработки
|
Материал режущей части инструмента
|
Подача s, мм/об
|
Коэффициент и
показатели степени
|
Охлаждение
|
CV
|
q
|
у
|
т
|
Конструкционная углеродистая сталь,
σв=750 МПа
|
Рассверливание
|
Р6М5 ВК8
|
16,2 10,8
|
0,4 0,6
|
0,2
|
0,5 0,3
|
0,2
0,25
|
Есть
|
Серый чугун, 190 НВ
|
Рассверливание
|
Р6М5 ВК8
|
23,4 56,9
|
0,25 0,5
|
0,1 0,15
|
0,4 0,45
|
0,125 0,4
|
Нет
|
Таблица П.4.9
Средние значения периода стойкости сверл
Инструмент
(операция)
|
Обрабатываемый материал
|
Материал реж. части инструм.
|
Стойкость Т мин, при диаметре инструмента, мм
|
До 5
|
6–10
|
11–20
|
21–30
|
31–40
|
41–50
|
51–60
|
61–80
|
1
|
2
|
3
|
4
|
5
|
6
|
7
|
8
|
9
|
10
|
11
|
Сверло (сверление и рассверливание)
|
Конструкционная углеродистая и легированная сталь
|
Быстрорежущая сталь
|
15
|
25
|
45
|
50
|
70
|
90
|
110
|
-
|
Твердый сплав
|
8
|
15
|
20
|
25
|
35
|
45
|
-
|
-
|
|
Коррозиионно-стойкая сталь
|
Быстрорежущая сталь
|
6
|
8
|
15
|
25
|
-
|
-
|
-
|
-
|
Сверло (сверление
|
Серый и ковкий чугун, медные и алюминиевые сплавы
|
Быстрорежущая сталь
|
20
|
35
|
60
|
75
|
105
|
140
|
170
|
|
и рассверливание)
|
Твердый сплав
|
15
|
25
|
45
|
50
|
70
|
90
|
-
|
|
Таблица П.4.10
Поправочный коэффициент KlVна скорость резания при сверлении,
учитывающий глубину обрабатываемого отверстия
-
Параметр
|
Сверление
|
Рассверливание, зенкерование, развертывание
|
Глубина обрабатываемого отверстия
|
3D
|
4D
|
5D
|
6D
|
8D
|
-
|
Коэффициент KlV
|
1,0
|
0,85
|
0,75
|
0,7
|
0,6
|
1,0
| |
 Скачать 18.59 Mb.
Скачать 18.59 Mb.