Примечание. * Для резцов с главным углом в плане φ = 93°.
** Для резцов с главным углом в плане φ = 63º
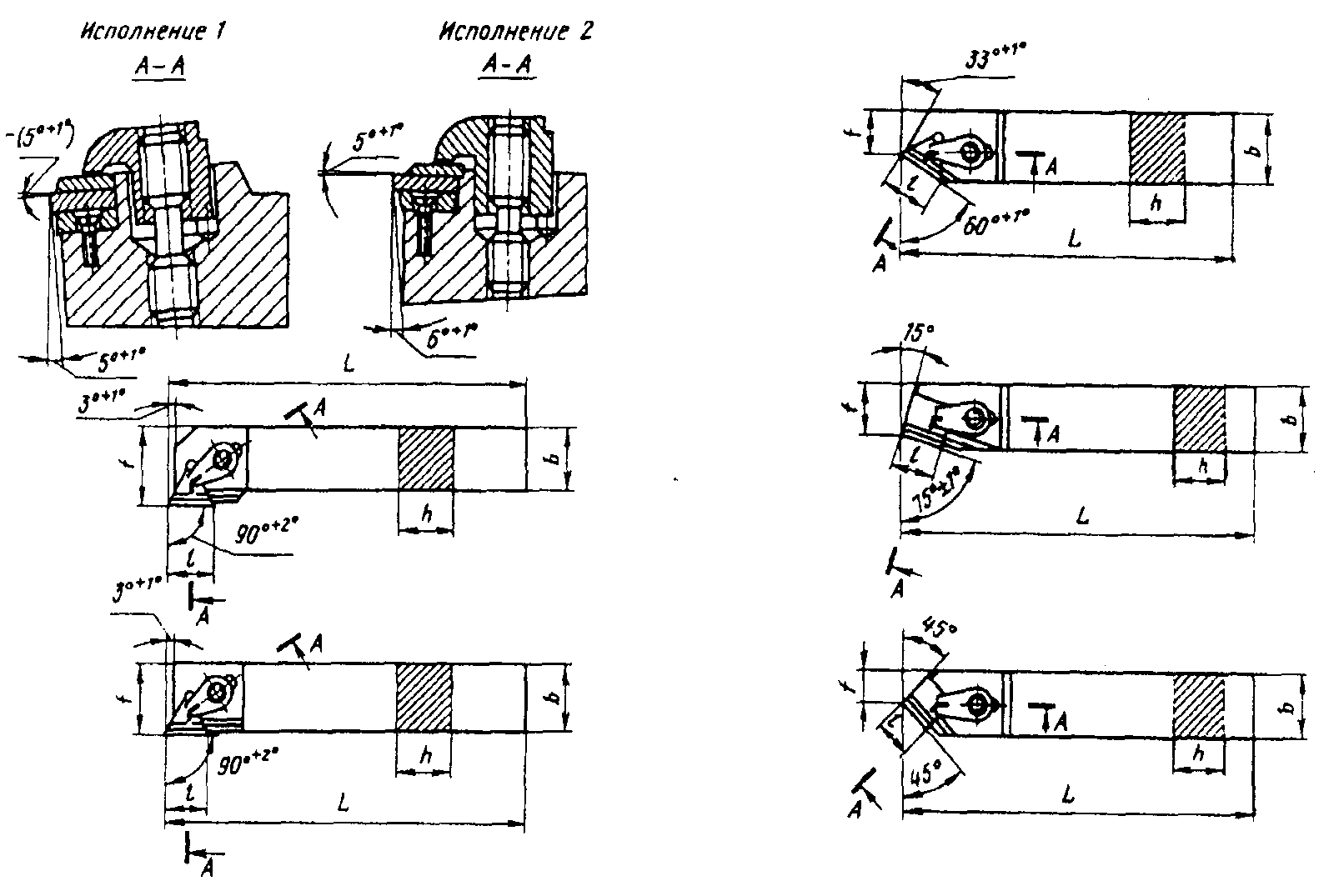
Таблица П.2.11
Токарные сборные проходные резцы с креплением многогранных пластин
из твердого сплава без отверстия. Размеры, мм
|
h
|
b
|
L
|
fпри φº, равном
|
l**
|
l***
|
90*
|
90
|
60
|
75
|
45
|
12
|
12
|
80
|
16
|
12,5
|
13
|
-
|
6
|
11
|
9
|
16
|
16
|
100
|
20
|
16,5
|
13
|
13
|
8
|
11; 16
|
9
|
20
|
20
|
125
|
25
|
20,5
|
17
|
17
|
10
|
16
|
12
|
25
|
25
|
150
|
32
|
25,5
|
22
|
22
|
12,5
|
16
|
12
|
Примечание. * Отогнутый резец. ** Резцы с трехгранными пластинами.
*** Резцы с четырехгранными пластинами.
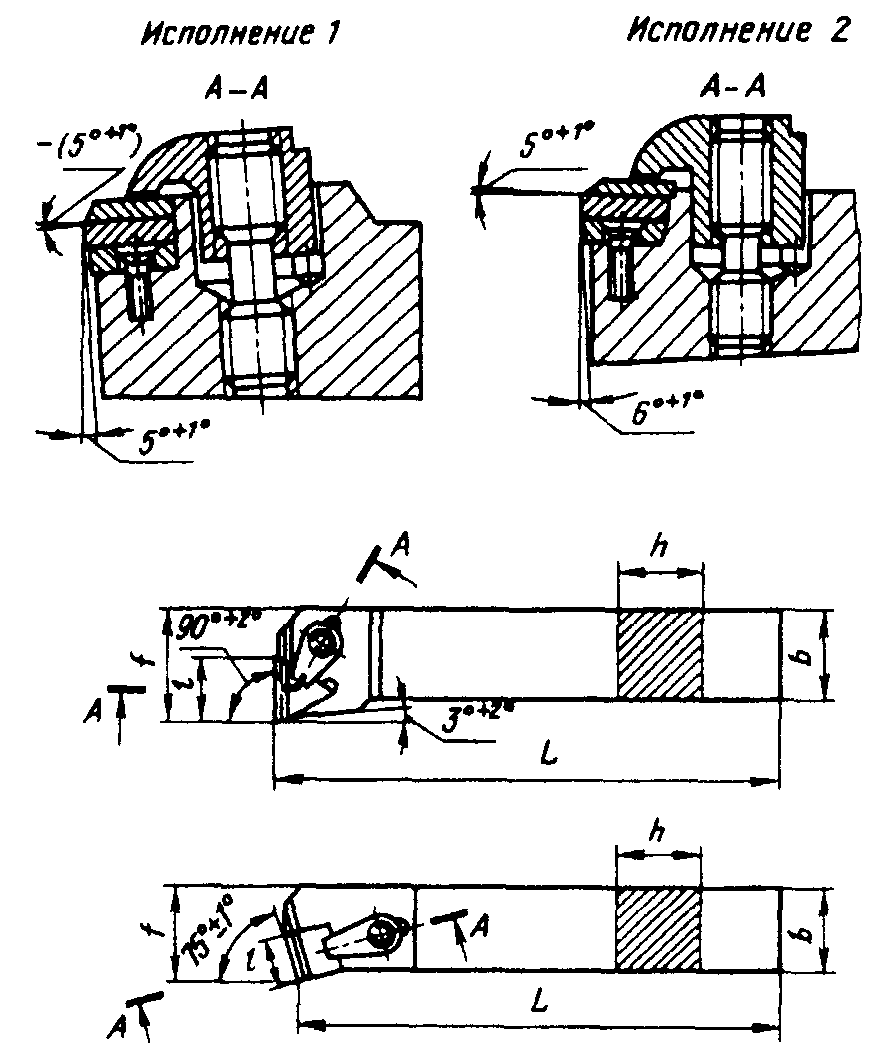
Таблица П.2.12
Токарные сборные подрезные резцы с креплением пластин из твердого сплава
без отверстия. Размеры, мм
-
|
Трехгранные пластины
|
Четырехгранные пластины
|
h
|
b
|
L
|
l
|
f
|
h
|
b
|
L
|
l
|
f
|
12
|
12
|
80
|
11
|
16
|
16
|
16
|
100
|
9
|
20
|
20
|
12
|
125
|
11
|
16
|
25
|
16
|
150
|
9
|
20
|
16
|
16
|
100
|
11
|
20
|
20
|
20
|
125
|
12
|
25
|
25
|
16
|
150
|
11
|
20
|
32
|
20
|
170
|
12
|
25
|
20
|
20
|
125
|
16
|
25
|
25
|
25
|
150
|
12
|
32
|
Приложение 3
Таблица П.3.1
Подачи при черновом наружном точении резцами с пластинами
из твердого сплава и быстрорежущей стали
Диаметр детали, мм
|
Размер
державки резца, мм
|
Обрабатываемый материал
|
Сталь конструкционная углеродистая, легированная и жаропрочная
|
Чугун и медные сплавы
|
Подача s, мм/об, при глубине резания t, мм
|
До 3
|
Св.3
до 5
|
Св.5
до 8
|
Св.8
до 12
|
Св.12
|
До 3
|
Св.3
до 5
|
Св.5
до 8
|
Св.8
до 12
|
До 20
|
От 16 25 до 2525 25 до 2525
|
0,3–0,4
|
-
|
-
|
-
|
-
|
0,4–0,5
|
-
|
-
|
-
|
Св.20 до 40
|
От 1625 до 2525
|
0,4–0,5
|
0,3–0,4
|
Св.40 до 60
|
От 1625 до 2540
|
0,5–0,9
|
0,4–0,8
|
0,3–0,7
|
0,6–0,9
|
0,5–0,8
|
0,4–0,7
|
Св.60 до 100
|
От 1625 до 2540
|
0,6–1,2
|
0,5–1,1
|
0,5–0,9
|
0,4–0,8
|
0,8–1,4
|
0,7–1,2
|
0,6–1,0
|
0,5–0,9
|
Св.100 до 400
|
От 1625 до 2540
|
0,8–1,3
|
0,7–1,2
|
0,6–1,0
|
0,5–0,9
|
1,0–1,5
|
0,8–1,9
|
0,8–1,1
|
0,6–0,9
|
Св.400 до 500
|
От 2030
|
1,1–1,4
|
1,0–1,3
|
0,7–1,2
|
0,6–12
|
0,4– –1,1
|
1,3–1,6
|
1,2–1,5
|
1,0–1,2
|
0,7–0,9
|
Примечания. 1. Нижние значения подач соответствуют меньшим размерам державки резца и более арочным обрабатываемым материалам, верхние значения подач - большим размерам державки резца и менее прочным обрабатываемым материалам.
2. При обработке жаропрочных сталей и сплавов подачи свыше 1 мм/об не применять.
3. При обработке прерывистых поверхностей и при работах с ударами табличные значения подач следует уменьшать на коэффициент 0,75–0,85.
4. При обработке закаленных сталей табличные значения подачи уменьшать, умножая на коэффициент 0,8 для стали с 44–56 HRCи на 0,5 для стали с 57–62 HRC.
Таблица П.3.2
Подача при черновом растачивании на токарных, токарно-револьверных
станках резцами с пластинами из твердого сплава и быстрорежущей стали
-
Резец или
оправка
|
Обрабатываемый материал
|
Диаметр круг. сеч. резца, мм
|
Вылет
резца,
мм
|
Сталь конструкционная углеродистая, легированная
и жаропрочная
|
Чугун и медные сплавы
|
1
|
2
|
3
|
5
|
2
|
3
|
5
|
6
|
10
|
50
|
0,08
|
-
|
|
0,12–0,16
|
-
|
-
|
12
|
60
|
0,1
|
0,08
|
|
0,12–0,2
|
0,12–0,18
|
|
Продолжение табл. 3.2
-
1
|
2
|
3
|
5
|
2
|
3
|
5
|
6
|
16
|
80
|
0,1–0,2
|
0,15
|
0,1
|
0,2–0,3
|
0,15–0,25
|
0,1–0,18
|
20
|
100
|
0,15–0,3
|
0,15–0,25
|
0,12
|
0,3–0,4
|
0,25–0,35
|
0,12–0,25
|
25
|
125
|
0,25–0,5
|
0,15–0,4
|
0,12–0,2
|
0,4–0,6
|
0,3–0,5
|
0,25–0,35
|
Таблица П.3.3
Подачи, мм/об, допустимые прочностью пластины из твердого сплава,
при точении конструкционной стали резцами с главным углом в плане φ= 45°
-
Толщина
пластины, мм
|
Глубина резания t, мм. до
|
4
|
7
|
13
|
22
|
4
|
1,3
|
1,1
|
0,9
|
0,8
|
6
|
2,6
|
2,2
|
1,8
|
1,5
|
8
|
4,2
|
3,6
|
3,6
|
2,5
|
10
|
6,1
|
5,1
|
4,2
|
3,6
|
Примечания. 1. В зависимости от механических свойств стали на табличные значения подачи вводить поправочный коэффициент: 1,2 при σв= 480–640 МПa; 1,0 при σв=650– –870 МПа и 0,85 при σв=870–1170 МПа.
2. При обработке чугуна табличное значение подачи умножать на коэффициент 1,6.
Табличное значение подачи умножать на справочный коэффициент 1,4 при φ = 30°; 1,0 при φ = 45°; 0,6 при φ = 60° и 0,4 при φ = 90°.
При обработке с \дарами подачу уменьшать на 20 %.
Таблица П.3.4
Подачи, мм/об, при чистовом точении
-
Шерохова-
тость по-
верхности,
мкм
|
Радиус при вершине резца r, мм
1М
|
0,4
|
0,8
|
1,2
|
1,6
|
2,0
|
2,4
|
Rа
|
Rz
|
0,63
|
_
|
0,07
|
0,10
|
0,12
|
0,14
|
0,15
|
0,17
|
1,25
|
0,10
|
0,13
|
0,165
|
0,19
|
0,21
|
0,23
|
2,50
|
0144
|
0,20
|
0,246
|
0,29
|
0,32
|
0,35
|
-
|
20
|
0,25
|
0,33
|
0,42
|
0,49
|
0.55
|
0,60
|
40
|
0,35
|
0,51
|
0,63
|
0,72
|
0,80
|
0,87
|
80
|
0,47
|
0,66
|
0.81
|
0,94
|
1,04
|
1,14
|
Примечание. Подачи даны для обработки сталей с σв = 700–900 МПа и чугунов,
для сталей с σв |
 Скачать 18.59 Mb.
Скачать 18.59 Mb.