Список литературы
Баранчиков, В.И. Обработка специальных материалов в машиностроении: Справочник / В.И. Баранчиков и др. – М.: Машиностроение, 2002. – 264с.
Резание материалов. Режущий инструмент: учеб. пособие / В.М. Кишуров, Н.К. Криони, В.В. Постнов, П.П. Черников . –3-е изд.; перераб. и доп. –М.: Машиностроение, 2009, – 492 с.
. Курсовое проектирование по режущему инструменту: учеб. пособие / В.М. Кишуров, П.П. Черников, В.Н. Ипполитов, М.В. Кишуров. – М.: Машиностроение, 2009. – Уфа, 2006. – 288 с.
Общемашиностроительные нормативы режимов резания: Справочник. В 2-х т./ А.Д. Локтев и др. – М.: Машиностроение, 1991. – 487 с.
Общемашиностроительные нормативы режимов резания для технического нормирования работ на металлорежущих станках. Часть 1. 2-е изд. – М.: Машиностроение, 1974. – 406 с.
Прогрессивные режущие инструменты и режимы резания металлов: Справочник / В.И. Баранчиков и др. – М.: Машиностроение, 1990. – 395 с.
Режимы резания труднообрабатываемых материалов: Справочник / Я.Л. Гуревич, М.В. Горохов и др. – 2-е изд., перереб. и доп. – М.: Машиностроение, 1986. – 240 с.
Режимы резания металлов: Справочник / Ю.В. Барановский. Изд. 3-е – М.: Машиностроение, 1972. – 407 с.
Справочник технолога-машиностроителя. Т. 2 / А.М. Дальский, А.Г. Суслова, А.Г .Косилова, Р.К. Мещеряков. – 5-е изд., перераб. и доп. – М.: Машиностроение-1, 2001. – 944 с.
Справочник металлиста. Т.3 / А.Н. Малова. – М.: Машиностроение, 1977. – 748 с.
Справочник металлиста. Т.4 / М.П. Новиков, П.Н. Орлов. – М.: Машиностроение, 1977. – 707 с.
Справочник металлиста. Т.5 / Б.Л. Богуславский и др. – М.: Машиностроение, 1978. –673 с.
Справочник инструментальщика / И.А. Орденарцев, Г.В. Филлипов и др. – Л.: Машиностроение, 1987. –846 с.
Приложение 1
Таблица П.1.1
К выбору марок быстрорежущей стали для различных режущих
инструментов
Марка стали
|
Прочность,
износостойкость
|
Шлифуемость
|
Изготавливаемый инструмент,
область применения
|
Р6М5
|
Повышенная прочность и склонность к обезуглероживанию и выгоранию молибдена
|
Удовлетворительная
|
Режущий инструмент всех видов, в том числе для обработки обычных конструкционных материалов в условиях динамических нагрузок. Предпочтительные для инструментов, работающих с ударными нагрузками: резцы, сверла, зенкеры протяжки и др.
|
Р12Ф3
Р6М5Ф3
|
Повышенная износостойкость при низких и средних скоростях резания
|
Низкая; рекомендуется применение эльборовых шлифовальных кругов
|
Для снятия стружки небольшого сечения; для обработки материалов, обладающих абразивными свойствами: фасонные резцы, сверла, протяжки и др.
|
Р18К5Ф2, Р9М4К8, Р6М5К5
|
Повышенные твердость и износостойкость
|
Пониженная, рекомендуется применение эльборовых шлифовальных кругов
|
Для обработки высокопрочных, коррозионно-стойких и жаропрочных сталей и сплавов: фрезы, зуборезный инструмент, разверт-ки, зенкеры
|
Р10К5Ф5,
Р12МЗФ2К8,
Р6М5Ф2К8
|
Повышенная твердость, высокая износостойкость
|
Низкая; реко-
мендуется
применение
эльборовых
шлифовальных
кругов
|
Простой формы с малым объемом шлифовальных поверхностей (резцы, сверла, зенкеры и др.). Для обработки высокопрочных, коррозионно-стойких и жаропрочных сталей и сплавов, материалов, обладающих абразивными, свойствами: резцы, сверла, фрезы, зенкеры, развертки
|
Р9К5
|
Повышенная твер-
дость
|
Пониженная
|
Для обработки сталей и сплавов повышенной твердости и вязкости; пригодна для работы с
ударом: резцы, сверла, зенкеры протяжки и др
|
Р9К10
|
Повышенная твердость
|
С малым объемом шлифовальных поверхностей, для обработки
коррозионно-стойких, жаропрочных, а также повышенной твердости и вязкости сталей и
сплавов: фрезы, сверла, резцы, и др.
|
Таблица П.1.2
Примерное соответствие марок отечественных быстрорежущих сталей зарубежным аналогам [13]
Обозначение мирки стали по ГОСТу или стандарту
|
Область применения
|
ГОСТ 19265-73
|
DIN
(ФРГ)
|
AISI
(США)
|
AFNOR
(Франция)
|
ISO
|
Р18
|
S18-0-2
|
Т1
|
Z80W18
|
1.3353
|
Для всех видов режущего инструмента при обработке углеродистых, легированных, конструкционных сталей
|
P12
|
-
|
T7
|
-
|
1.3302
|
То же, что и для стали Р18
|
P9
|
-
|
-
|
-
|
-
|
Для инструмента простой формы, для обработки конструкционных материалов
|
Р6М5
|
S6-5-2
|
М2
|
Z85WDV
06-05-02
|
1.3343
|
То же, что и для стали Р18
|
ИР3АМ3Ф2
|
-
|
-
|
-
|
-
|
Для инструмента простой формы и обработке углеродистых и малолегированных сталей с прочностью не более 800 МПа
|
Р6М5Ф3
|
S6-5-3
|
М3
|
Z130WDV 06-05-04
|
-
|
Для чистовых и получистовых инструментов при обработке легированных конструкционных сталей
|
Р12Ф3
|
S12-1-4
|
-
|
-
|
1.3318
|
Для инструментов при обработке материалов, обладающих абразивными свойствами
|
Р18К5Ф2
|
-
|
Т4
|
Z85WК18-05
|
-
|
Для черновых и получистовых инструментов при обработке высокопрочных, коррозионно-стойких и жаропрочных сталей и сплавов
|
Р9К5
|
-
|
-
|
-
|
-
|
Для различных инструментов при обработке коррозионно-стойких сталей и жаропрочных сплавов, а также сталей повышенной твердости
|
Р6М5К5
|
S6-5-2-5
|
М35
|
Z80WDКV (06-05-05-02)
|
1.3243
|
Для черновых и получистовых инструментов при обработке улучшенных легированных, а также коррозионно-стойких сталей
|
Р9М4К8
|
-
|
-
|
-
|
-
|
Для различных инструментов при обработке высокопрочных, жаропрочных и коррозионно-стойких сталей и сплавов
|
Таблица П.1.3
К выбору марок твердого сплава при различных условиях
обработки резанием
Область применения
|
Марки твердых сплавов
|
Основная группа
|
Подгруппа
|
Виды и характер
обработки
|
Обозначения
|
Свойства
|
Покрытие
|
Область применения
|
По ГОСТ 9391-80
|
Фирменные
Фирма
|
σизг,
Н/мм2
|
HV (HRA)
|
1
|
2
|
3
|
4
|
5
|
6
|
7
|
8
|
9
|
Р
|
Р01
|
Чистовая обработка незакаленных и закаленных углеродистых сталей с малыми сечениями среза (точение, развертывание, нарезание резьбы)
|
Т30К4
|
Т30К4
МКТС, КЗТС
|
1176
|
(92,0)
|
|
Резцы
|
Финишная и чистовая обработка стали
|
|
GC4015
Sandvik
|
|
|
Al2O3+TiN
|
Р10
|
Чистовое и получистовое точение, фрезерование, растачивание, развертывание и т.п. углеродистых и легированных сталей
|
Т15К6
|
Т15К6
МКТС, КЗТС
|
1176
|
1350 (90,0)
|
|
Резцы, фрезы
|
Универсальный сплав для чистовой и получистовой обработки сталей
|
|
GC4025
Sandvik
|
|
|
Ti (С, N)
+Al2O3
+TiN
|
Резцы
|
Высокая износостойкость при обработке длинностружечных материалов на высоких скоростях
|
ТТ35К10
|
ТТ35К1
МКТС
DP100
Guhring
|
1550
|
1800
|
|
Резцы
|
Р20
|
Черновое и получистовое точение, фрезерование, рассверливание литых и кованых заготовок из углеродистых и легированных сталей
|
Т14К8
|
Т14К8
МКТС, КЗТС
|
1274
|
1325 (89,5)
|
|
Резцы, фрезы, сверла
|
Универсальный сплав для фрезерования; высокая прочность
|
ТТ18К10
|
ТТ18К10
МКТС
DP250
Guhring
|
2200
|
1450
|
|
Универсальный сплав для чистовой и получистовой обработки стали
|
|
GC4025
Sandvik
|
|
|
Ti (С, N)
+Al2O3
+TiN
|
Продолжение табл. П.1.3
1
|
2
|
3
|
4
|
5
|
6
|
7
|
8
|
9
|
Р
|
P25
|
Фрезерование стального литья, ковкого чугуна
|
ТТ20К9
|
ТТ20К9
МКТС
|
1470
|
(89,0)
|
|
Фрезы, резцы
|
Универсальный сплав для фрезерования; высокая прочность
|
ТТ18К10
|
ТТ18К10
(МКТС
DP250
Guhring
|
2200
|
1450
|
|
Точение углеродистых и легированных сталей получистовое
|
|
ТТS
Widia
|
2200
|
1450
|
|
Фрезерование углеродистых и легированных сталей получистовое
|
|
ТТМ
Widia
|
2100
|
1500
|
|
Р30
|
Черновое точение и фрезерование, отрезка поковок, штамповок, отливок по корке и окалине углеродистых и легированных сталей
|
Т5К10
|
Т5К10
МКТС
|
1421
|
(88,5)
|
|
Резцы, фрезы, развертки
|
Универсальный сплав для чистовой и получистовой обработки стали
|
|
GC4025
Sandvik
|
|
|
Ti (С, N)
+Al2O3
+TiN
|
Р40
|
Тяжелое черновое точение стальных поковок, штамповок, отливок по корке с раковинами, шлаком. Все виды строгания углеродистых и легированных сталей
|
Т5К12 ТТ7К12
|
Т5К12 ТТ7К12
МКТС
|
1666
|
1100 (87,0)
|
|
Резцы
|
|
Черновое точение, прерывистое резание, фрезерование по окалине и корке
|
Т5К10
|
Т5К10
МКТС
|
1421
|
(88,5)
|
|
|
|
Точение и фрезерование аустенитных сталей. Высокая стойкость и вязкость
|
ТТ12К11
|
ТТ12К11
МКТС
DP450
Guhring
|
2500
|
1420
|
|
Резцы, фрезы
|
Чистовая и получистовая обработка жаропрочных и коррозионно-стойких сталей
|
|
GC4035
Sandvik
|
|
|
Ti (С, N)
+Al2O3
|
Р50
|
Тяжелое черновое точение, фрезерование, строгание отливок, штамповок, поковок из углеродистых и легированных сталей
|
ТТ7К12
|
ТТ7К12
МКТС, КЗТС
|
1666
|
1100 (87,0)
|
|
Резцы, фрезы
|
Продолжение табл. П.1.3
1
|
2
|
3
|
4
|
5
|
6
|
7
|
8
|
9
|
М
|
М05
|
Чистовая и получистовая обработка твердых легированных и отбеленных чугунов, закаленных, жаропрочных сталей и сплавов на основе титана и вольфрама
|
ВК6-ОМ
|
ВК6-ОМ
МКТС, КЗТС
|
1274
|
(90,5)
|
|
Резцы, сверла, развертки
|
М10
|
Получистовая обработка жаропрочных, аустенитных сталей, закаленных чугунов, бронз
|
ВК6М
|
ВК6М
МКТС, КЗТС
|
1421
|
(90,0)
|
|
Резцы, фрезы, развертки
|
Основная марка для обработки коррозионно-стойких сталей
|
|
GC2025
Sandvik
|
|
|
Ti (С, N)
+Al2O3
+TiN
|
М20
|
Получистовая обработка жаропрочных, коррозионно-стойких и закаленных сталей. Основная марка для обработки твердых и закаленных чугунов, твердой бронзы
|
ВК6М
|
ВК6М
МКТС
|
1421
|
(90,0)
|
|
Резцы
|
Основная марка для обработки коррозионно-стойких сталей
|
|
GC2025
Sandvik
|
|
|
Ti (С, N)
+Al2O3
|
Точение и фрезерование аустенитных сталей
|
|
АТ15
Widia
|
1900
|
1550
|
|
Получистовое и черновое точение, резьбонарезание и фрезерование заготовок из коррозионно-стойких сталей жаропрочных и титановых сплавов. Высокие скорости резания
|
МС221
|
МС221
КЗТС
|
|
|
|
Резцы, фрезы
|
М30
|
Черновое точение, строгание, фрезерование, а также сверление, зенкерование серого чугуна, жаропрочных, коррозионно-стойких сталей
|
ВК8
|
ВК8
МКТС
|
1666
|
(87,5)
|
|
Резцы, фрезы, сверла, зенкеры
|
Продолжение табл. П.1.3
1
|
2
|
3
|
4
|
5
|
6
|
7
|
8
|
9
|
|
|
Фрезерование, сверление, зенкерование. развертывание, зубофрезерование стали, чугуна; монолитный мелкоразмерный инструмент
|
ВК10М
|
ВК10М
МКТС
|
1617
|
(88,0)
|
|
Фрезы, сверла, зенкеры, развертки
|
|
|
Чистовая и получистовая обработка коррозионно-стойких сталей на средних скоростях
|
|
GC2025
Sandvik
|
|
|
|
|
|
М40
|
Черновая и получистовая обработка твердых, легированных чугунов, сталей и сплавов на основе титана, молибдена, вольфрама; монолитный мелкоразмерный инструмент
|
ВК10-ОМ
|
ВК10-ОМ
МКТС
|
1470
|
(88,5)
|
|
Резцы
|
Тяжелое черновое точение, строгание, фрезерование стальных поковок, отливок, штамповок по корке с раковинами, шлаком, углеродистых и легированных сталей
|
ТТ7К12
|
ТТ7К12
МКТС
|
1666
|
(87,0)
|
|
Резцы, фрезы
|
Черновая обработка коррозионно-стойких сталей
|
|
GC2025
Sandvik
|
|
|
Ti (С, N)
+Al2O3
+TiN
|
К
|
К01
|
Чистовое точение, нарезание резьб, развертывание серого чугуна, цветных металлов
|
ВК3
|
ВК3
(МКТС)
|
1176
|
(89,5)
|
|
Резцы, развертки, метчики
|
Чистовое точение, растачивание, нарезание резьбы, развертывание твердых, легированных чугунов, закаленных сталей
|
ВК3М
|
ВК3М
(МКТС)
|
1176
|
(91,0)
|
|
Резцы, развертки, метчики
|
Окончательная обработка чугунов
|
|
GC3005
Sandvik
|
|
|
Ti (С, N)
+Al2O3
+TiN
|
Продолжение табл. П.1.3
1
|
2
|
3
|
4
|
5
|
6
|
7
|
8
|
9
|
|
К10
|
Чистовое и получистовое точение, фрезерование, растачивание, зенкерование чугуна, титана и его сплавов, цветных металлов
|
ВК4
|
ВК4
МКТС
|
1519
|
(89,5)
|
|
Резцы, фрезы, зенкеры
|
Основная марка для отливок легированных сталей
|
ВК6
|
ВК6
МКТС
ТНМ
Widia
|
2000
|
1600
|
|
Резцы
|
Чистовая и получистовая обработка чугунов
|
|
GC3015
Sandvik
|
|
|
Ti (С, N)
+Al2O3
+TiN
|
К20
|
Черновое и получистовое точение, фрезерование, растачивание, нарезание резьб, зенкерование в сером чугуне, цветных металлах и их сплавах
|
ВК6
|
ВК6
МКТС
|
1519
|
(88,5)
|
|
Резцы, фрезы, зенкеры метчики
|
Чистовая и получистовая обработка чугуна
|
ВК6М
|
ВК6
МКТС
ТНМ
Widia
|
1421
|
(90,0)
|
|
Резцы
|
К30
|
Черновое точение, строгание, фрезерование, сверление, зенкерование серого чугуна цветных металлов, труднообрабатываемых сталей и сплавов
|
ВК8
|
ВК8
МКТС
|
1666
|
(87,5)
|
|
Резцы, сверла, фрезы, зенкеры
|
Черновая обработка чугунов
|
ВК9
|
ВК9
МКТС
THR
Widia
|
2350
|
1450
|
|
Резцы
|
Черновая обработка сталей и чугунов
|
Т2К10
|
Т2К10
(МКТС)
DK350F
Guhring
|
3600
|
1590
|
|
Резцы
|
Продолжение табл. П.1.3
|
К40
|
Черновое точение, строгание, фрезерование серого чугуна, цветных металлов, жаропрочных и труднообрабатываемых сталей и сплавов
|
ВК8
|
ВК8
МКТС
|
1666
|
(87,5)
|
|
Резцы, фрезы
|
Черновая обработка стали и чугуна
|
ВК9
|
ВК9
МКТС
GC1025
Guhring
|
|
|
TiN
|
Резцы
|
Обработка титановых сплавов
|
ВК10
|
ВК10
МКТС
DK400F
Guhring
|
3000
|
1550
|
|
Резцы
|
Обработка чугуна, сплавов, легированных титаном, жаропрочных сплавов
|
ТТ2К10
|
ТТ2К10
МКТС
DK35OF
Guhring
|
3600
|
1590
|
|
Резцы
|
Таблица П.1.4
Примерное соответствие марок отечественных и зарубежных марок твердых сплавов классификации ИСО [13]
-
Группа применяемости по ИСО
|
ГОСТ 3882-74
|
ТУ4819308-80
|
Твердость HV
|
ρ, г/см3
|
Фирма KORLOY,
Корея
|
США
|
Фирма Koromant, Швеция
|
Фирма Walter. ФРГ
|
Фирма Hertel, ФРГ
|
Фирма Sumitomo, Япония
|
Основная
|
Подгруппа
|
Твердость HRA
|
Маркиров. цвет
|
1
|
2
|
3
|
4
|
5
|
6
|
7
|
8
|
9
|
10
|
11
|
12
|
13
|
14
|
Р
|
Р01
|
96,5
|
Симний
|
Т30К4
|
МС101
|
1710-1890
|
6,27-6,48
|
NC310
|
C8
|
F02, S1P
|
-
|
-
|
ST10P,
AC10, AC815
|
P10
|
94,0
|
Т15К6
|
МС111
|
1525-1675
|
10,22-10,38
|
NC3015
|
C70
|
S1P, S10Т,
GC415,
GC015
|
-
|
-
|
ST10P,
AC815
|
Р15
|
93,3
|
-
|
-
|
-
|
-
|
-
|
-
|
WT-1
|
-
|
-
|
P20
|
92,3
|
Т14К8
|
МС121
|
1475-1625
|
11,6-11,79
|
NC3020
|
C7
|
S2,
GC120,
GC015
|
WPM
|
P2F
|
ST20E,
AC720
|
P25
|
89,5
|
ТT20К9
|
МС137
MC2210
|
1485-1635
|
11,68-11,84
|
NC3020
|
C60
|
SM, SMA,
GC1025
|
WPM
|
P2F
|
-
|
P30
|
88,5
|
Т5К10
|
МС131
MC1460
|
1430-1570
|
11,35-11,51
|
NC3020
|
C6
|
SM30, S30T,
GC1025
|
WPM,
WP40
|
P2F,
GX
|
ST30E,
AC835,
A30
|
 

Продолжение табл. 1.4
-
1
|
2
|
3
|
4
|
5
|
6
|
7
|
8
|
9
|
10
|
11
|
12
|
13
|
14
|
|
P40
|
90,8
|
|
Т5К10
|
МС146
|
1320-1460
|
13,04-13,20
|
NC330
|
C50
|
S6
|
WP40
|
GX
|
ST40E,
AS835
|
P50
|
-
|
ТT7К12
|
-
|
-
|
-
|
C5
|
R4
|
-
|
GX
|
-
|
M
|
M10
|
93,6
|
Желтый
|
ТT8К6
|
MC211
|
1590-1680
|
14,70-14,86
|
NC9020
|
-
|
R1P,
Н13А
|
WM15,
WT2
|
KM1
|
-
|
M20
|
93,1
|
ТT10К8-Б
|
MC221
|
1530-1630
|
13,81-13,97
|
NC330
|
-
|
GC415,
GC015
SH,
Н13А
|
WM15,
WT2
|
KM1
|
-
|
M30
|
91,8
|
ВК10-ОМ
|
-
|
-
|
-
|
-
|
S6, Н10F
|
WT1
|
-
|
-
|
М40
|
-
|
ТТ7К12
|
-
|
-
|
-
|
-
|
R4
|
-
|
-
|
-
|
К
|
К01
|
-
|
Красный
|
ВК3, ВК3М
|
МС301
|
1760-1940
|
14,95-15,11
|
NC305К
|
С4
|
Н05
|
-
|
-
|
Н1, Н2, АС10
|
К05
|
93,8
|
ВК6М
|
МС306
|
1665-1835
|
14,74-14,94
|
-
|
-
|
-
|
КМ1
|
-
|
К10
|
93,4
|
ВК6-ОМ
|
МС313, МС3210
|
1505-1655
|
14,74-14,94
|
NC315К
|
С3
|
GC310,
Н1Р
|
WК10,
WT2
|
КМ1, КМ20
|
G10Е,
АС10
|
К20
|
88,5
|
ВК6
|
МС318
|
1575-1725
|
12,80-12,96
|
С2
|
SMA,
НВА,
Н20
|
WКМ,
WT2
|
»
|
G10Е,
А30
|
|
|
|
МС321
|
1450-1600
|
14,64-14,86
|
С2
|
SMA,
НВА,
Н20
|
WКМ,
WT2
|
»
|
G10Е,
А30
|
К30
|
87,5
|
ВК8, ВК8М
|
-
|
-
|
-
|
NC315К
NC320К
|
СТ
|
Н20,
НВА
|
WК40
|
-
|
-
|
К40
|
87,5
|
ВК15
|
-
|
-
|
-
|
-
|
-
|
WК40
|
-
|
-
|
П римечание. Марки сплава относятся к основной группе применяемости. Они могут быть использованы и в соседних подгруппах римечание. Марки сплава относятся к основной группе применяемости. Они могут быть использованы и в соседних подгруппах
Приложение 2
Таблица П.2.1
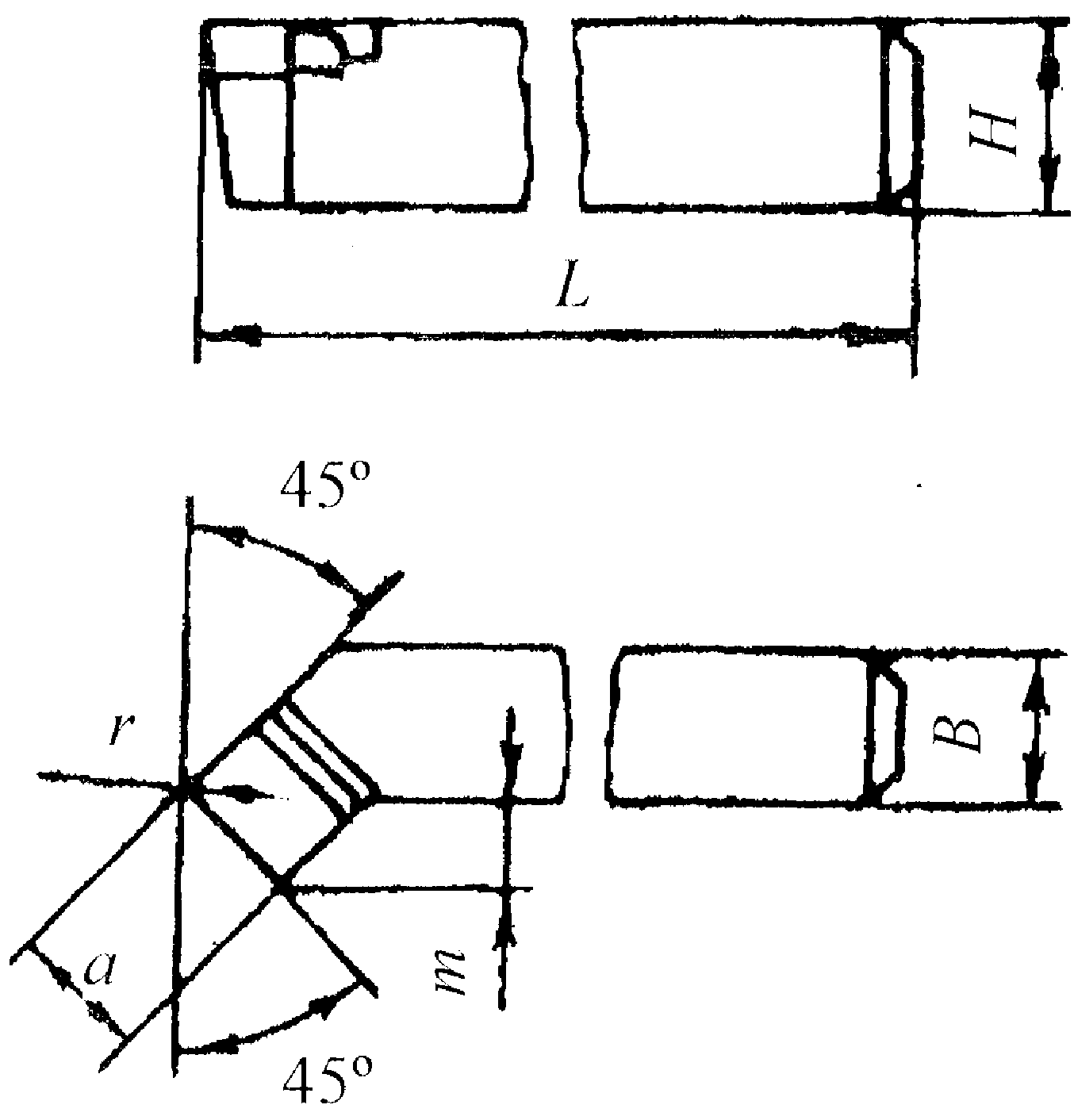
Токарные проходные отогнутые резцы (правые и левые). Размеры, мм
-
Резцы
|
H
|
B
|
L
|
т
|
а
|
r
|
С пластинами из быстрорежущей стали (по ГОСТ 18868-73)
|
|
16
|
10
|
100
|
6
|
10
|
0,5
|
20
|
12
|
120
|
7
|
12
|
1
|
25
|
16
|
140
|
8
|
16
|
1
|
С пластинами из твердого сплава
|
|
16
|
10
|
100
|
8
|
8
|
0,5
|
16
|
12
|
100
|
7
|
10
|
1
|
20
|
12
|
120
|
7
|
10
|
1
|
20
|
16
|
120
|
8
|
14
|
1
|
25
|
16
|
140
|
8
|
14
|
1
|
25
|
20
|
140
|
10
|
18
|
1,5
|
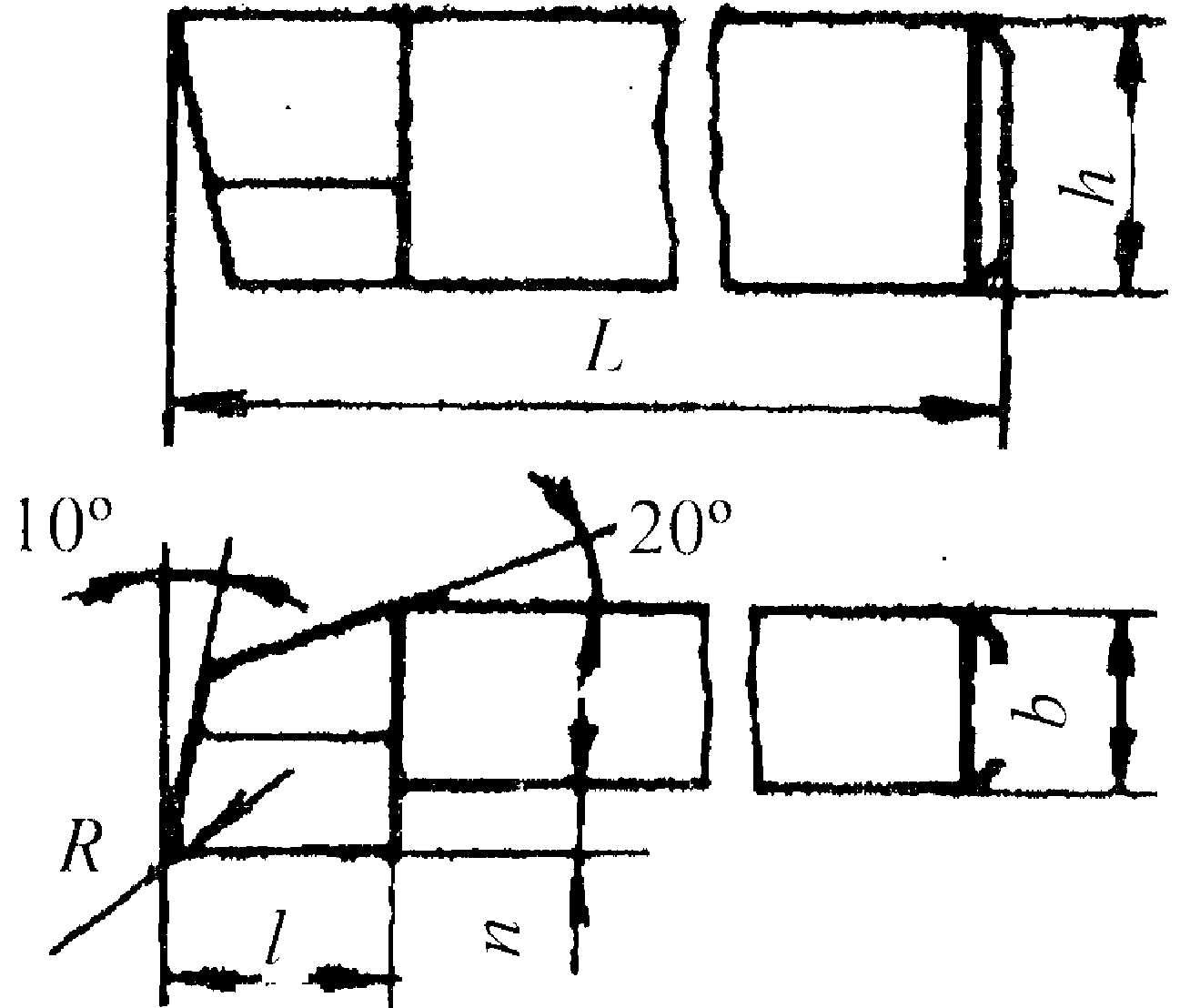
Таблица П.2.2
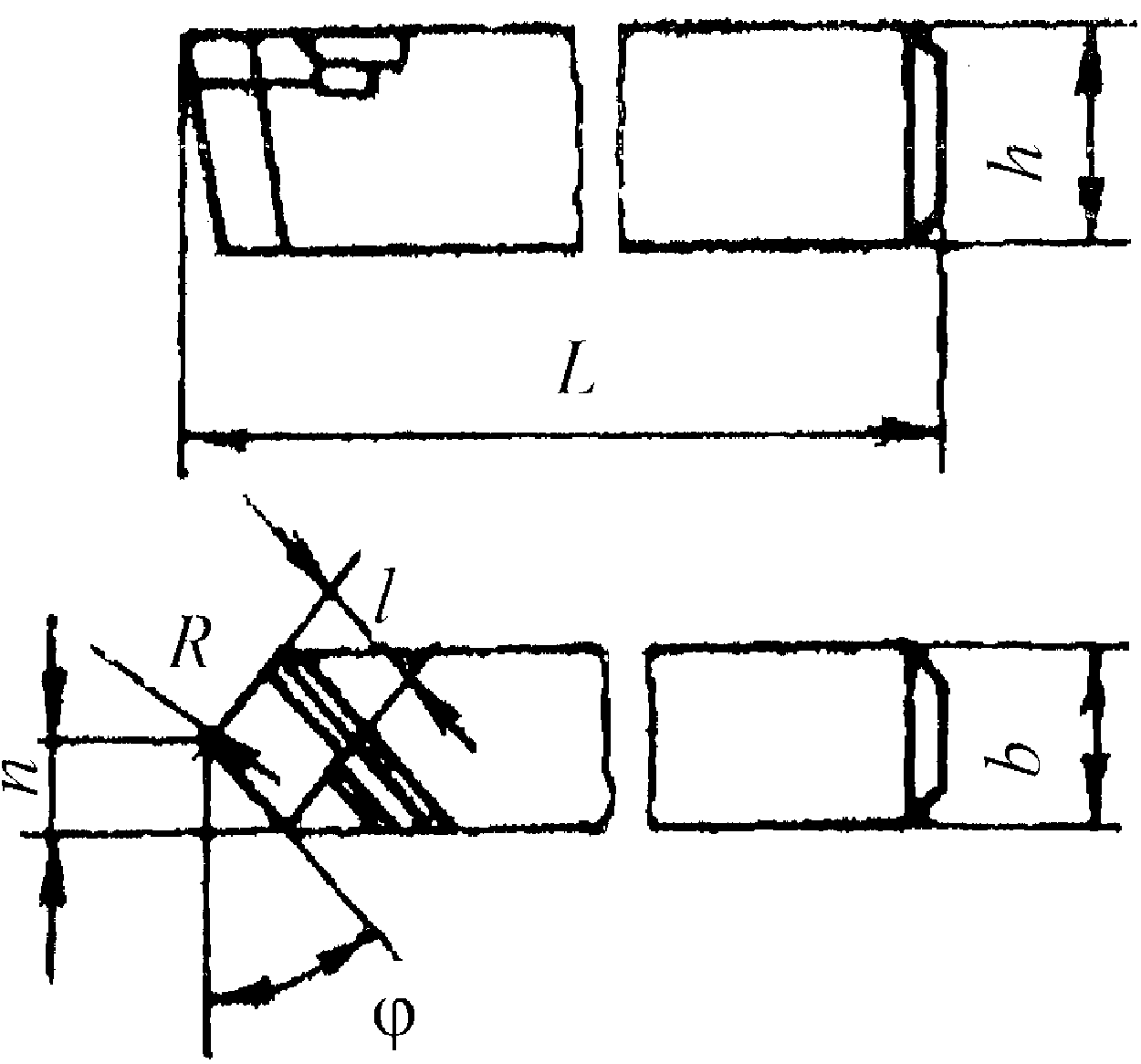
Токарные проходные прямые резцы (правые и левые). Размеры, мм
Резцы
|
h
|
b
|
L
|
п
|
п1
|
l
|
R
|
φ=45º
|
φ=60º
|
φ=45º
|
φ=60º
|
С пластинами из твердого сплава (по ГОСТ 18878-73)
|
|
16
|
10
|
100
|
6
|
4,5
|
5
|
4
|
8
|
0,5
|
20
|
12
|
120
|
7
|
6
|
5,5
|
5,5
|
10
|
1
|
20
|
16
|
120
|
9
|
7
|
8
|
6,5
|
12
|
1
|
25
|
16
|
140
|
9
|
7
|
8
|
6,5
|
12
|
1
|
|
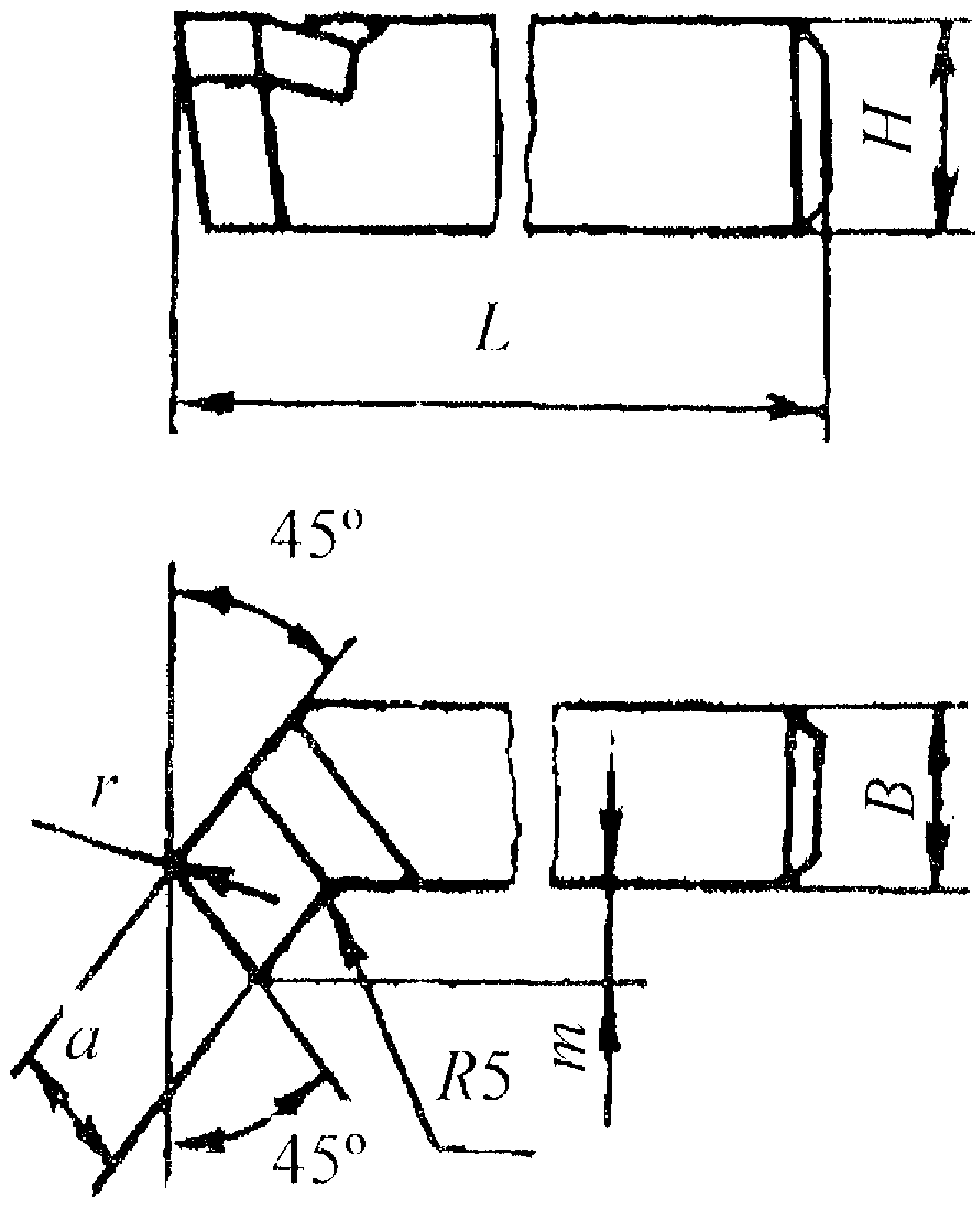
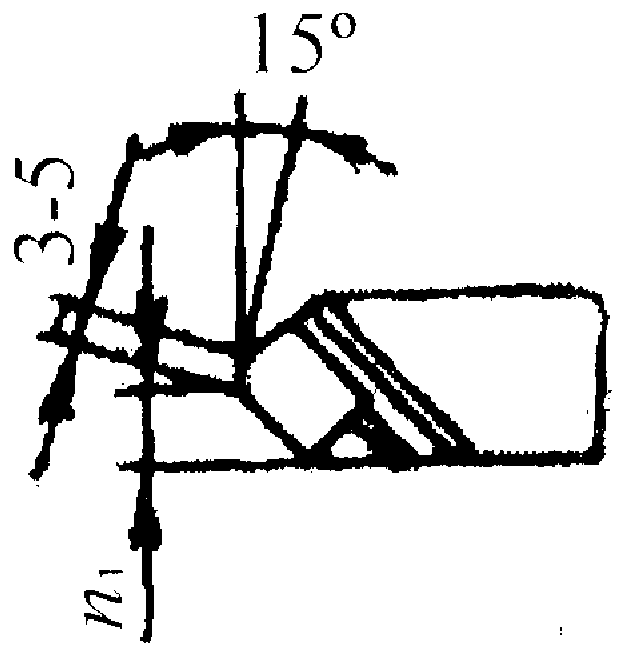
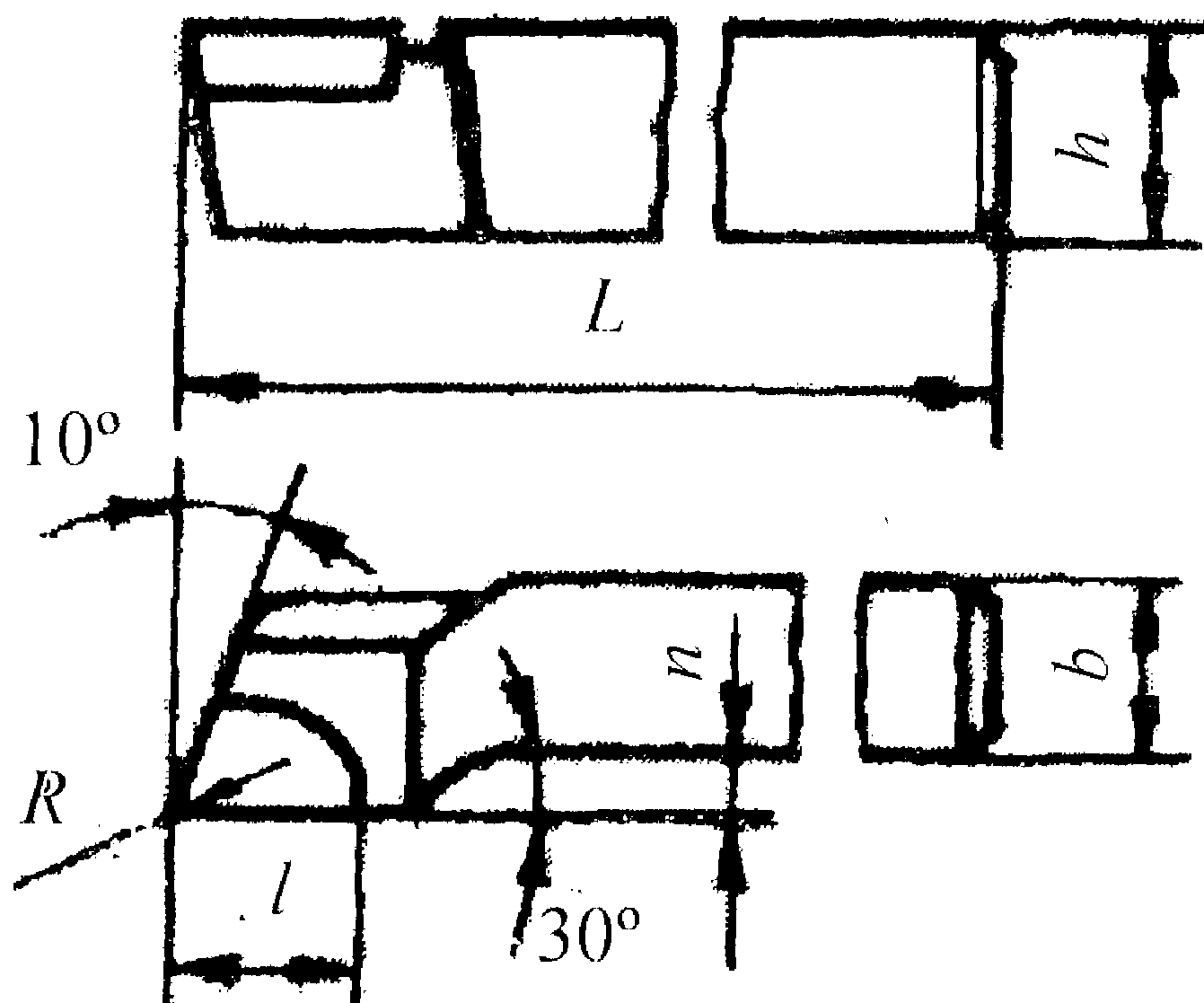
Таблица П.2.3
Токарные проходные упорные отогнутые резцы с углом в плане 90°
(правые и левые). Размеры, мм
-
Резцы
|
h
|
b
|
L
|
п
|
l
|
R
|
С пластинами из быстрорежущей стали (по ГОСТ 18870-73)
|
|
16
|
10
|
100
|
4
|
12
|
16
|
20
|
12
|
120
|
5
|
16
|
20
|
25
|
16
|
140
|
|
20
|
25
|
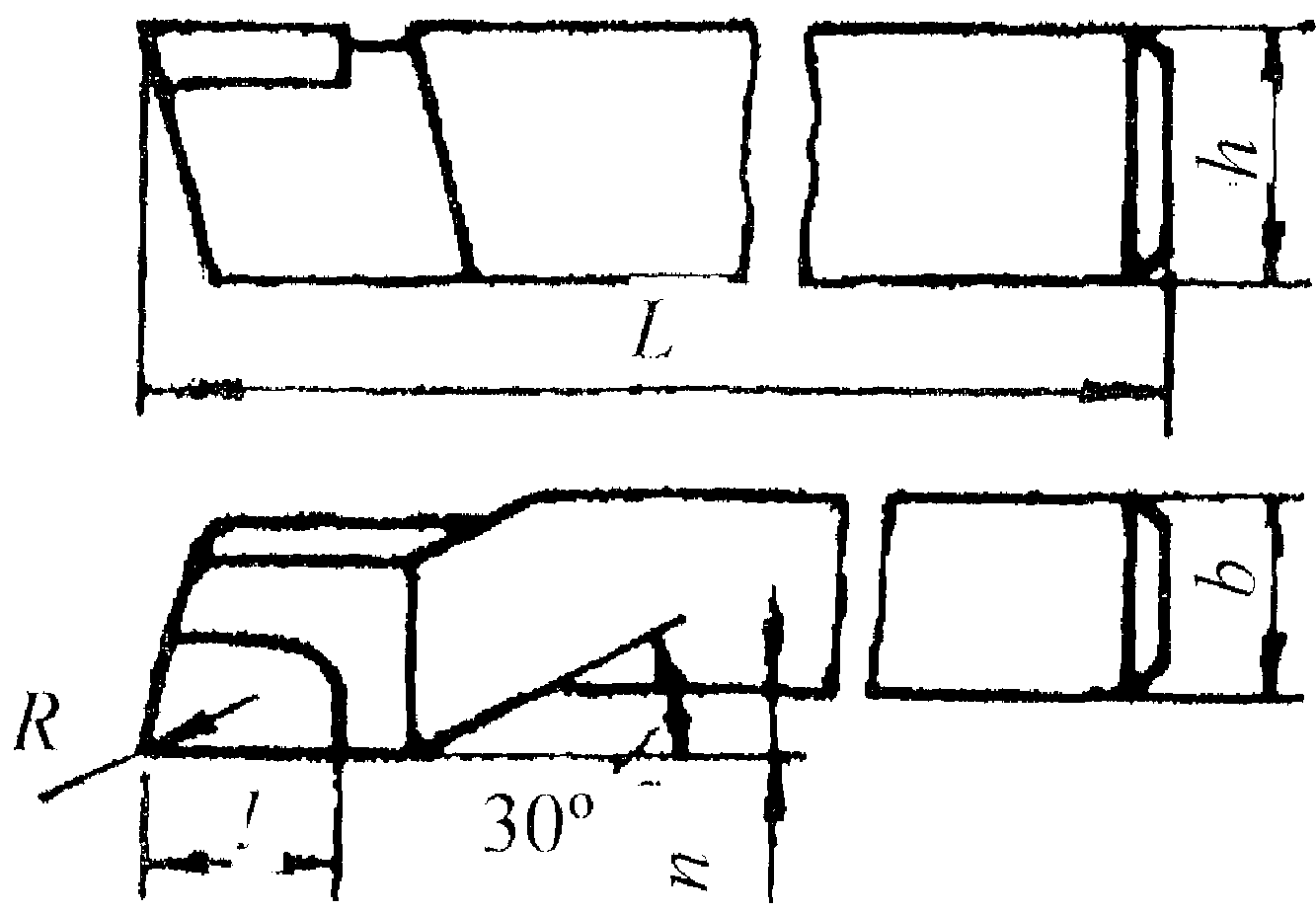
Продолжение табл. П.2.3
-
Резцы
|
h
|
b
|
L
|
п
|
l
|
R
|
С пластинами из твердого сплава (по ГОСТ 18879-73)
|
|
16
|
10
|
100
|
4
|
10
|
16
|
16
|
12
|
100
|
5
|
12
|
16
|
20
|
16
|
120
|
6
|
16
|
20
|
25
|
16
|
140
|
7
|
16
|
25
|
25
|
20
|
140
|
8
|
20
|
25
|
С пластинами из твердого сплава,
с углом врезки пластины в стержень 0º (по ГОСТ 18879-73)
|
|
16
|
10
|
100
|
4
|
10
|
16
|
16
|
12
|
100
|
5
|
12
|
16
|
20
|
16
|
120
|
6
|
16
|
20
|
25
|
16
|
140
|
7
|
16
|
25
|
25
|
20
|
140
|
8
|
20
|
25
|
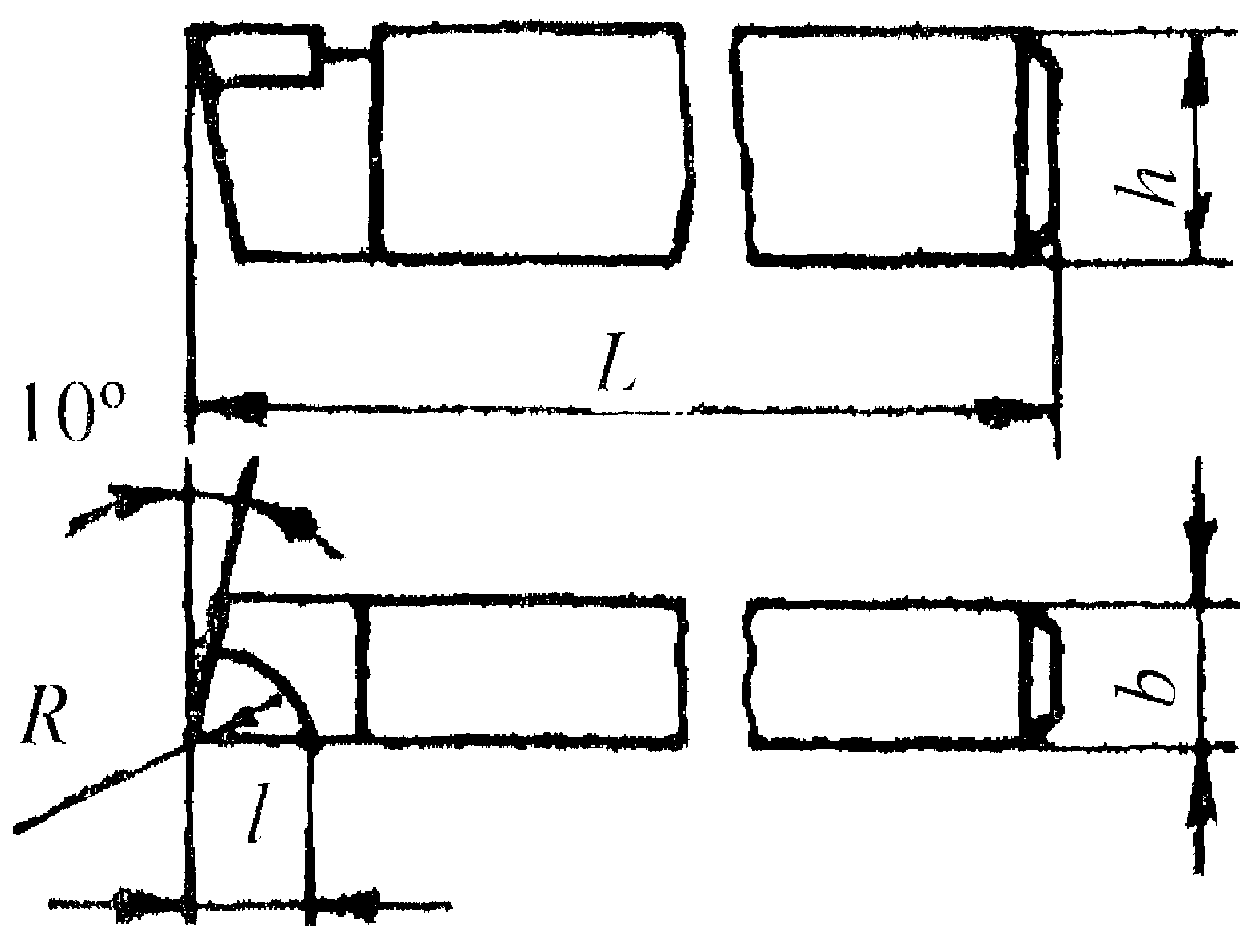
Таблица П.2.4
Проходные упорные прямые резцы с пластинами из твердого сплава
с углом в плане 90° (по ГОСТ 18879-73). Размеры, мм
-
Резцы
|
h
|
b
|
L
|
l
|
R
|
|
20
|
12
|
100
|
12
|
1
|
25
|
16
|
120
|
15
|
1
| |
 Скачать 18.59 Mb.
Скачать 18.59 Mb.