Проект по модулю
 Скачать 1.27 Mb. Скачать 1.27 Mb.
|

Реверсивный стан холодной прокаткиНазначение механизмаРеверсивный стан имеет в своем составе одну клеть. Прокатка металла производится в несколько пропусков при изменении направления вращения рабочих валков после каждого пропуска (рис. 20). Стан после каждого пропуска останавливается; положение верхнего рабочего валка изменяется, после чего прокатка производится в противоположном направлении с заданной скоростью V. С обеих сторон стана предусматривается применение наматывающих устройств. В одном направлении наматывающее устройство 3наматывает металл на барабан (режим моталки), а второе 4– разматывает установленный на него рулон (режим разматывателя). При изменении направления прокатки роли устройств меняются. 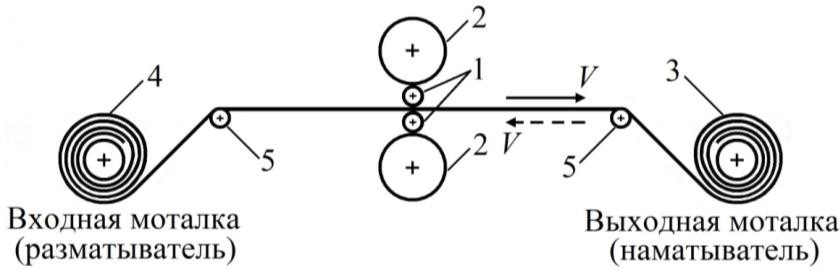 Рис. 20. Схема прокатки металла на реверсивном стане холодной прокатки: 1– рабочие валки; 2– опорные валки; 3, 4– наматывающие (разматывающие) устройства; 5– поддерживающие ролики Рулон, предназначенный для прокатки на реверсивном стане, устанавливается в разматыватель. Передний конец полосы пропускается на низкой (заправочной) скорости через клеть и закрепляется на барабане выходной моталки. После этого устанавливается заданное положение верхнего валка, соответствующее сравнительно небольшому обжатию, и стан разгоняется до полной рабочей скорости. В конце такой перемотки (первого пропуска) стан останавливается, и задний конец полосы надежно закрепляется на входной моталке. Верхний валок устанавливается в положение, соответствующее обжатию во 2-м пропуске. Стан разгоняется в обратном направлении. Процесс повторяется в соответствии с программой прокатки (количеством пропусков). По окончании прокатки верхний валок поднимается, чтобы пропустить через валки непрокатанный конец полосы. После этого задний конец полосы освобождается, и полоса проходит через валки без обжатий. В дальнейшем непрокатанные концы полосы обрезаются. Металл в ходе прокатки не покидает рабочую клеть. Кинематическая схема механизма представлена на рис. 21. На рис. 21 показаны кинематические цепи стана. 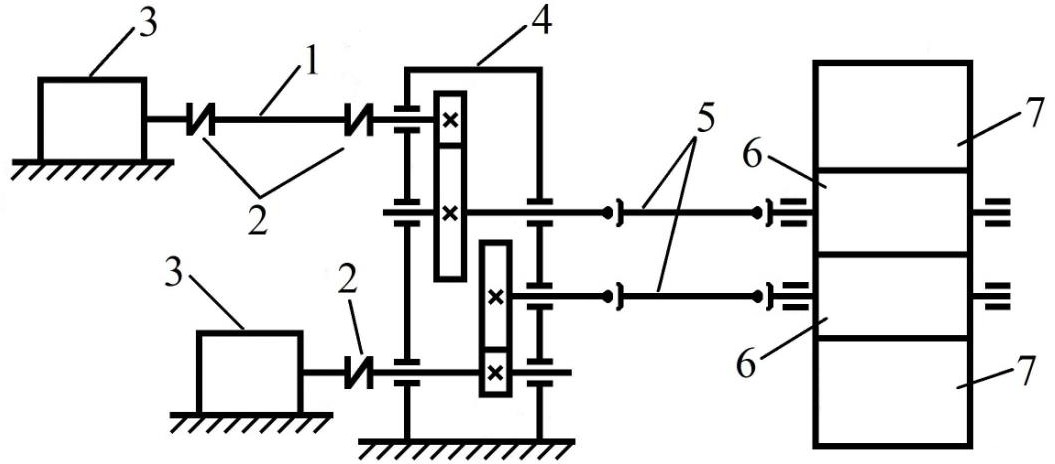 Рис. 21. Кинематическая схема электропривода реверсивного стана холодной прокатки: 1 – удлинительный вал; 2 – муфты; 3 – электродвигатели валков; 4 – комбинированный редуктор; 5– универсальные шпиндели; 6 – рабочие валки; 7 – опорные валки |