|
|
РАСЧЕТ КАЛИБРОВ ДЛЯ КОНТРОЛЯ ВАЛОВ. Расчет предельных и исполнительных размеров калибров и выбор универсальных измерительных средств
Обозначения на чертежах
Отклонения формы и расположения поверхностей возникают в процессе обработки деталей из-за неточности и деформации станка, инструмента, приспособлений, неравномерности припуска на обработку, неоднородности материала, деформации заготовки. Для каждого вида допуска формы и расположения установлен определенный знак (таблица 7).
Таблица 7 – Условные обозначения допусков формы и расположения на чертежах
Допуск формы
|
Допуск взаимного расположения
|
Допуск прямолинейности
|

|
Допуск перпендикулярности
|

|
Допуск радиального или торцового биения
|

|
Допуск плоскостности
|

|
Допуск параллельности
|

|
Допуск профиля продольного сечения
|

|
Допуск наклона
|

|
Допуск симметричности
|

|
Допуск цилиндричности
|

|
Допуск соосности
|

|
Позиционный допуск
|

|
Допуск круглости
|

|
Допуск пересечения осей
|

|
На чертеже допуски формы и расположения указываются в рамке, которая разделена на две или три части и соединяется с рассматриваемой поверхностью линией со стрелкой. Базы обозначаются зачерненным равносторонним треугольником.
Одним из качеств поверхности является шероховатость, которая оказывает влияние на работу соединения (твердость, износостойкость, контактная жесткость и другие).
Шероховатость поверхности – совокупность неровностей с относительно малыми шагами, образующими рельеф детали и расположенными в пределах базовой длины.
ГОСТ 2.309-73 устанавливает шесть параметров шероховатости поверхности, правила простановки шероховатости на чертежах деталей. К параметрам шероховатости относятся:
Ra – среднее арифметическое отклонение профиля;
Rz – высота неровностей по 10 точкам;
Rmax – расстояние между линией выступов и линией впадин профиля (через самую высокую и самую низкую точки);
Sm – средний шаг неровностей профиля;
S – средний шаг местных выступов профиля – среднее значение шага местных выступов профиля в пределах базовой длины;
tp – относительная опорная длина профиля – отношение опорной длины к базовой длине.
Примеры простановки допусков формы и взаимного расположения поверхностей и шероховатости поверхности приведены на рисунке 19.
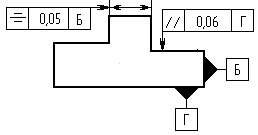 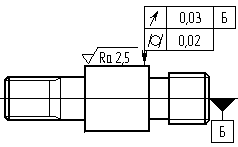
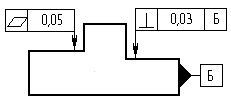 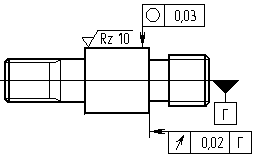
Рисунок 19 – Примеры простановки допусков формы и взаимного расположения поверхностей
Допуски формы и расположения не должны превышать допуски на соответствующий размер. Если допуск формы и расположения равен допуску на размер, то он на чертеже не указывается.
Задача. Вычертить эскизы деталей, представленных на рисунке 20 без указания буквенных обозначений поверхностей. Указать на эскизах следующие допуски и параметры шероховатости, используя данные таблицы 8.
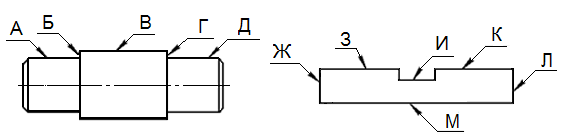
Рисунок 20 – Эскизы деталей
Таблица 8 – Исходные данные к задаче 10
Номер варианта
|
Допуски и параметры шероховатости
|
1
|
2
|
1
|
Допуск радиального биения поверхности В относительно оси детали (Т = 0,1 мм). Допуск круглости поверхности В (Т = 0,2 мм). Допуск перпендикулярности поверхности Л относительно поверхности М (Т = 0,3 мм).
|
Продолжение таблицы 8
|
1
|
2
|
1
|
Шероховатость поверхности К (среднее арифметическое отклонение профиля составляет 6,3 мкм)
|
2
|
Допуск круглости поверхности Д (Т = 0,01 мм). Допуск симметричности паза И относительно поверхностей Л и Ж (Т = 0,1 мм). Допуск параллельности поверхности К относительно поверхности М (Т = 0,2 мм). Шероховатость поверхности З (высота неровностей по 10 точкам составляет 12 мкм)
|
3
|
1 Допуск радиального биения поверхности В относительно оси детали (Т = 0,1 мм). Допуск круглости поверхности Д (Т = 0,2 мм). Допуск перпендикулярности поверхности Л относительно поверхности М (Т = 0,3 мм). Шероховатость поверхности К (среднее арифметическое отклонение профиля составляет 6,3 мкм)
|
4
|
Отклонение от цилиндричности поверхности В (Т = 0,03 мм). Радиальное биение поверхности А относительно В (Т = 0,02 мм). 3 Отклонение от симметричности поверхности И относительно поверхности Л (Т = 0,1 мм). 4 Шероховатость поверхности К (среднее арифметическое отклонение профиля составляет 2,5 мкм)
|
5
|
1 Допуск цилиндричности поверхности А (Т = 0,05 мм). Допуск параллельности поверхности 3 относительно поверхности И (Т = 0,1 мм). Допуск плоскостности поверхности М (Т = 0,2 мм). Шероховатость поверхности К (высота неровностей по 10 точкам составляет 20 мкм)
|
6
|
Отклонение от круглости поверхности А (Т = 0,4 мм). Торцевое биение поверхности Б относительно поверхности В (Т = 0,1 мм). Отклонение от плоскости поверхности И (Т = 0,1 мм). Шероховатость поверхности Д (высота неровностей по 10 точкам составляет 5 мкм)
|
7
|
Допуск круглости поверхности Д (Т = 0,01 мм). Допуск симметричности паза И относительно поверхностей Л и Ж (Т = 0,2 мм). Допуск параллельности поверхности К относительно поверхности М (Т = 0,1 мм). Шероховатость поверхности И (высота неровностей по 10 точкам составляет 12 мкм)
|
8
|
Допуск радиального биения поверхности А относительно оси поверхности В (Т = 0,2 мм). Допуск круглости поверхности Д (Т = 0,1 мм). Допуск перпендикулярности поверхности Ж относительно поверхности М (Т = 0,25 мм). Шероховатость поверхности З (среднее арифметическое отклонение профиля составляет 0,32 мкм)
|
9
|
Отклонение от цилиндричности поверхности А (Т = 0,01 мм). Радиальное биение поверхности Д относительно поверхности В (Т = 0,02 мм). Отклонение от симметричности поверхности И относительно поверхности Ж (Т = 0,2 мм). Шероховатость поверхности З (среднее арифметическое отклонение профиля составляет 0,63 мкм)
|
10
|
Допуск цилиндричности поверхности В (Т = 0,05 мм). Допуск параллельности поверхности И относительно поверхности З (Т = 0,1 мм). Допуск плоскостности поверхности М (Т = 0,2 мм). Шероховатость поверхности К (высота неровностей по 10 точкам составляет 40 мкм)
|
Продолжение таблицы 8
1
|
2
|
11
|
Отклонение от круглости поверхности Д (Т = 0,2 мм). Торцевое биение поверхности Г относительно поверхности В (Т = 0,5 мм). Отклонение от плоскостности поверхности З (Т = 0,2 мм). Шероховатость поверхности А (высота неровностей по 10 точкам составляет 12,5 мкм)
|
12
|
Допуск круглости поверхности А (Т = 0,1 мм). Допуск симметричности паза И относительно поверхностей Л и Ж (Т = 0,3 мм). Допуск торцевого биения поверхности Г относительно оси детали (Т = 0,05 мм). Шероховатость поверхности З (высота неровностей по 10 точкам составляет 40 мкм)
|
13
|
Отклонение от цилиндричности поверхности В (Т = 0,02 мм). Радиальное биение поверхности А относительно поверхности В (Т = 0,04 мм). Отклонение от симметричности поверхности И относительно поверхности Л (Т = 0,3 мм). Шероховатость поверхности К (среднее арифметическое отклонение профиля составляет 1,25 мкм)
|
14
|
Допуск цилиндричности поверхности В (Т = 0,05 мм). Допуск параллельности поверхности К относительно поверхности М (Т = 0,25 мм). Допуск плоскостности поверхности К (Т = 0,3 мм). Шероховатость поверхности А (высота неровностей по 10 точкам составляет 20 мкм)
|
15
|
Отклонение от цилиндричности поверхности Д (Т = 0,01 мм). Радиальное биение поверхности Д относительно поверхности В (Т = 0,05 мм). Отклонение от симметричности поверхности И относительно поверхности Ж (Т = 0,1 мм). Шероховатость поверхности В (среднее арифметическое отклонение профиля составляет 1,25 мкм)
|
16
|
Отклонение от круглости поверхности Д (Т = 0,2 мм). Торцевое биение поверхности Г относительно поверхности В (Т = 0,2 мм). Отклонение от плоскостности поверхности З (Т = 0,2 мм). Шероховатость поверхности А (высота неровностей по 10 точкам составляет 10 мкм)
|
Список литературы
1 Палей, М. А. Допуски и посадки: справочник в 2 ч. / М. А. Палей. – 8-е изд., перераб. и доп. – Санкт-Петербург. : Политехника, 2001. – Ч. 1. – 576 с.
2 Палей, М. А. Допуски и посадки: справочник в 2 ч. / М. А. Палей. – 8-е изд., перераб. и доп. – Санкт-Петербург. : Политехника, 2001. – Ч. 2. – 608 с.
3 ГОСТ 2.403-75. Правила выполнения чертежей цилиндрических зубчатых колес. – Москва. : Изд-во стандартов, 1982. – 11 с.
4 ГОСТ 1643-81. Передачи зубчатые цилиндрические. Допуски. – М Москва. : Изд-во стандартов, 1981. – 65 с.
5 ГОСТ 3325-85. Подшипники качения. Поля допусков и технические требования к посадочным поверхностям валов и корпусов. Посадки. – Москва. : Изд-во стандартов, 1985. – 21 с.
Приложение А
(справочное)
Таблица А.1 – Допуски и отклонения калибров для размеров до 500 мм (ГОСТ 24853-81)
Квалитет
|
Обозначение
допусков
|
Интервал размеров, мм
|
До 3
|
Св.3 до 6
|
Св. 6 до 10
|
Св. 10 до 18
|
Св.18 до 30
|
Св. 30 до 50
|
Св. 50 до 80
|
Св. 80 до 120
|
Св. 120 до 180
|
Св. 180 до 250
|
Св. 250 до 315
|
Св. 315 до 400
|
Св. 400 до 500
|
Размер и допуски калибров, мкм
|
6
|
z
|
1
|
1,5
|
1,5
|
2
|
2
|
2,5
|
2,5
|
3
|
4
|
5
|
6
|
7
|
8
|
y
|
1
|
1
|
1
|
1,5
|
1,5
|
2
|
2
|
3
|
3
|
4
|
5
|
6
|
7
|
а, а1
|
0
|
0
|
0
|
0
|
0
|
0
|
0
|
0
|
0
|
2
|
3
|
4
|
5
|
z1
|
1,5
|
2
|
2
|
2,5
|
3
|
3,5
|
4
|
5
|
6
|
7
|
8
|
10
|
11
|
y1
|
1,5
|
1,5
|
1,5
|
2
|
3
|
3
|
3
|
4
|
4
|
5
|
6
|
6
|
7
|
Н, Нs
|
1,2
|
1,5
|
1,5
|
2
|
2,5
|
2,5
|
3
|
4
|
5
|
7
|
8
|
9
|
10
|
H1
|
2
|
2,5
|
2,5
|
3
|
4
|
4
|
5
|
6
|
8
|
10
|
12
|
13
|
15
|
Hр
|
0,8
|
1
|
1
|
1,2
|
1,5
|
1,5
|
2
|
2,5
|
3,5
|
4,5
|
6
|
7
|
8
|
7
|
z, z1
|
1,5
|
2
|
2
|
2,5
|
3
|
3,5
|
4
|
5
|
6
|
7
|
8
|
10
|
11
|
y, y1
|
1,5
|
1,5
|
1,5
|
2
|
3
|
3
|
3
|
4
|
4
|
6
|
7
|
8
|
9
|
а, а1
|
0
|
0
|
0
|
0
|
0
|
0
|
0
|
0
|
0
|
3
|
4
|
6
|
7
|
Н, Н1
|
2
|
2,5
|
2,5
|
3
|
4
|
4
|
5
|
6
|
8
|
10
|
12
|
13
|
15
|
Нs
|
–
|
–
|
1,5
|
2
|
2,5
|
2,5
|
3
|
4
|
5
|
7
|
8
|
9
|
10
|
Нр
|
0,8
|
1
|
1
|
1,2
|
1,5
|
1,5
|
2
|
2,5
|
3,5
|
4,5
|
6
|
7
|
8
|
8
|
z, z1
|
2
|
3
|
3
|
4
|
5
|
6
|
7
|
8
|
9
|
12
|
14
|
16
|
18
|
y, y1
|
3
|
3
|
3
|
4
|
4
|
5
|
5
|
6
|
6
|
7
|
9
|
9
|
11
|
а, а1
|
0
|
0
|
0
|
0
|
0
|
0
|
0
|
0
|
0
|
4
|
6
|
7
|
9
|
Н
|
2
|
2,5
|
2,5
|
3
|
4
|
4
|
5
|
6
|
8
|
10
|
12
|
13
|
15
|
Н1
|
3
|
4
|
4
|
5
|
6
|
7
|
8
|
10
|
12
|
14
|
16
|
18
|
20
|
Нр
|
1,2
|
1,5
|
1,5
|
2
|
2,5
|
2,5
|
3
|
4
|
5
|
7
|
8
|
9
|
10
|
9
|
z, z1
|
5
|
6
|
7
|
8
|
9
|
11
|
13
|
15
|
18
|
21
|
24
|
28
|
32
|
y, y1
|
0
|
0
|
0
|
0
|
0
|
0
|
0
|
0
|
0
|
0
|
0
|
0
|
0
|
а, а1
|
0
|
0
|
0
|
0
|
0
|
0
|
0
|
0
|
0
|
4
|
6
|
7
|
9
|
Н
|
2
|
2,5
|
2,5
|
3
|
4
|
4
|
5
|
6
|
8
|
10
|
12
|
13
|
15
|
Н1
|
3
|
4
|
4
|
5
|
6
|
7
|
8
|
10
|
12
|
14
|
16
|
18
|
20
|
Нр
|
1,2
|
1,5
|
1,5
|
2
|
2,5
|
2,5
|
3
|
4
|
5
|
7
|
8
|
9
|
10
|
Таблица А.2 – Шероховатость рабочих поверхностей калибров
|
|
|
 Скачать 403.33 Kb.
Скачать 403.33 Kb.