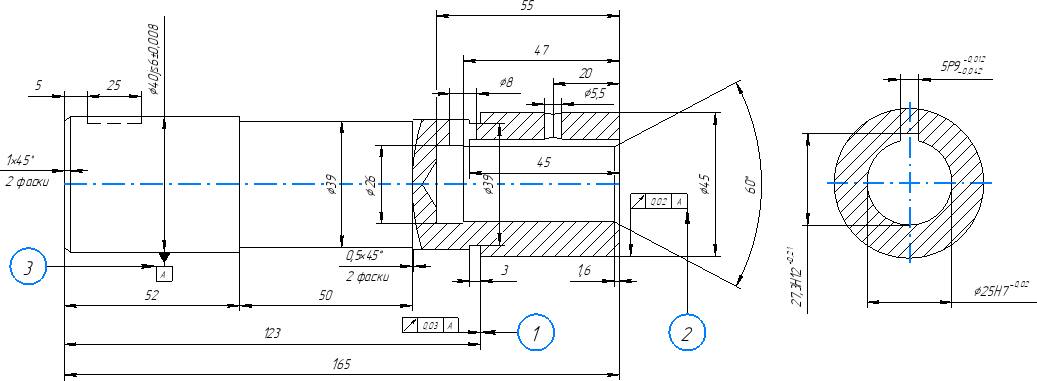
Рисунок 1.4-Анализ точности формы и расположения поверхностей Методы получения допуски формы приведены в таблице 1.3.
Таблица 1.3-Анализ изделия на допуски формы и расположения поверхностей. Их назначение и методы их получения
№
|
Допуск
|
Назначение
|
Метод получения
|
1
|
|
Допуск биения 0,03 мм от базы А
|
Сначала нужно расточить базу А
|
2
|

|
Допуск биения 0,02 мм от базы А
|
Сначала нужно расточить базу А
|
3
|
Допуск овальности и конусообразности базы А 0,008 мм
|
Допуск 0,008 мм базы А
|
Точение проходным резцом
|
Выделение шероховатостей детали представлено на рисунке 1.5.
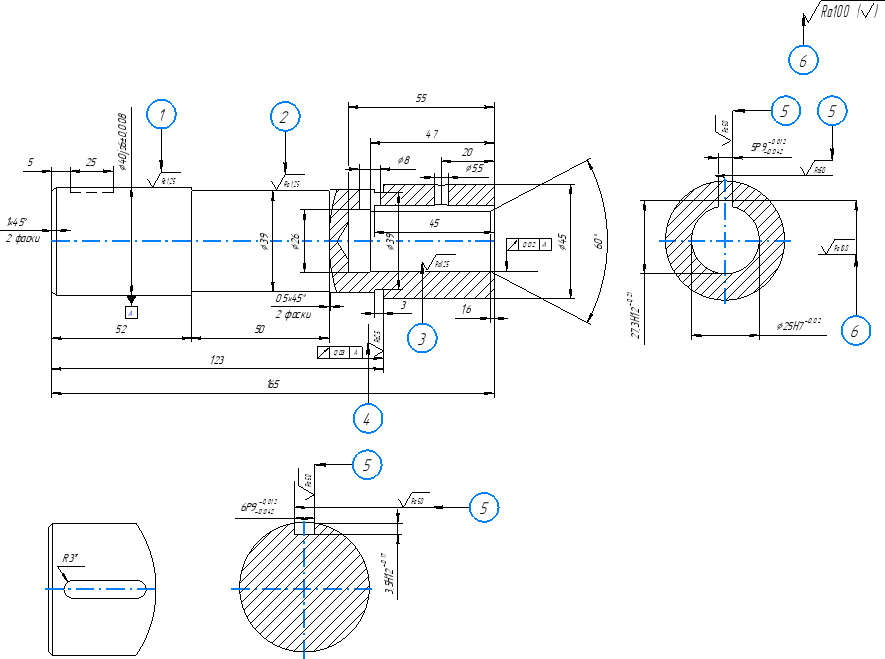
Рисунок 1.5- Выделение шероховатостей
Анализ
Данные о количестве, квалитетах, шероховатости поверхностей проанализированного чертежа детали занесены в таблицу 4.
Таблица 1.4 – Суммы квалитетов и параметров шероховатостей
№
|
Шероховатость
|
Назначение
|
Метод
получения
|
1
|
Поверхности цилиндра
|
Ra- обозначает значение исследуемого профиля с возможным отклонением (среднеарифметическим) и измеряется в мкм
1,25 –параметр
шероховатости
|
Шлифовка шлифовальным кругом
|
2
|
Поверхности проточки
|
Ra- обозначает значение исследуемого профиля с возможным отклонением (среднеарифметическим) и измеряется в мкм
1,25 –параметр
шероховатости
|
Шлифовка шлифовальным кругом
|
3
|
Отверстия
|
Ra- обозначает значение исследуемого профиля с возможным отклонением (среднеарифметическим) и измеряется в мкм
1,25 –параметр
шероховатости
|
Разверткой
|
4
|
Размера 123
|
Ra- обозначает значение исследуемого профиля с возможным отклонением (среднеарифметическим) и измеряется в мкм
2,5 –параметр
шероховатости
|
Точением
|
5
|
Шпоночного паза
|
Ra- обозначает значение исследуемого профиля с возможным отклонением
(среднеарифметическим)
|
Фрезерованием
|
|
|
и измеряется в мкм 5 –параметр шероховатости
|
|
6
|
Всей поверхности
|
Ra- обозначает значение исследуемого профиля с возможным отклонением (среднеарифметическим) и измеряется в мкм
5 –параметр
шероховатости
|
Точением
|
Выбор заготовки
Определение типа производства
Масса детали, кг
|
Тип производства
|
Единичное
|
Мелко-
серийное
|
Средне-
серийное
|
Крупно-
серийное
|
Массовое
|
Годовой выпуск объёма деталей (N), шт
|
1
|
2
|
3
|
4
|
5
|
6
|
< 1,0
|
< 10
|
10…2000
|
2000…75000
|
75000…200000
|
>200000
|
1,0…2,5
|
< 10
|
10…1000
|
1000…50000
|
50000…100000
|
>100000
|
2,5…5,0
|
< 10
|
10…500
|
500…35000
|
35000…75000
|
>75000
|
5,0…10,0
|
< 10
|
10…300
|
300…25000
|
25000…50000
|
>50000
|
> 10,0
|
< 10
|
10…200
|
200…10000
|
10000…25000
|
>25000
|
После расчетов выбрали типа производства-массовое
Название величины
|
Обозначен
ие
|
Ед.
изм.
|
Значен
ие
|
Количество рабочих дней в году
|
d
|
|
247
|
Нормальная продолжительность смены
|
t
|
час
|
8
|
Количество рабочих смен в сутках при
принятом режиме работы
|
n
|
|
1
|
Номинальный фонд времени работы
оборудования в год
|
Фн
|
час
|
1976
|
Коэффициент, учитывающий пребывание
оборудования в ремонте
|
P
|
%
|
3
|
Действительный годовой фонд времени
работы оборудования
|
Фдо
|
час
|
1916,72
|
Программа запуска деталей в производство
|
N
|
шт
|
250000
|
Такт выпуска
|
tв
|
мин/
шт
|
0,46
|
Число операций
|
m
|
|
2
|
Основное время (токарная операция)
|
tо1
|
мин
|
0,5446
|
Штучное время (токараная)
|
tшт1
|
мин
|
0,70798
|
Основное время (фрезерная операция)
|
to2
|
мин
|
0,5253
|
Штучное время (фрезерная операция)
|
tшт2
|
мин
|
0,68289
|
Сумма штучного времени по операциям
|
Stшт
|
мин
|
1,39087
|
Cреднее штучное или штучно-
калькуляционное время
|
tштср
|
мин
|
0,69543
5
|
Коэффициент серийности
|
Kc
|
|
0,66
|
Трудоемкость годового выпуска
|
Tг
|
ч/год
|
5795,29
|
Коэффициент точности обработки
В таблице 1 указаны расчеты квалитета и шероховатости Таблица 1- Расчет квалитета и шероховатости
Наименование
поверхности
|
Количество
поверхностей
|
Квалитет
|
Параметр
шероховатости
|
Диаметральные
|
Ø40 js6
|
1
|
6
|
1,25
|
Ø39 H14
|
1
|
14
|
1,25
|
Ø26 H14
|
1
|
14
|
1,25
|
Ø8 H14
|
1
|
14
|
10,00
|
Ø5,5 H14
|
1
|
14
|
10,00
|
Ø45 H14
|
1
|
14
|
10,00
|
Ø25 H7
|
1
|
14
|
10,00
|
Линейные
|
5 H14
|
1
|
14
|
10,00
|
25 H14
|
1
|
14
|
10,00
|
52 H14
|
1
|
14
|
10,00
|
55 H14
|
1
|
14
|
10,00
|
47 H14
|
1
|
14
|
10,00
|
20 H14
|
1
|
14
|
10,00
|
45 H14
|
1
|
14
|
10,00
|
3 H14
|
1
|
14
|
2,5
|
123 H14
|
1
|
14
|
10,00
|
165 H14
|
1
|
14
|
10,00
|
27,3 H12
|
1
|
12
|
5,0
|
5 P9
|
1
|
9
|
5,0
|
3,5 H12
|
1
|
12
|
5,0
|
6 P9
|
1
|
9
|
5,0
|
Фаски
|
1х45º H14
|
1
|
14
|
10,00
|
0.5x45º h14
|
1
|
14
|
10,00
|
1,6x60º H14
|
1
|
14
|
10,00
|
Радиусы
|
R3
|
1
|
|
10,00
|
Итого:
|
26
|
342
|
206,25
|
Коэффициент точности обработки определяется по следующей формуле (1):
Ktı
= 1 − (1 , (1)
)
Acp
где: cp – средний квалитет точности.
Для нахождения среднего квалитета точности следует воспользоваться формулой (2):
Acp
= A1*𝑛1+𝐴2*𝑛2+...+𝐴j*𝑛j, (2)
Qэ
где А – это квалитет точности, n – это количество поверхностей, соответствующих данному квалитету.
Подставляем значения из таблицы 4, получаем:
Acp
= 342 = 13,1.
|
 Скачать 3.36 Mb.
Скачать 3.36 Mb.