пример КР-2. Разработка автоматизированного участка для детали вал
 Скачать 3.36 Mb. Скачать 3.36 Mb.
|

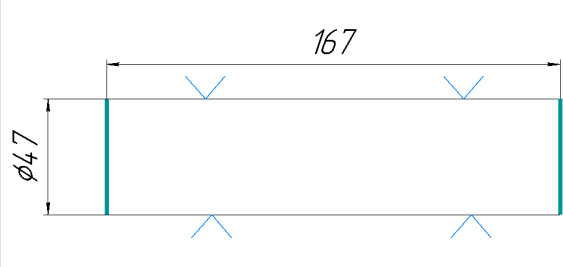
 26 26Следовательно, подставив значение Acp в формулу 1,получим: 1  𝐾tı = 1 − (13,1) = 0,9. 𝐾tı = 1 − (13,1) = 0,9.Вычисленный коэффициент равен 0,9, то есть Ktı 0,875, следовательно, деталь по этому показателю является технологичной. Коэффициент шероховатости поверхности Коэффициент точности обработки определяется по следующей формуле (3): 𝐾 =1, (3) cp где cp – средняя шероховатость поверхностей. Находим среднюю шероховатость, подставляя значения из таблицы 1: cp = 206,25 = 7,9.  26 26Следовательно, подставив значение cp в формулу 3, получим: 1  𝐾 = 7,9 = 0,1 . 𝐾 = 7,9 = 0,1 .Вычисленный коэффициент равен 0,11, то есть 𝐾 < 0,32, следовательно, деталь по этому показателю является технологичной. Выбор типа изготовления заготовки Заготовкой в машиностроении (производстве) называют предмет производства, из которого путём дальнейшей обработки будет получена деталь или неразъёмная сборочная единица. Отливка – заготовка, получаемая заполнением расплавляемым материалом литейной формы. Как правило, не позволяет получить самые высокие прочностные показатели, но способ дёшев, быстр и универсален (не все материалы куются). Поковка – заготовка из деформируемого при нагреве (чаще всего) материала, такого как сталь. Обработку ведут на горизонтально-ковочных машинах (ГКМ). Позволяет получить высокие прочностные и пластические свойства. Штамповка – заготовка, получающаяся в штампе (матрице), обычно состоящей из двух частей. Истекающий из матрицы материал образует так называемый облой, который отрезают при дальнейшей обработке. Позволяет получить высокую прочность и вязкость, сохранить волокна металла не перерезанными (изготовление коленчатых валов). Холодная листовая штамповка – штамповка заготовок корпусных элементов толщиной до 8 мм. Позволяет значительно упрочнить материал, если применяется двухфазная ферритно-мартенситная сталь. Горячая листовая штамповка – штамповка заготовок корпусных элементов более 8 мм. Экономичная альтернатива литью (бесшовные, сварные трубы). Точная вырубка – получение заготовки вырубанием из листового материала. Детали плоской формы (звёздочки велосипедов, кожухи, обтекатели). Материал — обычно, сталь. Прессование – придание необходимой формы материалу путём выдавливания его через фильеру в форму. Заготовка из металла получает высокую прочность, обусловленную деформационным упрочнением (заклёпки, шпильки). Заготовки из проката из сортового круглого горячекатаного проката получают оптимальные заготовки для изготовления ступенчатых валов с небольшим перепадом диаметров, осей, ходовых винтов, штоков и других подобных деталей протяжённой цилиндрической формы при любых типах производства. Для разработки технологического процесса изготовления необходимо выбрать заготовку. На выходе у нас должна получиться деталь типа вал, выполненная из стали 45 ГОСТ 1050-86. Исходя из описания типов и способов получения заготовок был выбран прокат – оптимально для вала с небольшим перепадом диаметров. Назначение припусков Припуском на обработку называется толщина слоя материала, удаляемая с поверхности заготовки для устранения дефектов от предыдущей обработки. Общим припуском на обработку называется толщина слоя, удаляемая с рассматриваемой поверхности исходной заготовки в процессе выполнения технологического процесса с целью получения готовой детали. Припуск назначается в целях обеспечения точности действительных размеров, а также заданного качества поверхностного слоя обработанной детали. Назначение недостаточно больших припусков не обеспечивает удаления дефектных слоев материала и достижения требуемой точности и шероховатости обрабатываемых поверхностей, а также вызывает повышение требований к точности исходных заготовок и приводит к их удорожанию, затрудняет разметку и выверку положения заготовок на станках при обработке по методу пробных ходов и увеличивает опасность появления брака. Назначение припусков на обработку поверхностей будем производить табличным методом. Исходя из табличных значений определим припуск нашей заготовки — при размере детали 165 мм возьмем по 0,5 мм с каждой стороны, припуск на точение по длине составит 4 мм. По эскизу детали видим, наибольший диаметр составляет 45 мм, возьмем так же по 0,5 мм насторону. В итоге получаем заготовку с габаритными размерами 46 x 166 мм. Коэффициент использования материала Для определения нормы расхода материала необходимо определить массу заготовки. Массу заготовки рассчитывают исходя из его объема и плотности материала. Необходимо стремиться к тому, чтобы форма и размеры заготовки были близки к форме и размерам готовой детали, что уменьшает трудоемкость механической обработки, сокращает расход материала, режущего инструмента, электроэнергии и т.д. Массу заготовки рассчитывают по формуле: Kиm = 𝑚, 𝑚з где – масса детали по чертежу, кг; з – масса заготовки, кг. Масса детали по чертежу известна, она составляет = 1,483 кг. Масса заготовки:2,61 кг Следовательно, подставив значение з = 4,3 . в формулу 4, получим: Kиm = 1,483 = 0,68. (4)  2,61 2,61Чертеж заготовки Помимо рабочего чертежа детали, необходимо также для проектирования механической обработки иметь и рабочий чертеж заготовки. Таковой необходим прежде всего для того; чтобы иметь все припуски на обработку (чтобы было их легко видеть, обычно, внутри контура заготовки дается контур готовой детали и проставляются размеры припусков па обработку). Кроме того, этот чертеж позволяет установить, каким образом возможно и удобно закрепить данную деталь при обработке; очень часто дает указание о том, как удобнее начать обработку детали (здесь важны не только размеры припусков, по и расположение заусенца, расположение конических поверхностей для выемки из штампа — «уклоны» у поковок, а также расположение литника, выпора и плоскостей стыка форм — у отливок и т. д.). Заготовка типа круг имеет размеры 166 мм в длину на диаметр ∅46 мм. Чертеж заготовки представлен ниже на рисунке 1.6. 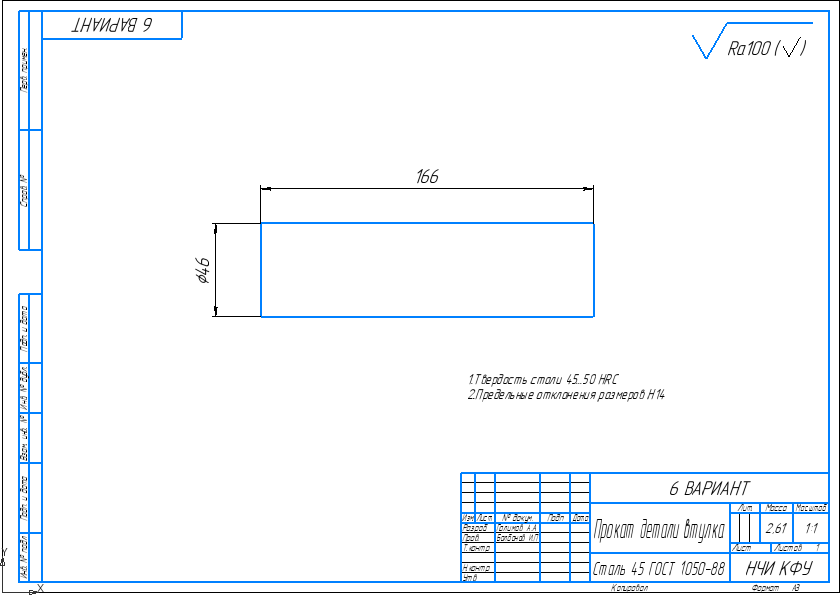 Рисунок 1.6- Чертеж заготовки Разработка технологического процесса Технологический процесс — это часть производственного процесса, содержащая целенаправленные дейст вия по изменению и (или) определению состояния предмета труда. К предмет ам труда относят заготовки и изделия. Практически любой технологический процесс можно рассматривать как часть более сложного процесса и совокупность менее сложных (в пределе — элементарных) технологических процессов. Технологический процесс втулки приведен в таблице 1. Таблица 1 – технологический процесс
|