курсовая работа. курсовая работа ДМ Сапронов. Разработка механического привода ленточного транспортера пз08
 Скачать 0.95 Mb. Скачать 0.95 Mb.
|

Чертежи и схемы.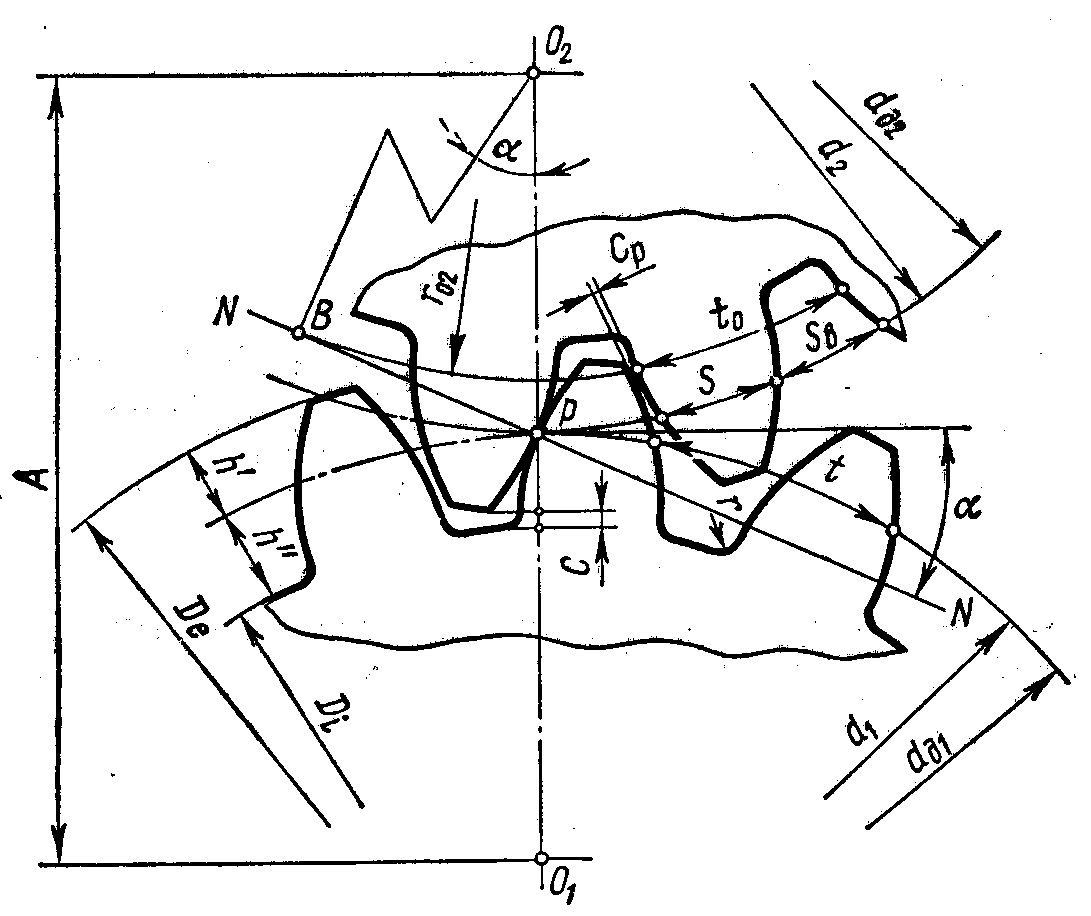 Рис. 6.20. Основные геометрические параметры эвольвентного зацепления    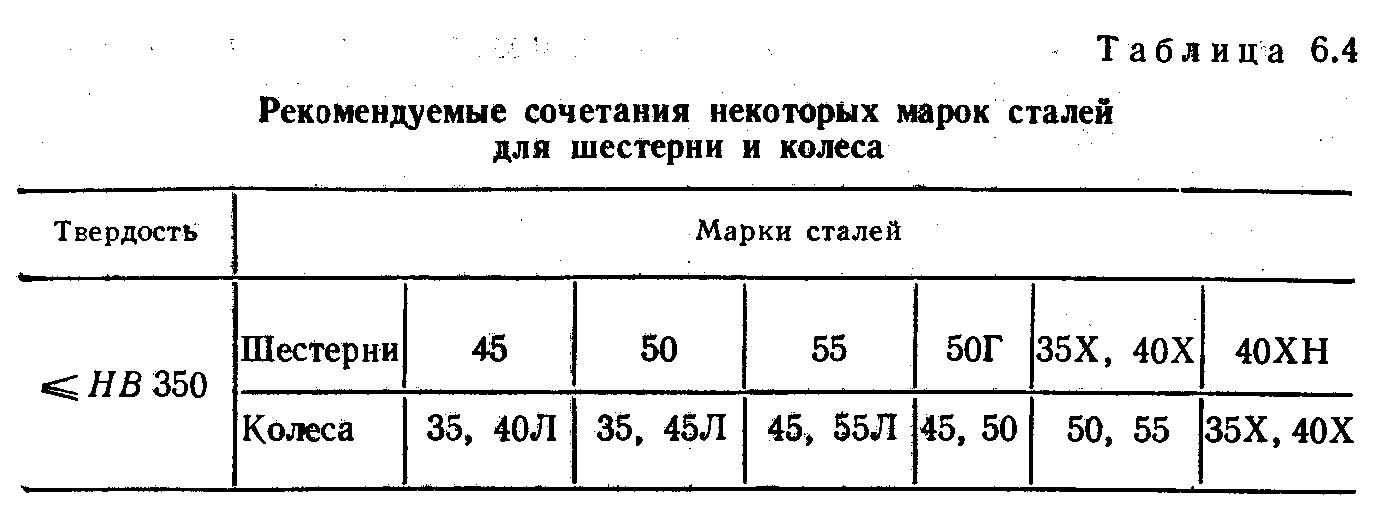 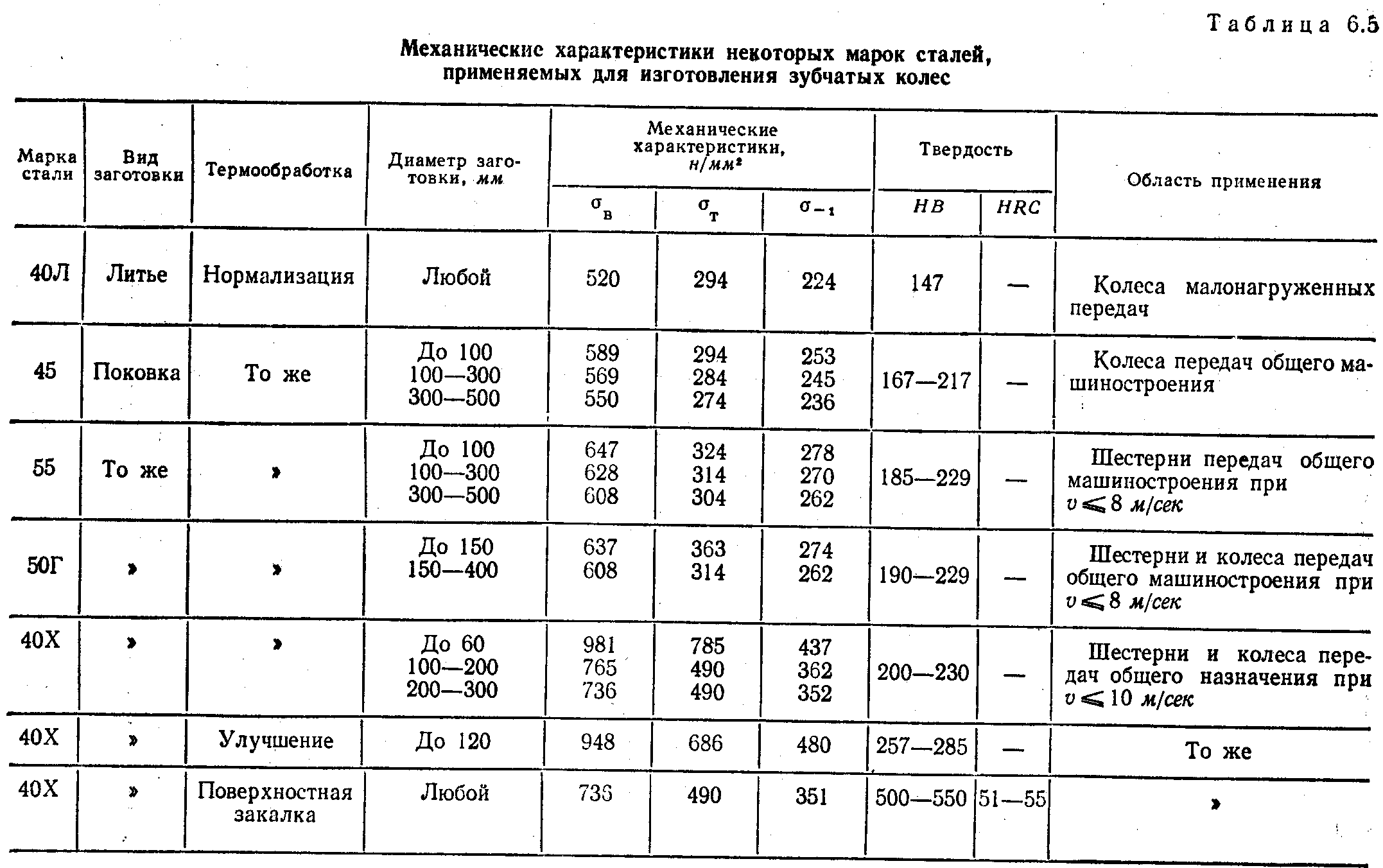   6. Разработка цилиндрического прямозубого редуктораПередаточное число редуктора:  Вращающий момент на валу шестерни редуктора:   6.1 Материалы для шестерни и колеса.На практике основное применение имеют следующие варианты термической обработки: I – термическая обработка колеса – улучшение до твердости 235262НВ и термическая обработка шестерни – улучшение до твердости 269302НВ. Марки сталей одинаковы для колеса и шестерни (например, стали 40, 45, 50 ГОСТ 1050-88, 40Х, 40ХН, 35ХМ ГОСТ 4543-71 и т.д.). Зубья колес из улучшаемых сталей хорошо прирабатываются и не подвержены хрупкому разрушению, но имеют ограниченную нагрузочную способность. II – термическая обработка колеса – улучшение до твердости 269302 НВ и термическая обработка шестерни – улучшение и закалка ТВЧ, твердость поверхности в зависимости от марки стали 4550 HRCЭ и 4853 HRCЭ. Твердость сердцевины зуба соответствует термической обработке – улучшение. Марки сталей одинаковы для колеса и шестерни. III – термическая обработка колеса и шестерни одинаковая – улучшение и закалка ТВЧ, твердость поверхности в зависимости от марки стали 4550 HRCЭ и 4853HRCЭ. Марки сталей одинаковы для колеса и шестерни. IV – термическая обработка колеса – улучшение и закалка ТВЧ, твердость поверхности в зависимости от марки стали 4550 HRCЭ и 4853 HRCЭ; термическая обработка шестерни – улучшение, цементация и закалка, твердость поверхности 5663 HRCЭ. Материал шестерни – стали марок 20Х, 20ХН2М, 18ХГТ, 12ХН3А, 25ХГМ ГОСТ 4543-71 и др. V – термическая обработка колеса и шестерни – улучшение, цементация и закалка, твердость поверхности 5663 HRCЭ. Цементация (поверхностное насыщение углеродом) с последующей закалкой наряду с большой твердостью поверхностных слоев обеспечивает и высокую прочность зубьев на изгиб. Марки сталей одинаковы для колеса и для шестерни: 20Х, 20ХН2М, 18ХГТ, 12ХН3А, 25ХГМ ГОСТ 4543-71 и др. Кроме цементации применяют также нитроцементацию (твердость поверхности 5663 HRCЭ, стали марок 25ХГМ, 30ХГТ) и азотирование (твердость поверхности 5867 HRCЭ, стали марок 38Х2МЮА, 40ХНМА). При поверхностной термической или химико-термической обработке зубьев механические характеристики сердцевины зуба определяет предшествующая термическая обработка (улучшение). Несущая способность зубчатых передач по контактной прочности тем выше, чем выше поверхностная твердость зубьев. Поэтому целесообразно применение поверхностного термического или химико-термического упрочнения. Эти виды упрочнения позволяют в несколько раз повысить нагрузочную способность передачи по сравнению с улучшаемыми сталями. Однако, при назначении твердости рабочих поверхностей зубьев следует иметь в виду, что большей твердости соответствует более сложная технология изготовления зубчатых колес и малые размеры передачи, что может привести к трудностям при конструктивной разработке узла. Для передач редукторов общего назначения, к габаритным размерам которых не предъявляют особых требований, следует применять материалы первой группы, зубчатые колеса из данных сталей дешевы в изготовлении и хорошо прирабатываются в процессе эксплуатации. Материалы второй группы применяют, как правило, только в ответственных механизмах с особыми требованиями к габаритам и массе. В открытых цилиндрических передачах применяются материалы только первой группы. Механические характеристики сталей, применяемых для зубчатых колес, приведены в таблице 6.4. Таблица 6.4: Таблица 6.5: По условию габариты редуктора не оговариваются. По табл. 6.4 выбираем: для шестерни — сталь 50Г, а для колеса — сталь 45. По табл. 6.5 для нормализованной стали 50Г при диаметре заготовки шестерни до 150 мм:  Для нормализованной стали 45 при диаметре заготовки колеса до 500 мм:  |