Диплом по теме: Труба с отводом. Диплом. Разработка технологического процесса изготовления Труба с отводом
 Скачать 0.94 Mb. Скачать 0.94 Mb.
|

 3.1 Технические условия на изделие  Техническими требованиями установлены марки стали, из которой изготовляются трубы, механические свойства металла труб, методы испытания труб, правила маркировки и упаковки труб. Трубы, предназначенные для трубопроводов, работающих под давлением, испытывают гидравлическим давлением. Величина давления, допускаемые при этом напряжения и время выдержки труб под давлением установлены соответствующими ГОСТами и ТУ на трубы. Техническими требованиями установлены марки стали, из которой изготовляются трубы, механические свойства металла труб, методы испытания труб, правила маркировки и упаковки труб. Трубы, предназначенные для трубопроводов, работающих под давлением, испытывают гидравлическим давлением. Величина давления, допускаемые при этом напряжения и время выдержки труб под давлением установлены соответствующими ГОСТами и ТУ на трубы.Испытание производят водой, если техническими требованиями не оговорена другая жидкость. Труба считается выдержавшей испытание, если у нее не будет обнаружено течи, потения или остаточной деформации (выпучивания). В зависимости от назначения и условий работы трубы подвергают механическим и технологическим испытаниям: на растяжение, на ударную вязкость, на изгиб, на сплющивание. В случае неудовлетворительного результата какого либо испытания хотя бы на одном образце, это испытание проводят вторично на двойном количестве образцов и по результатам повторного испытания определяют пригодность партии труб. Каждая партия труб сопровождается документом (сертификатом), удостоверяющим их качество и соответствие требованиям стандарта. Технические требования к бесшовным горячекатаным трубам определяются ГОСТ 8731 и к холоднотянутым и холоднокатаным трубам — ГОСТ 8733. Такие трубы изготовляют из углеродистой мартеновской спокойной стали обыкновенного качества марок Ст.2, Ст.3 и др., из качественной стали марок сталь 10, сталь 20 и др., из низколегированной и легированной стали марок 10Г2, 20Х, ЗОХГСА, 15ХМ и др. На поверхности труб не допускаются трещины, плены, рванины, закаты и другие дефекты. Отдельные незначительные забоины, вмятины, риски, окалина, рябизна, следы зачистки дефектов допускаются, если толщина стенки трубы не выходит за допускаемые пределы. Концы труб должны быть обрезаны под прямым углом и зачищены от заусенцев. На торцах труб, предназначенных для соединения сваркой, снимают фаску с притуплением. Поставляют трубы партиями одного размера и одной марки стали. Холоднотянутые и холоднокатаные бесшовные трубы поставляют термически обработанными, за исключением труб, у которых отношение наружного диаметра к толщине стенки равно 50 и более. Термическую обработку горячекатаных труб выполняют по требованию заказчика. По требованию заказчика проверяют также макроструктуру труб и испытывают их на загиб, раздачу (трубы со стенками толщиной не более 8 мм), сплющивание (трубы со стенками толщиной не более 10 мм), бортование (трубы из стали марок сталь 10, сталь 20, Ст. 2 и Ст. 4 DB от 30 до 160 мм), подвергают гидравлическому давлению (каждую трубу). На твердость проверяют не менее 2% труб партии (с обоих концов). Крекинговые бесшовные трубы изготовляют из качественной стали марок 10 и 20, из легированной стали 10Г2, из высоколегированных сталей Х5, Х5М, Х5ВФ, 12МХ, 12Х1МФ. Технические условия предусматривают дополнительные требования к механическим свойствам труб. В партию включаются трубы одного размера и одного режима термической обработки, а трубы из сталей марок 12МХ, 12Х1МФ, Х5, Х5М и Х5ВФ,— кроме того, одной плавки. На одном конце каждой трубы выбивают клеймо заводапоставщика, марку стали и номер партии. К каждому пакету труб прикрепляют бирку с теми же обозначениями. На одном конце каждой трубы краской наносят марку стали. Трубы бесшовные для трубопроводов высокого давления выпускают из качественной стали 20, из низколегированной стали 14ХГС, из легированной стали 18ХГ, 30ХМА, 15ХФ и из высоколегированной стали 1Х8ВФ, 18ХЗМВ, 20ХМВФ. К этим трубам предъявляются повышенные технические требования в части механических свойств труб, загрязненности металла неметаллическими включениями и другие. Эти трубы поставляют термически обработанными, протравленными и покрытыми внутри и снаружи нейтральной смазкой. В сертификатах наряду с другими данными указаны загрязненность металла неметаллическими включениями и режим термической обработки труб. Клеймо выбивают на каждой трубе с наружным диаметром от 35мм и более. Марку стали выбивают на всех трубах. Концы труб окрашивают краской, цвет которой соответствует определенной марке стали. Трубы бесшовные из нержавеющей стали изготовляют марок 1X13, Х17, Х18Н10Т, Х17Н13М2Т и др. Чертёж изделия «Трубы с отводом» 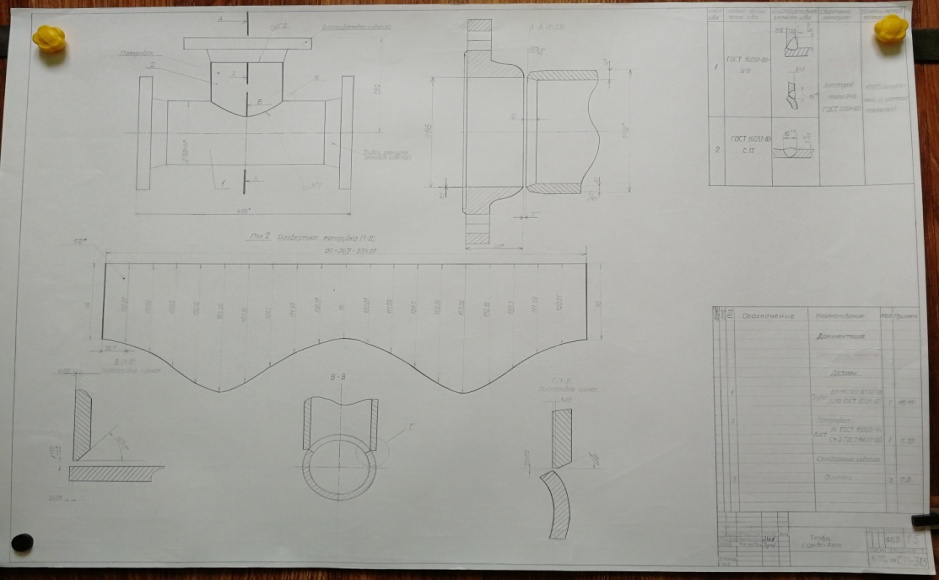  Рисунок 6 3.2 Технические условия на основной материал В качестве основных материалов, применяемых для изготовления ответственных сварных конструкций, работающих при динамических нагрузках должны применяться легированные стали по ГОСТ 19281-89 или углеродистые обыкновенного качества не ниже марки Ст3пс по ГОСТ 380-94. Для неответственных сварных конструкций должны применяться стали не ниже марки Ст3пс по ГОСТ 380-94.Соответствие всех сварочных материалов требованиям стандартов должно подтверждаться сертификатом заводов-поставщиков, а при отсутствии сертификата – данными испытаний лабораторий завода. При ручной дуговой сварке должны применяться электроды не ниже типа Э42А по ГОСТ 9467-75 со стержнем из проволоки Св-08 по ГОСТ 2246-70. При сварке в углекислом газе должна применяться проволока не ниже Св-08Г2С по ГОСТ 2246-70. Сварочная проволока не должна иметь ржавчины, масла и других загрязнений. Требования к заготовкам под сварку предусматривают, чтобы свариваемые детали из листового, фасонного, сортового и другого проката должны быть выправлены перед сборкой под сварку. После вальцовки или гибки детали не должны иметь трещин и заусенцев, надрывов, волнистости и других дефектов. Кромки деталей, обрезанных на ножницах, не должны иметь трещин и заусенцев. Обрезная кромка должна быть перпендикулярной к поверхности детали. Допускаемый уклон в случаях, не оговоренных на чертежах, должен быть 1:10, но не более 2 мм. Необходимость механической обработки кромок деталей должна указываться в чертежах и технологических процессах. Вмятины поле правки и криволинейность свариваемых кромок не должны выходить за пределы установленных допусков на зазоры между свариваемыми деталями. Предельные отклонения угловых размеров, если они не оговорены в чертежах, должны соответствовать десятой степени точности ГОСТ 8908-81. Детали, поступающие на сварку, должны быть приняты ОТК. Сборка свариваемых деталей должна обеспечивать наличие установленного зазора в пределах допуска по всей длине соединения. Кромки и поверхности деталей в местах расположения сварных швов на ширину 25-30 мм должны быть очищены от ржавчины, масла и других загрязнений непосредственно перед сборкой под сварку. Детали, предназначенные для контактной сварки, в местах соединения должны быть с обеих сторон очищены от окалины, масла, ржавчины и других загрязнений. Детали с трещинами и надрывами, образовавшимися .при изготовлении, к сборке под сварку не допускаются. Указанные требования обеспечиваются технологической оснасткой и соответствующими допусками на собираемые детали.При сборке не допускается силовая подгонка, вызывающая дополнительные напряжения в металле. Допускаемое смещение свариваемых кромок относительно друг друга и величина допустимых зазоров должны быть не более величин, устанавливаемых на основные типы, конструктивныё элементы и размеры сварных соединений по ГОСТ 14771-76, ГОСТ 23518-79, ГОСТ 5264-80, ГОСТ 11534-75, ГОСТ 14776-79, ГОСТ 15878-79, ГОСТ 8713-79, ГОСТ 11533-75. Местные повышенные зазоры должны быть устранены перед сборкой под сварку. Разрешается заваривать зазоры наплавкой кромок детали, но не более 5% длины шва. Заполнять увеличенные зазоры кусками металла и другими материалами запрещается. Сборка под сварку должна обеспечивать линейные размеры готовой сборочной единицы в пределах допусков, указанных в таблице 2.1. Номинальные размеры, мм Предельные отклонения, мм До 30 Свыше 30 до 120 Свыше 120 до 500 Свыше 500 до 1000 Свыше 1000 до 3000 Свыше 3000 +1,0 +1,5 +2,0 +3,0 +4,0 +5,0 Сечение прихваток допускается размером до половины сечения сварного шва. Прихватки должны ставиться в местах расположения сварных швов. Наложенные прихватки должны быть очищены от шлака. Прихватка элементов сварных конструкций при сборке должна выполняться с использованием тех же присадочных материалов и требований, что и при выполнении сварных швов. Размеры прихваток должны быть указаны в картах технологического процесса. Сбор капод сварку должна быть принята ОТК. При транспортировке и кантовке собранных под сварку металлоконструкций должны быть приняты меры, обеспечивающие сохранение геометрических форм и размеров, заданных при сборке. К сварке ответственных сборочных единиц должны допускаться только аттестованные сварщики имеющие удостоверение, устанавливающее их квалификацию и характер работы, к которой они допущены. Сварочное оборудование должно быть обеспечено вольтметрами, амперметрами и манометрами, за исключением тех случаев, когда установка приборов не предусмотрена. Состояние оборудования должно проверяться сварщиком и наладчиком ежедневно. Профилактический осмотр сварочного оборудования отделом главного механика и энергетика должен осуществляться не реже одного раза в месяц. Изготовление стальных сварных конструкции должно производиться в соответствии с чертежами и разработанным на их основе техпроцессом сборки и сварки. Технологический процесс сварки должен предусматривать такой порядок наложения швов, при котором внутренние напряжения и деформации в сварном соединении будут наименьшими. Он должен обеспечивать максимальную возможность сварки в нижнем положении. Выполнять сварочные работы методами, не указанными в технологическом процессе и настоящем стандарте, без согласования с главным специалистом по сварке запрещается, Отступление от указанных в картах техпроцесса режимов сварки, последовательности сварочных операций не допускается. Поверхности деталей в местах расположения сварных швов должны быть проверены перед сваркой. Свариваемые кромки должны быть сухими. Следы коррозии, грязи, масла и другие загрязнения не допускаются. Зажигать дугу на основном металле, вне границ шва, и выводить кратер на основной металл запрещается. Отклонение размеров поперечного сечения сварных швов, указанных в чертежах, при сварке в углекислом газе, должны быть в соответствии с ГОСТ 14771-76.По наружному виду сварной шов должен иметь равномерную поверхность без наплывов и натеков с плавным переходом к основному металлу. По окончании сварочных работ, до предъявления изделия ОТК, сварные швы и прилегающие к ним поверхности должны быть очищены от шлаков, наплывов, брызг металла, окалины и проверены сварщиком. При контактной точечной сварке глубина вдавливания электрода в основной металл сварочной точки не должна превышать 20% от толщины тонкой детали, но не более 0,4 мм. Увеличение диаметра контактной поверхности электрода в процессе сварки не должно превышать 10% от установленного техпроцессом размера. При сборке под точечную сварку зазор между соприкасающимися поверхностями в местах расположения точек не должен превышать 0.5...0,8 мм. При сварке штампованных деталей зазор не должен превышать 0,2...0,3 мм. При контактной точечной сварке деталей разной толщины режим сварки следует устанавливать в соответствии с толщиной более тонкой детали. После сборки деталей под сварку необходимо проверять зазоры между деталями. Величина зазоров должна соответствовать ГОСТ 14771-76. Размеры сварного шва должны соответствовать чертежу сварной конструкции по ГОСТу 14776-79. В процессе сборки и сварки ответственных сварных конструкций должен осуществляться пооперационный контроль на всех этапах их изготовления. Процент контроля параметров оговаривается технологическим процессом. Перед сваркой следует проверить правильность сборки, размеры и качество прихваток, соблюдение геометрических размеров изделия, а также чистоту поверхности свариваемых кромок, отсутствие коррозии, заусенцев, вмятин, других дефектов. В процессе сварки должны контролироваться последовательность операций, установленная техпроцессом, отдельные швы и режим сварки. После окончания сварки контроль качества сварных соединений должен осуществляться внешним осмотром и измерениями. Угловые швы допускаются выпуклые и вогнутые, но во всех случаях катетом шва следует считать катет вписанного в сечение шва равнобедренного треугольника. Осмотр может производиться без применения лупы или с применением её с увеличением до 10 раз. Контроль размеров сварных швов, точек и выявленных дефектов должен производиться измерительным инструментом с ценой деления 0,1 или специальными шаблонами. Исправление дефектного участка сварного шва более двух раз не допускается. Внешний осмотр и обмер сварных соединений должен производиться согласно ГОСТ 3242-79.  3.3 Технические условия на сварочные материалы В технические условия на сварочные материалы входят: требования к электродам, к сварочной проволоке и к защитным газам. Электроды должны быть изготовлены в соответствии с ГОСТ 9467-75, а также паспортов и ТУ на электроды конкретных марок. Стержни электродов должны быть изготовлены из стальной сварочной проволоки предназначенной для изготовления электродов по ГОСТу и ТУ. Покрытие электродов должны быть однородным, плотным, прочным, без вздутий, без надрывов и трещин, за исключением поверхностных волосных трещин, допускаемых в пределах норм ГОСТ 2246-60 «Проволока стальная сварочная» содержит требование к 56 маркам, отличающимся по химическому составу, и разделены на три группы - углеродистые стали, легированные, высоколегированные. ГОСТ 2246-60 распространяются на холоднотянутую (волоченную) проволоку диаметром: 0,3; 0,5; 0,8; 1,0; 1,2; 1,6; 2,0; 2,5; 3,0; 4,0; 5,0; 6,0; 8,0; 10,0 и 12,0 мм. Минусовой допуск по диаметру и допуск на овальное сечение, требования к частоте поверхности, правила приемки и испытания, а также вида поставки. Обозначение марки проволоки по ГОСТу указывается ее назначение и система легирования. При поставках указывается размер. Повышенные требования к частоте по вредным примесям для некоторых марок стальных проволок введены в обозначение марки буквы «А» в конце маркировки. Электродная проволока на полуавтоматической и автоматической сварке в среде CO2 является одним из основных элементов, определяющих качество сварного соединения. Поэтому ее выбирают в соответствии с химическим составом сварочного материала, защитного газа и флюса так, чтобы механические свойства наплавленного металла были не менее предела механических свойств основного металла и имели наименьшую склонность к горячим трещинам. Ввиду этого сварочная проволока должна содержать min количество S и P, а для обеспечения требуемых механических свойств, сварочная проволока должна иметь дополнительные легирующие элементы. При поступлении защитных газов (углекислый газ) должен иметься сертификат завода изготовителя. Углекислый газ, предназначенный для сварки должен соответствовать ГОСТ 8050-85. Для сварки конструкции «Труба с отводом» рекомендуется І сорт с содержанием СО2 не менее 99,5%. 4. Технологический процесс сборки и сборка «Труба с отводом»Трубопроводы собираются из стыкованных между собой труб. К точности изготовления деталей предъявляют достаточно жесткие требования. Относительная овальность в любом поперечном сечении не должна превышать 1 %, угловатость кромок в районе продольных сварных швов не должна превышать 4 мм, но не более 5 мм по отношению к проектному профилю, смещение кромок не должно превышать b = 1 мм, но не более 3 мм, для кольцевых стыков – не более 5 мм. Подготовку кромок под сварку выполняют механической обработкой . Кромки деталей, подлежащие сварке, и прилегающие к ним участки должны быть очищены от окалины, краски, масла и других загрязнений. На поверхности труб не допускаются риски, забоины, царапины, раковины и другие дефекты, если их глубина превышает минусовые предельные отклонения, предусмотренные соответствующими стандартами и техническими условиями, или если после зачистки их толщина стенки будет менее допускаемой по расчету. Поверхности деталей должны быть очищены от брызг металла, полученных в результате термической (огневой) резки и сварки. Заусенцы должны быть удалены и острые кромки деталей и узлов притуплены. Предельные отклонения размеров, если в чертежах или нормативнотехнической документации не указаны более жесткие требования, должны быть: Для механически обрабатываемых поверхностей: отверстий Н14, валов h4, остальных ± |