Операционная технологическая карта сборки и автоматической высокотемпературной дуговой штифтовой пайки выводов ЭХЗ
|
|
ОБЪЕКТ
СТРОИТЕЛЬСТВА
|
ТИП
ТРУБОПРОВОДА
|
ДИАМЕТР
|
КИЛОМЕТРАЖ
|
СТЫКУЕМЫЕ ЭЛЕМЕНТЫ
|
ШИФР КАРТЫ
|
|
Заполярье – Пур-Пе
|
Трубопровод
|
1020 мм
|
10
|
труба + вывод ЭХЗ
|
ОСТ-ПАК-01-19
|
|
Характеристика труб и элементов
|
Припой
|
Дополнительные требования и рекомендации
|
Предваритель-ный
подогрев
|
|
Элемент
|
Диаметр, мм
|
Толщина стенки, мм
|
Марка
стали
|
Класс
прочности стали
|
Временное сопротивление, МПа
|
Эквивалент углерода, %
|
Патрон для пайки выводов ЭХЗ
___ (мм)/
длина ___ (мм)/
артикул
|
Минимальная температура при которой могут производиться работы по пайке в соответствии с указаниями руководства по эксплуатации или паспорта на оборудование, но не ниже минус 30 °С
|
От 50 °С до 70 °С при любой температуре окружающего воздуха
|
|
Труба
|
159-1220
|
4-30
|
|
К48-К60
|
|
Не более 0,43
|
|
Вывод
ЭХЗ
|
-
|
-
|
-
|
-
|
-
|
-
|
|
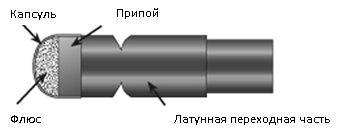
Рисунок 1 – Устройство
патрона для пайки
|
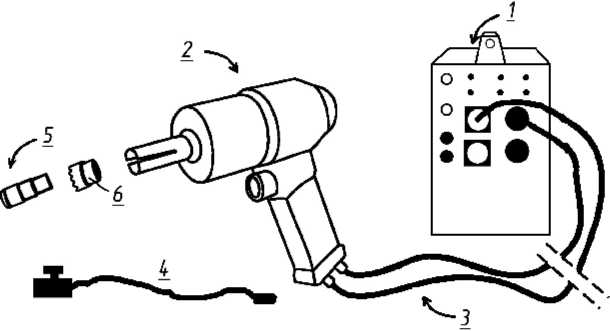 Рисунок 2 – Схема комплектности оборудования для пайки Рисунок 2 – Схема комплектности оборудования для пайки
|
|
|
|
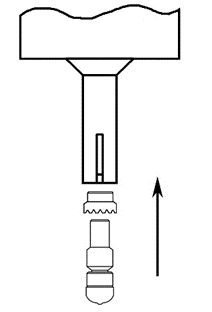
а) установка патрона для пайки и керамического изолятора в приварочный пистолет
|
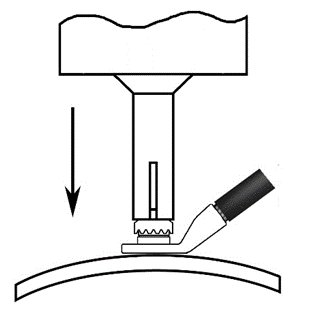
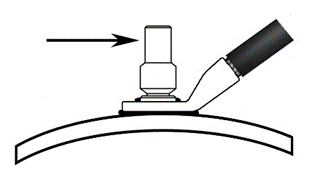
б) положение приварочного пистолета
|
в) удаление выступающей части патрона для пайки
|
Рисунок 3 – Схема сборки при пайке кабельного наконечника
|
|
При толщине стенки трубопровода от 3 до 4 мм следует провести ультразвуковую толщинометрию для подтверждения фактической толщины стенки трубы в месте пайки.
При выпадении осадков работы по пайке следует производить в инвентарных укрытиях.
Патроны для пайки, не указанные в настоящей карте, до производства работ не допускаются.
Патроны для пайки, хранящиеся более одного года, непосредственно перед применением должны пройти повторный входной контроль.
Патроны для пайки, подвергшиеся хранению более 10 ч вне закрытых металлических банок с силикагелем, следует признают негодными к применению
|
|
ПЕРЕЧЕНЬ И ПОСЛЕДОВАТЕЛЬНОСТЬ ОПЕРАЦИЙ
|
|
№
п/п
|
Операция
|
Содержание операций
|
Оборудование
и инструмент
|
|
1
|
Подготовка, очистка трубы и элемента для пайки
|
Зачистить поверхность трубы от загрязнений и изоляции. На верхней части трубы снять верхний слой изоляции размером 300х100 мм, где 300 мм — протяженность очищаемой поверхности вдоль оси трубы.
Подготовить место пайки. Поверхность трубы тщательно очистить от остатков изоляции, грунта и пыли, краски, шлака и прочих загрязнений. Очистку поверхности необходимо проводить прямошлифовальной машинкой с применением твердосплавной шарошки. Если место под пайку имеет следы масел, жиров и т.п. необходимо использовать для подготовки к пайке карбидную шарошку, которая менее чувствительна к загрязнениям поверхности. При этом, в месте зачистки не должно остаться вкраплений битумной мастики изоляционного слоя. Шероховатость поверхности должна быть не менее Rz 40 мкм.
Царапины, риски, задиры на теле трубы глубиной не более 0,2 мм устранить шлифованием.
Место пайки определяют по результатам измерения толщины стенки трубы с учетом следующих требований:
расстояние от места пайки к трубе до продольного, кольцевого сварных швов или их пересечения должно составлять не менее 100 мм;
расстояние до кольцевого сварного шва, от места пайки на продольном (заводском) шве должно составлять не менее 100 мм;
место пайки выводов ЭХЗ следует располагать в верхней четверти периметра трубопровода с максимальным отклонением от зенита ±10°.
Проверить зарядку аккумулятора, при необходимости зарядить
|
Скребок, металлическая щетка, толщиномер, прямошлифоваль-ная машинка с карбидной шарошкой или ударнощеточным устройством; нож, плоскогубцы, ветошь, ацетон
|
|
2
|
Подготовка к пайке
|
Определить тип и вид привариваемого элемента (патрон для пайки с резьбой, наконечник и т. п.).
Подготовить припаиваемый элемент, очистив его от посторонних предметов.
Подключить к основному блоку приварочный пистолет, заземляющее магнитное устройство. Перед применением осмотреть прижимную поверхность фиксирующего магнитного устройства, зачистить наждачной бумагой от налета.
Установить на основном блоке необходимый режим согласно инструкции по эксплуатации аппарата, соответствующий используемому патрону для пайки.
Вставить в держатель приварочный пистолета керамический изолятор и патрон для пайки (см. рисунок 3а))
|
Плоскогубцы, наждачная бумага, патрон для пайки, керамический изолятор, установка для пайки
|
|
3
|
Предваритель-ный подогрев
|
Осуществить просушку трубы до температуры от 50 °С до 70 °С при любой температуре окружающего воздуха.
Измерение температуры торцов труб осуществлять не менее, чем в 4 точках по периметру места пайки на расстоянии от 10 до 15 мм
|
Газовая горелка, термометр (пирометр)
|
|
4
|
Пайка вывода ЭХЗ
|
Подключить заземляющее магнитное устройство к поверхности трубопровода при помощи магнитного наконечника на краю очищенной зоны для пайки (не более 0,5 м от места пайки).
Приложить наконечник вывода ЭХЗ к месту пайки.
Установить приварочный пистолет с патроном для пайки перпендикулярно рабочей поверхности, с отклонением от вертикали не более 5° (см. рисунок 3б)), в отверстие наконечника вывода, так чтобы ось патрона для пайки совпадала с центром отверстия наконечника.
При проведении пайки в горизонтальном пространственном положении необходимо разместить ось патрона для пайки в верхней части отверстия кабельного наконечника.
Прижать керамический изолятор и патрон для пайки к наконечнику вывода нажатием с небольшим усилием на приварочный пистолет. При этом одна рука должна находится на рукоятке приварочного пистолета, а вторая обхватывать в поперечном направлении корпус приварочного пистолета.
Плавно нажать на спусковую кнопку приварочного пистолета, удерживая приварочный пистолет двумя руками.
Процесс пайки проходит от 1 до 2 с (возбуждение дуги, горение дуги, прерывание горения дуги). После окончания процесса необходимо удерживать приварочный пистолет в рабочем положении от 2 до 6 с для обеспечения полной кристаллизации припоя.
После выдержки приварочного пистолета его необходимо убрать.
Следует удалить выступающую часть патрона для пайки несильным боковым ударом молотка (см. рисунок 3в)).
Произвести очистку места пайки металлической щеткой от налета
|
Установка для пайки, наконечник, молоток, шетка
|
|
5
|
Контроль качества
|
Выполнить визуальный осмотр и обмер паяного соединения. Внешний вид и геометрические параметры паяного соединения должны соответствовать следующим требованиям:
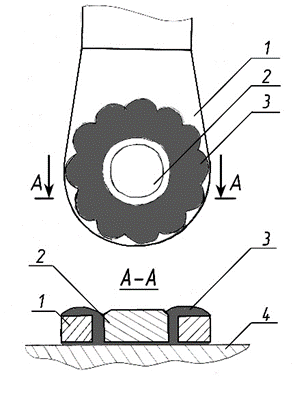
припой должен быть равномерно распределен по всей площади отверстия наконечника (см. рисунок 4а));
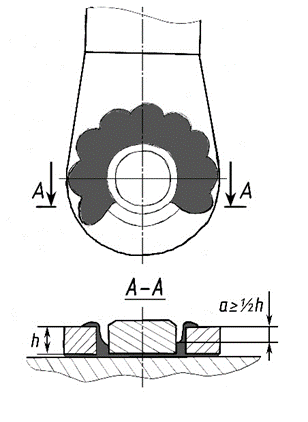
на поверхности паяных соединений должны отсутствовать участки недостаточного заполнения припоем пространства между кабельным наконечником и латунной частью припоя величиной более четверти окружности и глубиной более половины высоты кабельного наконечника (см. рисунок 4 б));
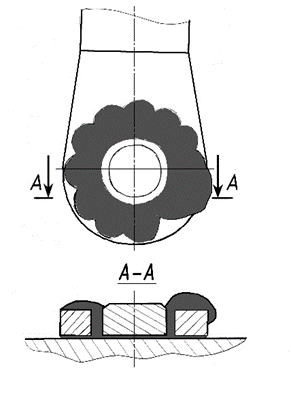
на поверхности паяных соединений должны отсутствовать участки с «выплеском» припоя за край кабельного наконечника ЭХЗ (см. рисунок 4 в))
|
|
|
а) правильное заполнение
|
б) неправильное (неравномерное) заполнение
|
в) неправильное заполнение
(с «выплеском»)
|
1 – кабельный наконечник; 2 – латунная часть патрона для пайки;
3 – припой; 4 – рабочая поверхность
Рисунок 4 – Внешний вид формирования припоя после пайки выводов ЭХЗ
При положительных результатах визуального осмотра и обмера выполнить испытание ударом молотка. Удар следует наносить с высоты от 400 до 600 мм в верхнюю часть паяного соединения под углом 45° молотком массой в 1 кг, без применения дополнительной силы. По результатам испытания паяное соединение не должно изменять свою форму и место расположения.
По окончании пайки, оператор рядом с местом пайки должен нанести свое клеймо. Маркировку следует наносить маркером в верхней части периметра трубы, на расстоянии от 100 до 150 мм от выполненного соединения.
При неудачном результате контроля повторить весь процесс сначала
|
Линейка, УШС, штангенциркуль, молоток, маркер
|
|
Карта разработана: _________________ /____________________________/ ____________________________ Дата: «_____» _______20___ г.
Подпись И. О. Фамилия Должность
|
 Скачать 0.92 Mb.
Скачать 0.92 Mb.