Курсач. Руководящий документ
 Скачать 0.92 Mb. Скачать 0.92 Mb.
|

Приложение Д | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Операционная технологическая карта сборки и термитной сварки выводов ЭХЗ | |||||||||||||||||||||
| ОБЪЕКТ СТРОИТЕЛЬСТВА | ТИП ТРУБОПРОВОДА | ДИАМЕТР | КИЛОМЕТРАЖ | СТЫКУЕМЫЕ ЭЛЕМЕНТЫ | ШИФР КАРТЫ | ||||||||||||||||
| Заполярье – Пур-Пе | Трубопровод | 1020 мм | 10 | труба + вывод ЭХЗ | ОСТ-Т-01-19 | ||||||||||||||||
| Характеристика труб и элементов | Сварочные материалы | Дополнительные требования и рекомендации | Предваритель-ный подогрев | ||||||||||||||||||
| Элемент | Диаметр, мм | Толщина стенки, мм | Марка стали | Класс прочности стали | Временное сопротив-ление, МПа | Эквивалент углерода, % | Термит. Размер частиц не более 0,5 мм. Состав термитной смеси в массовых долях на 100 г: медная окалина – 64 г, сплав алюминия с медью (1:1,17) – 20 г, ферромарганец – 16 г | Минимальная температура, при которой могут производиться сварочные работы не ниже минус 40 °С | | ||||||||||||
| Труба | 159-1220 | 4-30 | - | К48-К65 | | Не более 0,43 | |||||||||||||||
| Вывод ЭХЗ | - | - | - | - | - | - | |||||||||||||||
| |||||||||||||||||||||
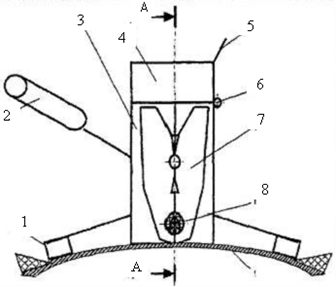
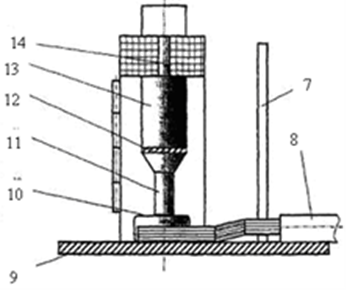
| 1 – магнит; 2 – рукоятка; 3 – собственно тигель; 4 – крышка; 5 – рукоятка крышки; 6 – петля; 7 – охладитель-теплоотвод; 8 – кабель; 9 – труба; 10 – сварочная камера; 11 – канал-литник; 12 – стальная заслонка; 13 – камера плавки термитной смеси; 14 – запальное отверстие | |||||||||||||||||||||
| ПЕРЕЧЕНЬ И ПОСЛЕДОВАТЕЛЬНОСТЬ ОПЕРАЦИЙ | |||||||||||||||||||||
| № п/п | Операция | Содержание операций | Оборудование и инструмент | ||||||||||||||||||
| 1 | Подготови-тельная операция | Очистка поверхности изоляционного покрытия от загрязнения (земля, снег, капли дождя и т. п.). Разметка на поверхности покрытия удаляемой площади. Разогрев удаляемого покрытия до температуры от 70 °С до 80 °С. Удаление изоляционного покрытия. Удаление остатков изоляционного покрытия (адгезива, грунтовки). Зачистка поверхности трубы под удаленным покрытием до чистого металла. Оголение жилы кабеля на длину 120 мм. Зачистка до чистого металла проводников оголенной жилы. Придание привариваемому концу жилы кабеля формы в соответствии с рисунком | Щетка-сметка, щетка щетинная, ветошь, шаблон 150х200 мм, линейка 300 мм, мелок, чертилка стальная, фен строительный или газовая горелка, контактный термометр, скребок, щетка стальная, ветошь, шлиф-машинка, нож монтерский, пассатижи монтерские. наждачная бумага | ||||||||||||||||||
| 2 | Термитная сварка | Выполнить просушку поверхности металла трубы газовой горелкой нагревом от 50 ºС до 70 ºС. Закрепить привариваемый кабель в зоне сварки при помощи скотча (липкой ленты) так, чтобы жила кабеля была прижата к поверхности трубы в зоне сварки и не меняла своего положения в процессе сварки. Закрепление кабеля следует производить по изоляции. Установить в тигель-форму стальную заслонку и в собранном виде разместить ее над жилой кабеля так, чтобы жила кабеля не доходила до стенки сварочной камеры на расстоянии от 2 до 3 мм. Обмазать вход жилы в тигель-форму стойкой к высокой температуре обмазкой, например, обыкновенной глиной и установить на жилу охладитель-теплоотвод. Проверить надежность примагничивания магнитов к поверхности трубы. Засыпать в камеру плавки термосмесь, слегка утрамбовать ее, закрыть крышку и через запальное отверстие поджечь термосмесь термоспичкой. После сгорания термосмеси подождать не менее 2 мин и снять тигель-форму, охладитель-теплоотвод отсоединить от жилы и зачистить соединение от образовавшихся лишних наплывов и острых кромок. Удалить скотч (липкую ленту) | Газовая горелка, термометр, фен строительный, скотч (липкая лента) шириной 50 мм, теплоотвод, термосмесь, термоспичка, напильник плоский драчевый, щетка стальная | ||||||||||||||||||
| 3 | Контроль качества | Выполнить визуальный и измерительный контроль сварного шва. Проверить надежность вывода ЭХЗ путем его трех-четырех кратного изгиба | Набор для ВИК | ||||||||||||||||||
| Карта разработана: ________________ /___________________________/ __________________________ Дата: «_____» ________ 20___ г. Подпись И. О. Фамилия Должность | |||||||||||||||||||||