Все ответы по госам. Сучкорезные машины лп30Б и лп 33. Конструкция механизмов протяжки и обрезки сучьев. Характеристики машин, приемы работы на них
 Скачать 15.99 Mb. Скачать 15.99 Mb.
|

|
Трелевка сортиментов форвардером Форвардер, занимающийся трелевкой обработанных сортиментов из леса на погрузочную площадку, является связующим звеном системы заготовки короткомерных сортиментов. Благодаря полноприводной системе управления форвардер легко преодолевает любые преграды. Эти машины обладают отличной устойчивостью и проходимостью при работе на сильно захламленных, заболоченных участках с наличием препятствий, расположенных как выше, так и ниже уровня опорной поверхности машины (высокие пни, валуны, ямы). При необходимости, для уменьшения давления на почву, давление в шинах может быть приспущено или могут применяться шины большого диаметра. Иногда на колеса надеваются специальные цепи для повышения проходимости машины. Вывозка леса Вывозка сортиментов из леса производится сортиментовозами. Размеры и конструкция коников во многом зависят от местных дорожных правил. Для достижения минимальных затрат на единицу продукции и уменьшения влияния выхлопных газов на окружающую среду, необходимо добиться максимальной загрузки сортиментовозов. В большинстве случаев в Швеции используют сортиментовозы с тремя парами коников и трейлеры с четырьмя парами коников. Длина подобных автопоездов достигает 24 метров, а грузоподъемность – до 40 тонн круглого леса. Большинство сортиментовозов оборудовано специальными манипуляторами для погрузки леса как с земли, так и с форвардера. Очень часто для обеспечения максимальной загрузки автопоезда манипулятор снимают и оставляют в лесу. Для использования больших автопоездов необходимы качественные дороги. Это касается всего спектра вопросов, связанных с дорожной инфраструктурой: повороты, перекрестки, места отдыха, развороты и т.д. Нельзя обойти вниманием и состояние насыпей и мостов. В случае если дороги не отвечают требуемым стандартам, стоимость перевозки значительно возрастает. В худшем случае дороги будут просто непроходимыми. В связи с этим необходимо отметить, что инспектирование состояния дорог является одной из важнейших составляющих планирования лесозаготовок. Особое внимание уделяется вопросам консервации любых дорожных работ. Дороги ни в коем случае не должны нарушать природную гармонию. Исторические достопримечательности по возможности следует сохранять. Большое внимание при строительстве должно уделяться и экологическим аспектам. Необходимо подготавливать и специальные углубления для гравия. Сортиментная технология перспективна как при рубке спелых и перестоиных древостоев, так и при проведении санитарных рубок и рубок ухода,а также рубок лесных насаждений на участке, предназначенном для строительства реконструкции и эксплуатации объектов. 29.Лесной кодекс РФ. Основные положения регулирования лесопользования. Основные положения лесного законодательства Лесное законодательство и иные регулирующие лесные отношения нормативные правовые акты основываются на следующих принципах: 1) устойчивое управление лесами, сохранение биологического разнообразия лесов, повышение их потенциала; 2) сохранение средообразующих, водоохранных, защитных, санитарно-гигиенических, оздоровительных и иных полезных функций лесов в интересах обеспечения права каждого на благоприятную окружающую среду; 3) использование лесов с учетом их глобального экологического значения, а также с учетом длительности их выращивания и иных природных свойств лесов; 4) обеспечение многоцелевого, рационального, непрерывного, неистощительного использования лесов для удовлетворения потребностей общества в лесах и лесных ресурсах; 5) воспроизводство лесов, улучшение их качества, а также повышение продуктивности лесов; 6) обеспечение охраны и защиты лесов; 7) участие граждан, общественных объединений в подготовке решений, реализация которых может оказать воздействие на леса при их использовании, охране, защите, воспроизводстве, в установленных законодательством Российской Федерации порядке и формах; 8) использование лесов способами, не наносящими вреда окружающей среде и здоровью человека; 9) подразделение лесов на виды по целевому назначению и установление категорий защитных лесов в зависимости от выполняемых ими полезных функций; 10) недопустимость использования лесов органами государственной власти, органами местного самоуправления; 11) платность использования лесов. 30. Основные стадии технологического процесса деревообработки. Элементы конструкции столярных изделий. Технологический процесс, его стадии и последовательность Последовательное превращение сырья в готовое изделие называется производственным процессом. Мри этом операции, не воздействующие непосредственно на форму и размеры материалов, являются вспомогательными, но необходимыми для непрерывного процесса производства (транспортные, учетные операции и др.). Технологическим процессом называется часть производственного процесса, связанная с изменением формы, размеров, качества и свойств перерабатываемого материала. Технологический процесс изготовления изделий из пиломатериалов имеет определенную последовательное и делится на ряд зтапов,или стадий: 1) сушка пиломатериалов или досушка, 2) раскрой пиломатериалов на черновые заготовки; 3) первичная механическая обработка или механическая обра- ботка черновых заготовок с целью получения чистовых заготовок, 4) склеивание заготовок; 5) механическая обработка чистовых заготовок с целью получения деталей; 6) сборка деталей в сборочные единицы (рамки, коробки), 7) механическая обработка сборочных единиц; 8) сборка сборочных единиц и де1алей в изделие, 9) оыелка деталей и сборочных единиц или собранного изделия; 10) упаковка готовой продукции. Последовательность мерных двух стадий технологического процесса (сушка и раскрой) может быть различной, например, при изготовлении щитовою паркета и паркетных досок. Две предпоследние стадии также чо!ут меняться местами, возможна сначала сборка элементов в изделие, л затем отделка собранного изделия и наоборот. Состав стадий также может изменяться в зависимости от вида и конструкции изделии, применяемых материалов. Если материалом для изготовления цельных деталей служат черновые заготовки одинарных размеров по длине н ширине, то вторая н четвертая стадии в технологическом процессе будут отсутствовать. Каждая стадия технологического процесса состоит из несколькихтехнологических операций.Операция — зто злементарная составная часть технологического процесса, выполняемая на одном станке или на одном рабочем месте одним н гем же инструментом без изменения режимов обработки. Операции могут быть проходными и позиционными. Проходном операция выполняется при непрерывном движении заготовки оттюентсльно режущего инструмента, например, обработка заготовок на продольно-фрезерных и хруглопильных станках для продольной распиловки. Проходные операции более производительны, но они нс всегда осуществимы. В ряде случаев, например, мри высверливании в заготовке гнезд и отверстий, производится позиционная операция, при которой заготовка закрепляется неподвижно в определенном положении (позиции) на рабочем столе, в станке или приспособлении, и на заготовку надвигается режущий инструмент. Каждая операция разделяется на части, количество которых изменяется п зависимости от характера и объема операции. В составе проходных операций различают переход и проход, в составе позиционных - установку и позицию. Часть операции, заключающаяся в обработке какой-либо одной поверхности заготовки одним и тем же инструментом, называется переходом. Например, при обработке заготовки с трех сторон на одностороннем фуговальном станке операция состоит из трех переходов.Переход может состоять из одного или нескольких проходов.Проход - часть операции, которая выполняется за одно перемещение заготовки относительно инструмента или инструмента относительно заготовки. Например, для выравнивания пласти заготовки на фуговальном станке требуется пропустить заготовку через станок дважды, следовательно, необходимо в одном переходе (выравнивание пласти) осуществить два прохода.Позиционная операция в зависимости от сложности се* может состоять из одной иди нескольких установок. Установка — часть операции, выполняемая при одном закреплении заготовки в станке или приспособлении. Например, сверление нескольких отверстий в заготопке па олноигпинделыюм сверлильном станке потребует столько закреплений (установок) заготовки, сколько в ней будет сверлиться отверстий. Эта же операция при выполнении ее на многогппипдельном сверлильном станке выполняется за одну установку, то есть при одном закреплении заготовки на столе станка.Сокращение числа установок в операции имеет большое значениедля лучшего использования станка и повышения производительности труда, так как при механической обработке древесины время, затрачиваемое на резание, значительно меньше времени, затрачиваемого на закрепление, раскрепление и перемещение заготовки.Сократить число установок можно применением многопозиционных станков или приспособлений, которые позволяют менять положение заготовки относительно режущею инструмента без ее раскрепленил в приспособлении, или использованием многофункциональных обрабатывающих центров с компьютерным управлением. 30. Основные стадии технологического процесса деревообработки. Элементы конструкции столярных изделий. Технологический процесс, его стадии и последовательность Последовательное превращение сырья в готовое изделие называется производственным процессом. Мри этом операции, не воздействующие непосредственно на форму и размеры материалов, являются вспомогательными, но необходимыми для непрерывного процесса производства (транспортные, учетные операции и др.).Технологическим процессом называется часть производственного процесса, связанная с изменением формы, размеров, качества и свойств перерабатываемого материала.Технологический процесс изготовления изделий из пиломатериалов имеет определенную последовательное и делится на ряд зтапов, или стадий: 1) сушка пиломатериалов или досушка, 2) раскрой пиломатериалов на черновые заготовки; 3) первичная механическая обработка или механическая обра- ботка черновых заготовок с целью получения чистовых заготовок, 4) склеивание заготовок; 5) механическая обработка чистовых заготовок с целью получения деталей; 6) сборка деталей в сборочные единицы (рамки, коробки), 7) механическая обработка сборочных единиц; 8) сборка сборочных единиц и де1алей в изделие, 9) оыелка деталей и сборочных единиц или собранного изделия; 10) упаковка готовой продукции. Последовательность мерных двух стадий технологического процесса (сушка и раскрой) может быть различной, например, при изготовлении щитовою паркета и паркетных досок. Две предпоследние стадии также чо!ут меняться местами, возможна сначала сборка элементов в изделие, л затем отделка собранного изделия и наоборот. Состав стадий также может изменяться в зависимости от вида и конструкции изделии, применяемых материалов. Если материалом для изготовления цельных деталей служат черновые заготовки одинарных размеров по длине н ширине, то вторая н четвертая стадии в технологическом процессе будут отсутствовать. Каждая стадия технологического процесса состоит из нескольких технологических операций.Операция — зто злементарная составная часть технологического процесса, выполняемая на одном станке или на одном рабочем месте одним н гем же инструментом без изменения режимов обработки. Операции могут быть проходными и позиционными. Проходном операция выполняется при непрерывном движении за- готовки оттюентсльно режущего инструмента, например, обработка заготовок на продольно-фрезерных и хруглопильных станках для продольной распиловки. Проходные операции более производительны, но они нс всегда осуществимы. В ряде случаев, например, мри высверливании в заготовке гнезд и отверстий, производится позиционная операция, при которой заготовка закрепляется неподвижно в определенном положении (позиции) на рабочем столе, в станке или приспособлении, и на заготовку надвигается режущий инструмент. Каждая операция разделяется на части, количество которых изменяется п зависимости от характера и объема операции. В составе проходных операций различают переход и проход, в составе позиционных - установку и позицию.Часть операции, заключающаяся в обработке какой-либо одной поверхности заготовки одним и тем же инструментом, называется пе- реходом. Например, при обработке заготовки с трех сторон на одно- стороннем фуговальном станке операция состоит из трех переходов. Переход может состоять из одного или нескольких проходов. Проход - часть операции, которая выполняется за одно перемещение заготовки относительно инструмента или инструмента относительно заготовки. Например, для выравнивания пласти заготовки на фуго- вальном станке требуется пропустить заготовку через станок дважды, следовательно, необходимо в одном переходе (выравнивание пласти) осуществить два прохода. Позиционная операция в зависимости от сложности может состоять из одной иди нескольких установок. Установка — часть операции, выполняемая при одном закреплении заготовки в станке или приспособлении. Например, сверление нескольких отверстий в заго- топке па олноигпинделыюм сверлильном станке потребует столько закреплений (установок) заготовки, сколько в ней будет сверлиться отверстий. Эта же операция при выполнении ее на многогппипдель- ном сверлильном станке выполняется за одну установку, то есть при одном закреплении заготовки на столе станка. Сокращение числа установок в операции имеет большое значение для лучшего использования станка и повышения производительности труда, так как при механической обработке древесины время, затрачиваемое на резание, значительно меньше времени, затрачиваемого на закрепление, раскрепление и перемещение заготовки. Сократить число установок можно применением многопозиционных станков или приспособлений, которые позволяют менять положение заготовки относительно режущею инструмента без ее раскрепленил в приспособлении, или использованием многофункциональных обрабатывающих центров с компьютерным управлением. 31. Обоснование соотношения рубок главного и промежуточного пользования, с учетом эколого-экономических показателей региона и основных характеристик лесосырьевой базы. Рубки в зависимости от хозяйственного назначения подразделяются на следующие виды: рубки главного пользования (включая лесовосстановительные), рубки промежуточного пользования (рубки ухода,выборочные санитарные рубки), комплексные и прочие рубки,обеспечивающие дополнительное главное пользование. Рубки главного пользования проводятся только в спелых и перестойных лесонасаждениях. По действующим правилам рубок основным условием проведения таких рубок является обеспечение последующего лесовосстановления. Рубки ухода (промежуточного пользования) проводят с момента образования лесного насаждения и прекращают за 10-20 лет до возраста главной рубки. Служат они для формирования высококачественных и высокопродуктивных насаждений. В таежной зоне Урала в связи с истощением лесосырьевых ресурсов в связи с истощением лесосырьевых ресурсов, а также в горных лесах перспективными способами рубок являются такие,которые в большей мере отвечают природе лесов и обеспечивают сохранение лесорастительной среды. Среди таких способов рубок главного пользования: равномерно-постепенный, длительно-постепенный и чересполосно-постепенный из системы постепенных рубок и добровольно-выборочный из системы выборочных рубок. 32. Столярное производство. Основные этапы производства столярно-строительных изделий. Технологический процесс изготовления изделий состоит из 9 этапов. 1.Раскрой пиломатериалов на заготовки. 2.Первичная механическая обработка черновых заготовок по сечению и длине и получение чистовых заготовых. 3.Вторичная обработка брусков коробок, створок и т.д. 4.Склеивание щитов для филенок дверей, стенок и полок шкафа и их обработка. 5.Сборка створок, форточек, полотен дверей и коробок, рамок дверей и шкафа. 6.Повторная обработка рамочных элементов шкафа, дверей, щитов и коробок 7.Нанесение защитно-декоративного покрытия. 8.Установка фурнитуры и окончательная сборка окон, дверей,мебели. 9.Упаковка. Механическая обработка черновых заготовок. Полученные послераскроя пиломатериалов черные заготовки поступают на механическую обработкудля превращения в чистовые заготовки. Первая технологическая операция фугование,т.е. создание базовой поверхности относительно которой будут формироваться другие поверхности. При этом удаляется корабление и другие неровности заготовки. Следующая технологическая операция по обработке черновых заготовок-фрезерование заготовок в размер по толщине и ширине, она проводится на рейсмусовых и четырехсторонних продольно-фрезерных станках. Заключительной операцией на стадии обработки черновых заготовок при превращении их в чистовые является торцевание заготовок на точный размер по длине. Механическая обработка чистовых заготовок .Обработка чистовых заготовок включает в себя следующие технологические операции: нарезание шипов и проушин, фрезерование профилей, закруглений, выборка продолговатых гнезд и сверление отверстий, зачистка поверхностей деталей Нарезание шипов и проушин.при изготовлении шипов применяются в основном рамные шипорезные станки. Фрезерование-обработка прямых и криволинейных деталей с выборкой фальцев, гребней, калевок. Основные виды фрезерных работ сквозное фрезерование требуемого профиля ( по всему контуру заготовок),несквозное фрезерование профиля ( на части длины контура) , фрезерование криволинейное(по шаблону),фрезерование шипов и проушин. Сверление круглых отверстий. Сверление круглых отверстий сквозных и несквозных (гнезд) выполняется на различных сверлильных станках с горизонтальным и вертикальным расположением шпинделей (СВА-3,СВПГ-1И и др.) Выборка продолговатых гнезд и отверстий.Они получаются на сверлильно пазовальныз и цепнодолбежных станках Зачистка поверхностей деталей.последняя операция,все дефекты обработки деталей после фрезерных,сверлильных и цепнодолбежных станков устраняют шлифованием. Чаще всего для зачистки поверхности шлифовальной шкуркой применяют ленточные дисковые цилиндровые шлифовалные станки (ШЛПС-6М, ШЛПС-8МП, ШЛДБ и др.) Сборка и механическая обработка сборочных единиц столярных изделий и мебели.В зависимости от сложности изделия число операций будет различным.Простые изделия могут быть собраны за одну операцию, изделия средней и повышенной сложности собирают за две,три и более операций сначало в сборочные единицы,а затем сборочные единицы в изделия. 33. Краны для лесных грузов, их классификация основы устройства механизмов подъема, перемещения грузов. Технические характеристики кранов, грейферов. Кран-механизм,механизм который поднимает и опускает груз с помощью барабана, а в горизонтальной плоскости перемещает его путем поворота стрелы или передвижения тележки. Все краны различаются по устроиству крановой конструкции, роду опор и типу двигателя.По устройству крановой конструкции они подразделяются на стреловые краны и краны с мостовой балкой. Разновидностью стреловых кранов являются башенные краны с наклонной стрелой или горизонтальной, которая является мостовой балкой. Горизонтальное движение груза у башенного крана выполняется как при вращательном движении мостовой балки, так и при поступательном движении тележки, к которой подвешен груз. Стреловые поворотные краны. Они оборудованы стрелой и лебедкой для подъема и опускания груза, расположенных на поворотной площадке, установленной на ходовых опорах. В зависимости от ходовых опор краны подразделяют на железнодорожные, колесные на пневмошинах и гусеничные. В железнодорожных кранах В кранах на специальных колесных шасси с пневматическими шинами 1-й, 7.1,0) двигатель помещен на поворотной площадке. Движение от него к ходовой тележке передается через трансмиссию. Гусеничные краны(рис. 7.1,г) имеют поворотную площадку, установленную на гусеничной тележке, двигатель крана находится на поворотной площадке. Дли них не нужно устраивать специальных ну гей. Поворотный кран обслуживает площадь склада в пределах вылета стрелы. Так как лесоматериалы занимают обычно большие площади и размещаются вдоль подкранового пути, поворотные краны, предназначенные дли работы на лесных складах, должны иметь большой вылет стрелы. Чтобы увеличить вылет, стрелу крана удлиняют путем применения дополнительных вставок. В ряде случаев стрела крана делается телескопической. Для удобства разворота груза на весу стрелы изготовляют с изогнутым конном. Такие стрелы более приспособлены к условиям погрузки леса. Грузоподъемность крана зависит от мощности двигателя и устойчивости крана. Максимальная грузоподъемность, соответствующая наименьшему вылету стрелы крана, определяется грузоподъемностью его лебедки, при вылетах же больше минимального она должна соответствовать устойчивости крана и прочности опорно-поворотных устройств. Прочность ходовых опор и устойчивость крана рассчитывается по наибольшему опрокидывающему моменту при вертикальном подъеме груза. Для увеличения устойчивости применяют аутригеры, в качестве которых служат винтовые или гидравлические домкраты, устанавливаемые при работе крана на подкладки. При этом давление на грунт не должно превышать 15. .25 Не Поворотные краны рассчитаны на вертикальный подъем груза; применять кран для подтаскивании груза к месту погрузки недопустимо, так как при нём значительно увеличивается опрокидывающий момент не нарушаются условии работы, для которых спроектирован нонирогпый кран. В поворотных кранах применяются двух- н трехбнрпйанные лебедки. Один из Г»арабанов служит для подъема груза, как правило, с помощью полиспаста, второй барабан предназначен для изменения вылета стрелы. Третий барабан — грейферный, его ставят только о том случае, когда кран предназначен для работы с канатным грейфером. Устройство приводного механизма зависит от типа применяемого двигателя. В автомобильных кранах для привода механизмов используют транспортный двигатель. Это приводит к необходимости передавать движение механизма крана через специальный передаточный механизм. V кранов гусеничных, железнодорожных на пневмошипах двигатель устанавливается ни поворотной площадке. От него приводятся в движение все механизмы крана, а также ходовая тележка. Передача движения от одного двигатели механизму крана и к колесам тележки посредством механического привода затруднительна, так как получается довольно сложный передаточный механизм. С целью его упрощения и удобства упранлен и я применяются электрифицированные краны с электрическим приводом. В этом случае двигатель приводит в движение генератор, питающий током электродвигатели, установленные у каждого механизма крана. Движение от электродвигателей к этим механизмам передается через редуктор. Управление механизмами крана сосредоточено в одном месте — кабине крановщика. Кроме того, применяются краны с гидравлическим приводом. К автомобильным кранам относятся унифицированные краны: КС-1571. КС-2571, КС-3571 н КС-4571. Кран КС-1571 грузоподъемностью 4 т смонтирован на шасси автомобили ГЛЗ-53А; КС-2571 грузоподъемностью 6,3 т—на шасси автомобиля ЗИЛ-180, КС-3571 грузоподъемностью 10 т — на шасси автомобиля МАЗ-500Л, а кран КС-4571 грузоподъемностью 16 т—на автомобиле КрАЗ-257К. На специальном пневматическом шасси смонтированы краны К-161 (КС-4361) и КС-5471. Кран К-161 имеет грузоподъемность 16 т. Башенные краны Башенные краны (рис. 7.1,(3, е) имеют наклонную стрелу или горизонтальную, используемую в качестве мостовой балки, но которой перемешается тележка с грузом. Опорой крана служит башня, которая чисто делается с порталом, позволяющим пропускать под краном железнодорожный состав. Кран передвигается по рельсовому пути, уложенному вдоль фронта штабелей. Достоинство башенных кранов —возможность обслуживания склада, расположенного по обе стороны кранового пути. К башенным кранам, применяемым на лесных складах, относятся краны КБ-572. Кг)-572А, БКСМ-14ПМ-2 и др. Привод всех механизмов этих кранов осуществляется индивидуальными электродвигателями, питающимися электроэнергией от внеш- ней сети с помощью гибкого кабеля. Пашенные краны КБ-57'2 и КБ-572А (рис. 7.2. а) состоят из портала с башней и оголовка, опорно-поворотного устройства, стрелы, противовесной консоли, грузовой тележки, двух грузоподъемных лебедок, лебедки передвижения грузовой тележки, двух механизмов поворота крапа, четырех ходовых тележек н кабины, в которой сосредоточено управление краном. Башня, оголовок, стрела н консоль противовеса изготовлены из труб, остальные элементы крана — из лнетоною н фасонного проката. Портал крана устанавливается на четырех приводных тележках. Каждая приводная тележка имеет три колеса, два из них вращаются мектродвшателсм через редуктор. На портал устанавливается башня, состоящая П нескольких секций, поверх нее — опорно-поворотных устройство и оголовок. К оголовку с одной стороны кредите* стрела, а с противоположной стороны — консоль для противовеса. Стрела с вылетом в 30 м состоит нз трех секции, а с вылетом в 35 м — из четырех. Стрела и консоль для противовеса подвешены на |моча- лах, состоящих из отдельных прутковых тяг. В рабочем положении стрела занимает горизонтальное положение, нижний пояс стрелы имеет коробчатое течение, по нему на ходовых колесах передвигалась грузовая тележка. На конце стрелы установлены блоки 11 я направления канатов подъема груза и передни жен и и тележки. Подъем и опускание груза ос у шест ил яе тс я барабанами двух грузоподъемных лебедок, установленных на консоли противовеса. Барабан с приводом дли перемещения грузовой тележки установлен на верхнем поясе первой секции стрелы. Поворотная часть крана вращается вокруг однорядного ро- ликового опор но-ново ротного круга, с которым связаны планетарные шестерни механизмов поворота. Па кранах установлены ограничители грузоподъемности, высоты подъема крюка, передние жги и я грузином тележки, поворота и перемещения крана, вибрации, а также указатели числа витков на бнрабана.х грузоподъемных лебедок и скорости иетра (анемометр). Для более устойчивого положения крана на его портале закреплены дополнительные бетонные блоки, позволявшие уменьшить вес противовеса. Оба крана имеют одинаковое управление к отли- чаются друг от друга лишь некоторыми конструктивными изменениями в узлах крепления портала, башни и рамы опорно-по- воротного устройства. Краны КБ-572 и КБ-572А имеют стрелу длиной 30 и 35 м. грузоподъемность краха тяяисит от вылета крюка: при вылете крюка до 25 м— 10 т. а свыше 25 м — 6.3 т. Наибольшая вы сота подъема крюка составляет 13.5 м. скорость подъема груза при одном грузовом барабане 0,33 м/с. при двух барабанах 0.60 м/с, скорость поворота стрелы 0.00 рнд/с. скорость перемещения грузовой тележки 0.42 м/с, а самого крана 0,5 м/с. Масса крана 118...120 т. Схема запасонкн канатов н кинематическая схема приводной ходовой тележки крана приведены на рис. 7.2.6. в. Край БКСМ-14ПМ-2 н отличие от крана КБ-572А имеет грузоподъемность 5 г при вылете крюка грузовой тележки от 3,85 до 30 м. скорость подъема грузя и передвижения грузовой тележки 0.5 м/с. .Масса крана БКС.Н14ПМ-2 78 т. 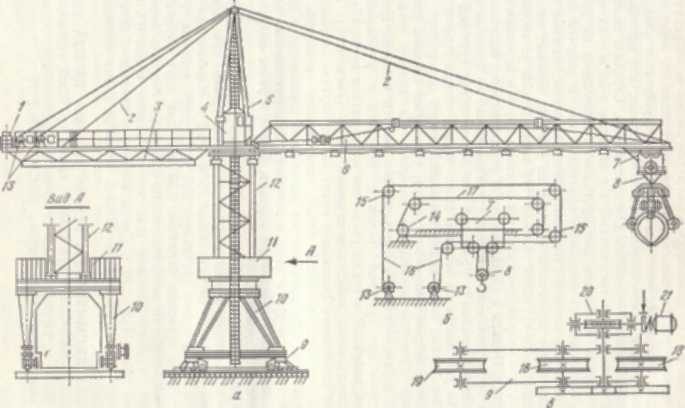 Рве 7.2. Пашенный кран КБ-572 (КЬ-572А): Мостовые и козловые краны Мостами и козловые краны относятся к кранам с мостовой балкой. Они имеют горизонтальную несущую ферму н переме- щающиеся по ней одну или две грузовые тележки. Иссушаяформа крана может передвигаться по специальным подкрановым рельсовым путям.Подъем и опускание груза и перемещение грузовых тележек осуществляется посредством барабанов и канатно-блочной системы Для передвижении кранов по рельсовому пути ни ходо- 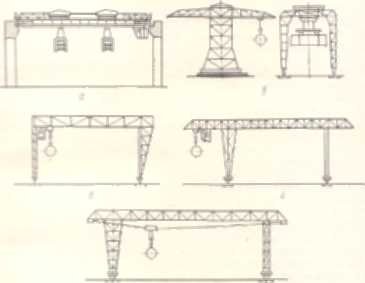 8 Рис. 7.3. Схены кранов с мостовой балкон: л — вюстовоя; б— ко)лам*> лйплрачяыЙ; л — козловой; * — консолкнокоэлоаэй: д —ка бе льаи-нш: < ивой вых тележках крана устанавливается электромеханический привод. У мостовых кранов (рис. 7.3. а) несущая ферма (мост) опирается непосредственно на ходовые колеса. Подкрановые пути мостимых кранов помещаются на высоких эстакадах. Это позволяет размешать под эстакадой различное технологическое оборудование, улучшая тем самым использование территории склада. 11а лесных складах хзя разгрузки лесовозного подвижного он-глва и штабелевки хлыстов и деревьев применяются мостовые краны КМ-3001. КМ-ЗОГ и КМ-3076. Мостовой кран КМ-3001 имеет грузоподъемность 30 т, про- лет крана 31,5 м, наибольшая высота подъема крюка 12 м, скорость подъема груза 0,13 м/с, перемещения грузовой те- лежки 0,66 м/с к перемещения моста 1.33 м/с. Краны КМ-ЗОГ и КМ-3076 имеют также грузоподъемность 30 т, но пролет кранов 32 м. Скорость подъема груза соответственно 0,13 и 0.33 м/с, передвижения моста 1.3 и 1,67 м/с. Суммарная мощность двигателей составляет у крана КМ-ЗОГ 94 кВт. а у крана КМ-3076 141 кВт. Козловые краны представляют собой разновидность мостовых, у которых в качестве опор, поддерживающих мост на определенной высоте, служат козлы. Козловые краны разделяются на два типа: поперечные н продольные. Краны первого типа (рнс. 7.3,6) седлают штабель и при работе перемещаются вдоль пего. Подкрановые пути располагаются между штабелями. Передвижение крана вдоль фронта штабелей происходит по рельсовому пути посредством траверсной тележки. Такие крапы имеют пролет несколько больше длины штабелюемых лесоматериалов. Основное достоинство поперечных козловых кранов — возможность укладки штабелей большой длины и высоты, а недостаток— необходимость устройства на складе большого числа путей. Эти краны могут применяться на крупных лесоперевалочных складах, когда не- обходимо создавать большие .запасы лесоматериалов при большой длине штабелей. Козловые продольные краны (рнс. 7.3,в, г) в отличие от поперечных, имеют пролеты значительно больших размеров, рассчитанные на укладку штабелей в пролете крана. При установке в рабочее положение они перемещаются вдоль фронта погрузки. В процессе погрузки происходят подъем и опускание груза, а также горизонт а л Ь мое передвижение посредством те- лежки, перемещающейся по мосту в пределах пролета крана. Козлиные краны рассчитаны на укладку лесоматериалов в штабеля высотой не более 6.. .К м. Длина штабелей зависит от их расположения в пролете крана. Пролет таких кранов составляет 20.. .50 м. а грузоподъемность 5.. .30 т и более. Различают бесконсольные козловые краны (рис. 7.3, в) и консольные козловые краны (рнс. 7.3, г). У последних длина моста больше расстояния между опорами, поэтому для перемещении груза опоры у них делаются портальными. Транспортные пути и штабеля лесоматериалов размещаются как в про-1 з Слипа 7.1 Млрка крана
Продолжение табл. 7.1 Мирна нрана
лвгте крана, так и под консолями. Привод механизмов козловых кранов осуществляется электродвигателями постоянного и переменного тока посредством гибкого кабеля или троллейной. Козловые краны находит применение на нижних складах дмкаромхозов и лесоперевалочных комбинатах, а также на складах сырья деревообрабатывающих н целлюлозно-бумажных вммбинатов для разгрузки и погрузки железнодорожных соста- :-: -л . кчоматериаЛОВ, В В НеКОТОрЫХ слУЧаЯХ ДЛЯ кыгрузкн леса из ноды. К козловым кранам относятся бескон Свмиые краны К-305Н, К-405. К-505, ЛТ 62 и консольно-козловые ККУ-7.5. ККУ-Ю. ККС-10. КСК-30-42В, ККЛ-32, ККЛ-16 др. Техническая характеристика некоторых козловых кранов ввВвмредена в табл. 7.1. Козловой кран ЛТ-62 (рнс, 7.4. а) имеет мостовую несущую рерму решетчатой конструкции, опирающуюся на жесткую и 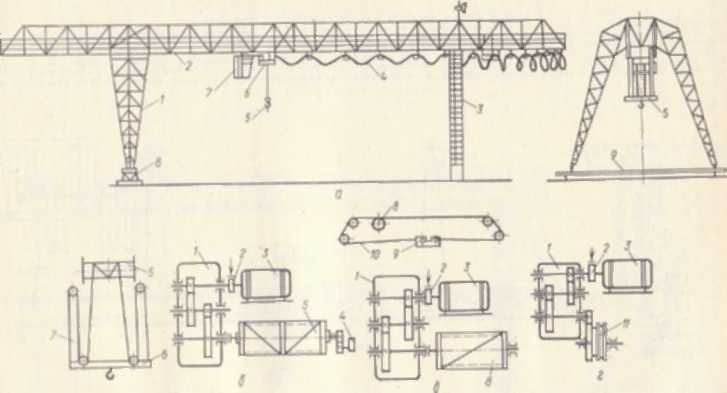 крана. Схема запасовки грузового и тягового канатов приведена на рис. 7.4,01. На кране установлены ограничители грузоподъемности и крайнего верхнего положения траверсы подъема груза. Козловые краны К-305Н, К-405 и К-505 имеют соответственно грузоподъемность 30, 40 н 50 т. а пролет 32. 26 и 20 м. Консольно-коэловой кран ККЛ-32 (рис. 7.4,6) имеет несущую ферму коробчатой сварной конструкции. Она установлена на две коробчатые опоры, каждая из них опирается на раму ходовых тележек крана. Грузовая тележка с кабиной крановщика располагается на несущей ферме, состоящей из трех соединенных между собой секций. Вдоль фермы идут рельсы, по которым перемещается грузовая тележка, а по концам фермы закреплены упоры, ограничивающие путь ее перемещении, грузовая тележка располагается консольно по отношению к несущей ферме, что облегчает перемещение поднятой пачки лесоматериалов с пролетной части несущей фермы на ее консоли К консольной части основания тележки приварена опора, обеспечивающая ее устойчивость. Грузовая тележка с боков защищена стенами, а сверху крышей. Механизм подъема и опускания груза помешен на грузовой тележке и состоит из двух одинаковых однобарабанных лебедок, каждая из которых имеет электродвигатель, редуктор, барабан и электрогидравлическнй тормоз. Схема запасовки каната дли подъема и опускания груза приведена на рис. 7.4,6*1.Механизм передвижения грузовой тележки включает две приводные ходовые тележки с двухреборднымн ходовыми колесами, которые катятся по рельсу, уложенному на верхнем поясе несущей фермы, балансир, располагаемый на опоре, два катка балансира катятся по рельсу, находящемуся сбоку несущей фермы, и два регулируемых катка, опирающиеся на рельс, также находящийся сбоку несущей фермы, но с другой стороны от балансира. Грузовая траверса крана представляет собой сварную раму, на которой располагаются подвижные блоки полиспастов и механизм поворота грейфера. Подача напряжения к двигателям грузовой тележки и механизму подъема и опускания груза осуществляется по гибкому электрическому кабелю, подвешенному к кареткам, которые перемешаются пакатках по особому рельсу. Рис. 7.5. Консольно-козловой кран ККС-10: а — общий вид: / — жесткая опора; 2 — несущая ферма; 3 — шарнирная опора; 4 —электрокабель; 5 — крюковая подвеска; 6 — грузовая тележка; 7 — кабина крановщика;8 — ходовая тележка крана,; 9 — стяжка ходовых тележек; б — схема запасовки грузоподъемного каната и кинематическая схема лебедки подъема и опускания груза; в —схема запасовки тягового каната и кинематическая схема для перемещения грузовойтележки; г — кинематическая схема приводной ходовой тележки крана; / — редуктор;! — тормоз; 3 — электродвигатель; 4 — ограничитель подъема груза; 5 — барабан грузоподъемной лебедки; 6 — траверса; 7 — грузоподъемный канат; 8 — барабан тяговой лебедки; 9 — грузовая тележка; 10 — тяговый канат; // — колесо ходовой тележки крана Механизм передвижения крана имеет четыре ходовые тележки — по две под каждой опорой крана. По обе стороны рамы ходовых тележек крепятся противоугонные захваты. Консольно-козловой кран ККС-10 (рнс. 7.5,о) является модернизацией ранее выпускавшихся консольно-козловых кранов ККУ-7,5 и ККУ-10. Кран ККС-10 состоит из несущей фермы, опирающейся на две опоры, одна из которых соединена с фермой жестко, а другая шарнирно. Несущая ферма представляет собой решетчатую конструкцию прямоугольного сечения. Она имеет три средние секции и две консоли, соединенные между собой болтами. Пролет крана 32 м. он может быть уменьшен до 20 м посредством средней секции фермы длиной 12 м. К нижнему поясу несущей фермы прикреплен двутавровый монорельс, по которому передвигается грузовая тележка с кабиной крановщика. Консоль жесткой опоры на 2 м длиннее другой, что обеспечивает одинаковый вылет крюка в крайних положениях грузовой тележки на обеих консолях. Опоры крана портальные, и каждая из них опирается на две ходовые тележки, одна из которых приподнята. Приводная и неприводная ходовые тележки каждой опоры-соединены между собой стяжкой. Приводные ходовые тележки располагаются под разными ногами портальных опор, благодаря чему улучшаются условия передвижения крана в период его разгона и остановки. Кинематическая схема приводной ходовой тележкн крана приведена на рис. 7.5, г. Пачки лесоматериалов длиной более 8 м при перемещении их под опорами необходимо разворачивать в продольном направлении. Механизм подъема и опускания груза установлен на грузовой тележке и представляет собой однобарабанную лебедку. На барабане имеются две встречные нарезки, по которым навиваются ветви грузоподъемного каната. На свободном конце грузового барабана смонтировано устройство, контролирующее предельную высоту подъема грузового крюка. Схема заготовки грузоподъемного каната и кинематическая схема механизма подъема на опускания груза представлены на ряс. 7.5.6. Грузовая тележка перемещается по монорельсу вместе с кабиной крановщика, которая связана с тележкой шарнирно Грузовая тележка приводится в движение однобарабанной лебедкой, установленной на несущей ферме под шарнирной опорой. Схема заготовки тягового каната и кинематическая схема тяговой лебедки приведены на рис. 7.5. в. Изменение направление движения грузовой тележки достигается реверсированием электродвигателя. Электроэнергия подается к крану по гибкому кабелю, который наматывается на кабельный барабан вместимостью 100 м. Управление краном ведется из кабины крановщика. Крап ККС-10 имеет ограничители высоты подъема груза, передвижения грузовой тележки и крана по рельсовому пути. Кроме того, для предотвращения самовольного передвижения крана по рельсовым путям при сильном ветре на приводных ходовых тележках установлены противоугонные захваты. Кран ККС 10 монтируется с помощью двух полиспастов с тяговым усилием 50 • Н без использования других грузоподъемных механизмов. Кабельно-мостовые краны В кабельно-мостовых кранах в отличие от мостовых и козловых грузовая тележка передвигается по несущему канату, закрепленному на концах продольной фермы крана. Вследствие этого ферма работает на изгиб только от собственного веса, а вес тележки и груза передается на ферму в виде продольных усилий, приложенных в местах закрепления несущего каната. Эти крапы при одинаковых условиях имеют меньший по сравнению с козловыми кранами вес, поэтому пролет их может быть до 120 м и более. Ферма кабельно-мостового крана опирается на две высокие подвижные опоры, одна из которых крепится к ферме жестко, а другая шарнирно. Цели ферма крана опирается на опоры консольно, то они имеют портал, позволяющий перемешать груз в пределах всей длины фермы подобно консольно-козловым краном. Принцип работы кабельно-мостовых кранов аналогичен принципу работы кабель-кранов. Применяемые в настоящее время кабельно-мостовые краны имеют грузоподъемность 5...10 т. длину пролета 120 ч. Наибольшая высота подъема крюка грузовой тележки 18. ..25 м. скорость подъема груза 0.7 м/с, передвижении тележки 2 м/с, крана 0.3 м/с. Масса крана более 300 т. Крановые пути длн каждой опоры крана двухниточные. Эти крапы используют обычно па крупных лесоперерабатывающих и целлюлозно-бумажных комбинатах. Устройство крановых путей Устройство и содержание крановых путей мостовых, башенных, козловых и кабельно-мостовых кранов должны учитывать грунтовые и гидрологические особенности склада и обеспечивать правила безопасной эксплуатации грузоподъемных кранов. Для крановых путей используют железнодорожные рельсы Р-50, Р-43. Р-65. выбирая их тип н зависимости от конструкции и массы крана. Рельсы с помощью костылей и плоских подкладок крепятся к укороченным железнодорожным шпалам длиной 1.35 м, расстояние между шпалами 35. ..50 см. Каждой нитки 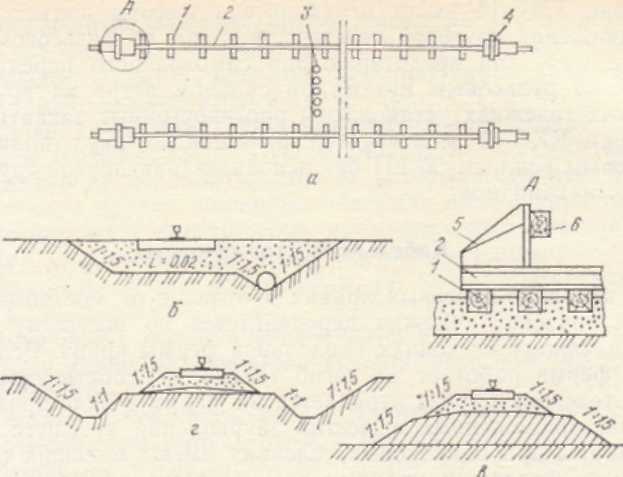 Рис. 7.6. Устройство крановых путей: л —схема пути в плане: / — шпала; 2 — рельс; 3 — заземление пути; 4—тупиковый упор; 5 —косынки,; 6" —брус; б, в, г — поперечные профили на нулевой отметке, на насыпи и в выемке крановых путей ограничивается тупиковыми упорами (рис. 7.6,а), устанавливаемыми на расстоянии 1,5. ..2 м от конца рельса. Основанием шпал служит балластная призма, для которой используется щебень или гравий из частиц размером от 25 до 70 мм, а также среднезернистый песок с преобладанием частиц от 0,5 до 1 мм. Высота щебеночного балласта 300...350 мм. Стыки между рельсами размещаются вразбежку, соединяются типовыми железнодорожными накладками и располагаются между шпалами. У башенных кранов оба рельса через 4-4,5 м Таблица 7.2
соединяются жесткими связями из швеллеров с помощью болтов и прижимных накладок. Основанием крановых путей служит земляное 'полотно, поперечные сечения которого на нулевой отметке, насыпи и в выемке показаны на рис. 7.6,6, в, г. Продольный уклон' крановых путей не должен превышать 0,002 (2 %0). Допуски на отклонение от номинальных размеров крановых путей приведены 35. Круглопильные станки для распиловки бревен.Виды,типы,марки,особенности кнструкции. Технологические потоки распиловки на базе круглопильных станков. В настоящее время раскрой древесины осуществляется методом пиления с применением в качестве инструмента полосовых (рамных), ленточных и круглых пил. При пилении часть материала, в пределах пропила, срезается зубьями и удаляется в виде опилокПо мнению одной из самых авторитетных в этом вопросе мировых фирм EWD (Германия), круглопильная техника обладает наивысшей скоростью пиления и наилучшей устойчивостью режущего инструмента, она наиболее целесообразна при переработке бревен небольшого диаметра (100-400 мм в вершине). Круглопильные агрегаты обладают большой мощностью, обеспечивают глубину пропила до 380 мм, способны перерабатывать большие объемы (от 100 до 1 млн. куб. м пиловочника в год). Круглопильные станки для всех видов распиловки бревен и досок получили в лесопилении широкое распространение, особенно шпалорезные, для распиловки бревен и брусьев, а также обрезные и торцовочные.Круглопильные станки, исключая отдельные специальные разработки, выгоднее использовать преимущественно для распиловки тонкомерного сырья. По сравнению с лесопильными рамами и ленточнопильными станками они дают более широкий пропил и меньшую точность размеров пиломатериалов Конструктивно-эксплутационный анализ оборудования подобного назначения отечественного и зарубежного производства. | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||