Технология швейного производства_Амирова. Технология швейного производства
 Скачать 7.03 Mb. Скачать 7.03 Mb.
|

Краевые швыКраевые швы применяют при обработке воротников, горловины, бортов, пройм в целях предохранения их срезов от осыпания и для отделки. К краевым швам относятся швы обтачные, в подгибку и окантовочные (рис. 1.92). Обтачные швы применяют при обработке краев бортов, воротников, клапанов, карманов, хлястиков, манжет, низа рукавов и т.д. При обработке деталей после соединения, т. е. после стачивания, следует операция вывертывания. В этих случаях операцию по соединению двух деталей с расположением швов по краю принято называть «обтачивание края детали». Для выполнения обтачивания две детали складывают лицевыми сторонами внутрь, срезы уравнивают и соединяют машинной строчкой на расстоянии 0,5...0,7 см от края (рис. 1.93, а). Затем детали вывертывают на лицевую сторону, выправляют или выметывают, образуя из одной детали кант шириной 0,1... 0,3 см I (рис. 1.93, б, 1.94) или рамку шириной 0,4...0,6 см (рис. 1.95, 1.96) или располагая шов точно на сгибе (рис. 1.97, а, б). При изготовлении платьев шов обтачивания закрепляют машинной строчкой. Для этого после обтачивания шов отгибают на сторону той детали, которая в готовом изделии будет располагаться внутри. Так, при обтачивании бортов шов отгибают в сторону подборта, при обтачивании воротника — в сторону нижнего воротника, при обтачивании горловины и низа рукавов — в сторону обтачки. Отогнутый шов настрачивают на расстоянии 0,1... 0,2 см от шва обтачивания по подборту, нижнему воротнику, обтачке и т.п. (рис. 1.97, в). 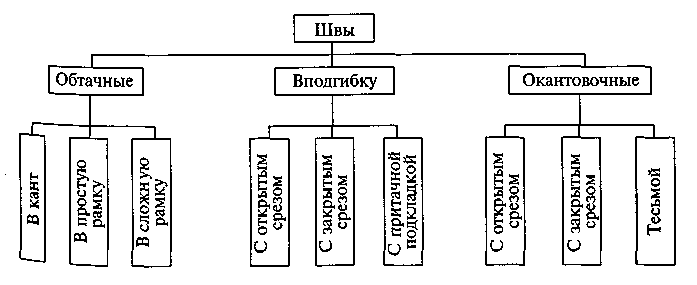 Рис. 1.92. Виды краевых швов В некоторых случаях шов закрепляют отделочной строчкой (рис. 1.98). Обтачные швы могут быть со сложной и простой рамкой. Обтачной шов со сложной рамкой (см. рис. 1.95, 1.96) применяют при обработке карманов. Для выполнения такого шва на лицевую сторону основной детали накладывают обтачку лицевой стороной вниз, срезы обтачки уравнивают с намеченной линией кармана и притачивают. Ширина шва 0,4...0,6 см. Шов раскладывают на две стороны или разутюживают, срез шва обтачивания основной детали огибают обтачкой, образуя рамку, и закрепляют ее строчкой в шов притачивания обтачки (см. рис. 1.95), или отделочной строчкой по основной детали (см. рис. 1.95, б) или с внутренней стороны, или путем настрачивания среза шва на обтачку, отгибая основную деталь. Ширина рамки 0,4…0,6 (см. рис. 1.96). 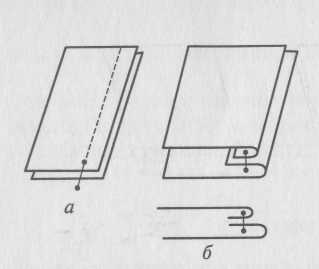 Рис. 1.93. Обтачной шов с образованием канта из нижней детали: а — соединение деталей (притачивание обтачки); б — образование канта 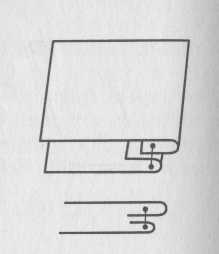 Рис. 1.94. Обтачной шов с образованием канта из верхней детали 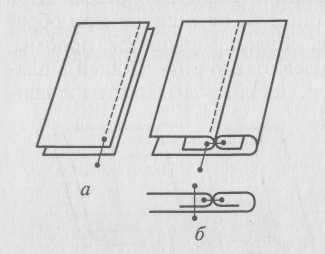 Рис. 1.95. Обтачной шов со сложной рамкой с закреплением шва с лицевой стороны: а — соединение деталей; б — образование рамки и закрепление ее отделочной строчкой 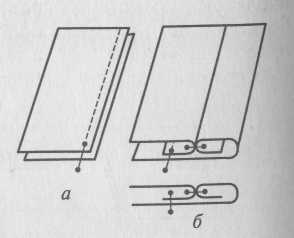 Рис. 1.96. Обтачной шов со сложной рамкой с закреплением внутреннего среза шва: а — соединение деталей; б — закрепление рамки путем настрачивания шва соединения на нижнюю деталь 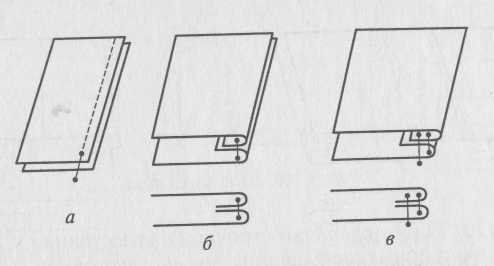 Рис. 1.97. Обтачной шов с расположением шва на сгибе: а — соединение деталей; б — расположение шва и обтачки после вывертывания; в — закрепление шва настрачиванием его на нижнюю деталь При наличии специального приспособления для обтачивания эти швы могут быть выполнены с одновременным втачиванием канта или отделочной полоски. Обтачной шов в простую рамку можно выполнить и одной строчкой (рис. 1.99). Для этого деталь, предназначенную для обтачивания (обтачку), перегибают на изнанку на 1... 1,5 см или складывают пополам, накладывают на лицевую сторону основной детали по намеченной линии, располагая сгиб в направлении от среза основной детали, и притачивают на расстоянии от сгиба, предусмотренном моделью, после чего срезы обтачки отгибают в сторону изнанки основной детали. Такой способ применяют при обработке обтачных петель и карманов. 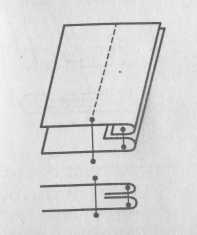 Рис. 1.98. Обтачной шов с отделочной строчкой 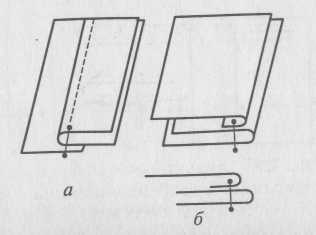 Рис. 1.99. Обтачной шов с обтачкой, сложенной вдвое (простая рамка) Шов в подгибку бывает с открытым и закрытым срезом. Шов в подгибку с открытым срезом (рис. 1.100) применяют при обработке внутренних краев подбортов, обтачек горловины, проймы, низа изделия и рукавов, а также краев отделочных деталей в платьях (воланов, оборок, рюшей). Срез детали подгибают на изнанку на 0,5 ...0,7 см, закрепляют строчкой на расстоянии 0,1 ...0,3 см от сгиба на стачивающей машине или на расстоянии 0,2...0,4 см на специальной машине. 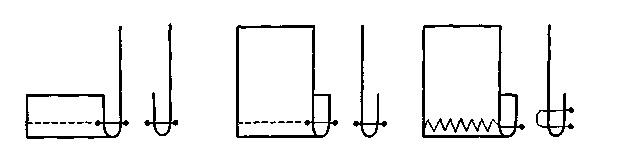 Рис. 1.100. Шов в подгибку При застрачивании срезов оборок, воланов, рюшей, воротников и других деталей на специальной машине ширина шва должна быть 0,2...0,7 см. При обработке краев воротника, бортов и низа в изделиях из дублированных материалов ширина шва зависит от модели (рис. 1.101). При обработке низа изделия и низа рукавов в легкой одежде обрезные срезы предварительно обметывают на специальной машине (рис. 1.102). Низ изделий и низ рукавов может быть подшит на машине потайного стежка с предварительным обметыванием срезов или с подгибом обрезного края внутрь (рис. 1.103). 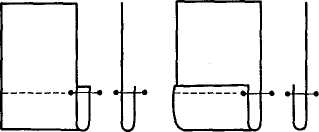 Рис. 1.101. Шов в подгибку в верхней одежде из дублированных материалов: а — вид с лицевой стороны; б — вид с изнанки 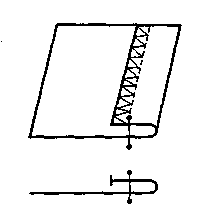 Рис. 1.102. Шов в подгибку с обметанным срезом Шов в подгибку с закрытым срезом (рис. 1.104) применяют для обработки низа платьев, блузок, сорочек и рукавов в изделиях из шелковых и хлопчатобумажных тканей. Срез детали перегибают на изнанку сначала на 0,7... 1 см, затем на величину, предусмотренную моделью, и застрачивают на стачивающей машине на расстоянии 0,1 ...0,2 см от края подгиба или подшивают на машине потайного стежка или на машине с зигзагообразной строчкой (рис. 1.105). Низ платьев из тонких тканей при отсутствии специального приспособления обрабатывают узким швом двумя строчками (рис. 1.106). Шов в подгибку может быть выполнен с окантованным срезом (рис. 1.107). 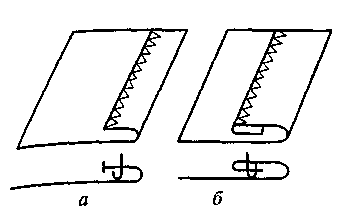 Рис. 1.103. Шов в подгибку, выполненный на машине потайного стежка: а — с предварительным обметыванием среза; б — с подгибом обрезного края 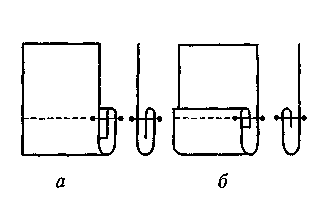 Рис. 1.104. Шов в подгибку с закрытым срезом: а — вид с лицевой стороны; б — вид с изнанки 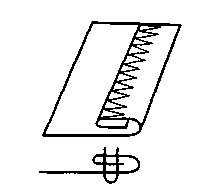 Рис. 1.105. Шов в подгибку с закрытым срезом, выполненный на машине с зигзагообразной строчкой Окантовочные швы различают трех видов: с открытым срезом, с закрытыми срезами и окантованные тесьмой. Окантовочный шов с открытым срезом (рис. 1.108) применяют для отделки срезов основных деталей и предохранения их от осыпания, например низа юбок и брюк, и с обметанным срезом, например при обработке внутренних краев обтачек горловины и пройм, внутренних краев накладных карманов, подбортов и т.п. (рис. 1.109). На лицевую сторону основной детали накладывают лицевой стороной вниз обтачку или полоску ткани шириной 2...2,5 см, выкроенную по поперечному или косому направлению долевой нити ткани, для окантовывания. Срезы уравнивают и прокладывают строчку на расстоянии 0,3...0,4 см от края. Затем срезы шва огибают полоской ткани, образуя кант, по ширине равный шву обтачивания. Кант закрепляют машинной строчкой по основной детали или по полоске (обтачке) на расстоянии 0,1 см от шва соединения. 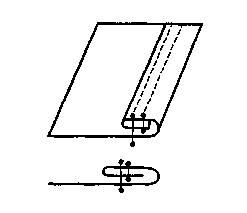 Рис. 1.106. Шов в подгибку с двойной застрочкой 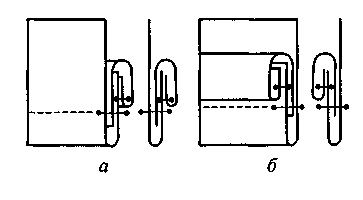 Рис. 1.107. Шов в подгибку с окантованным срезом: а — вид с лицевой стороны; б — вид с изнанки 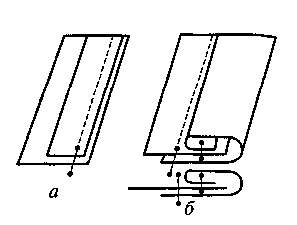 Рис. 1.108. Окантовочный шов с открытым срезом: а — притачивание отделочной полоски; б — закрепление шва строчкой по основной детали Окантовочный шов с закрытыми срезами выполняют на машине со специальным приспособлением (рис. 1.110), которое позволяет обогнуть срез детали полоской ткани с подгибом ее обрезных срезов внутрь. Шов выполняют одной строчкой. При отсутствии приспособления шов выполняют двумя строчками (рис. 1.111). Полоску для окантовывания притачивают, располагая ее с изнанки основной детали лицевой стороной вниз, уравнивая срезы. Притачанную полоску отвертывают на лицевую сторону детали полоской огибают шов. Срез полоски подгибают внутрь так, чтобы подогнутый край перекрывал строчку притачивания полоски, и настрачивают на расстоянии 0,1 см от подогнутого края полоски. При обработке прямых срезов деталей окантовочный шов с закрытыми срезами иногда выполняют одной строчкой на машине без приспособления, но с предварительным заутюживанием срезов полоски (рис. 1.112). Полоска ткани для окантовывания должна быть шириной 2...2,5 см (равна ширине шва, умноженной на 4, плюс 0,2 см). Долевые срезы перегибают в сторону изнанки на0,5 см и заутюживают, затем полоску перегибают по длине так, чтобы нижний заутюженный край выходил относительно верхнего на 0,1 ...0,2 см, и проутюживают. Внутрь заутюженной полоски вкладывают срез детали так, чтобы меньший заутюженный край полоски находился сверху, и прокладывают строчку с лицевой стороны по полоске на расстоянии 0,1 см от подогнутого края. 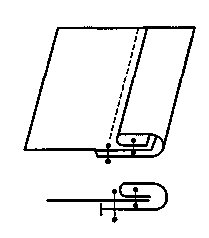 Рис. 1.109. Окантовочный шов с обметанным срезом 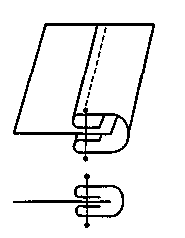 Рис. 1.110. Окантовочвочный шов с закрытым с резом шов с закрытыми срезами, выполняемый на машине со специальным приспособлением одной строчкой 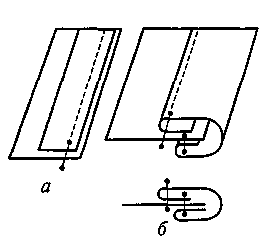 Рис. 1.111. Окантовочный шов с закрытыми срезами, выполняемый на машине без приспособления (двумя строчками): а — притачивание полоски; б — закрепление канта 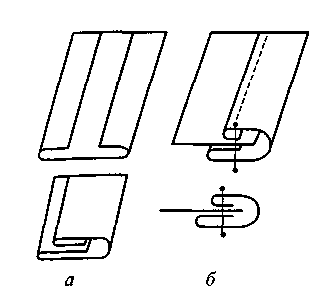 Рис. 1.112. Окантовочный шов с закрытыми срезами, выполненный на машине без приспособления, с предварительным заутюживанием полоски для окантовки: а — заутюживание краев полоски для окантовывания края; б — закрепление полоски по краю детали 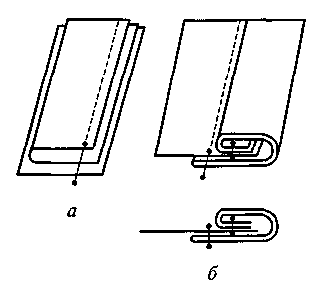 Рис. 1.113. Окантовочный шов с закрытыми срезами полоской, сложенной вдвое: а — притачивание полоски, расположенной с лицевой стороны основной детали; б — закрепление нижнего края полоски Окантовочный шов с закрытым срезом может быть обработан сложенной вдвое полоской (рис. 1.113). Такой шов применяют для обработки горловины, пройм и в качестве отделки. Полоску ткани для окантовывания шириной 3,5...4 см (ширина полоски равна ширине окантовочного шва в готовом виде, умноженной на 6, плюс 0,5 ...0,7 см) складывают изнанкой внутрь, проутюживают, накладывают на лицевую сторону основной детали, выравнивая срезы, и притачивают на расстоянии 0,3 ...0,5 см от срезов в зависимости от ширины канта. Притачанной полоской огибают срезы шва для образования канта, который по ширине равен шву притачивания полоски. Кант закрепляют с лицевой стороны строчкой около шва притачивания полоски или по полоске. При обработке краев деталей бейкой полоску для окантовки притачивают, располагая ее с изнанки основной детали (рис. 1.114). При изготовлении платьев по индивидуальным заказам иногда применяют окантовку специальной тесьмой (рис. 1.115). Например, при обработке срезов швов в изделиях из шерстяных тканей тесьму складывают вдоль по длине так, чтобы ее нижний край выходил относительно верхнего на 0,1 ...0,2 см, и проутюживают. Внутрь подготовленной тесьмы вкладывают срез детали и прокладывают строчку по верхнему краю тесьмы на расстоянии 0,1 см от края, при этом второй край тесьмы должен обязательно попадать под строчку. 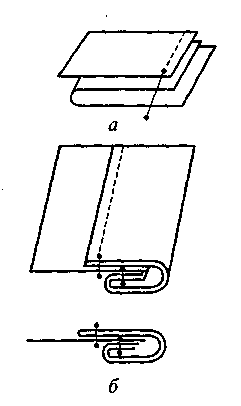 Рис. 1.114. Обработка краев детали вдвое сложенной бейкой: а — расположение бейки с изнанки при притачивании ее к основной детали; б — закрепление бейки с лицевой стороны детали 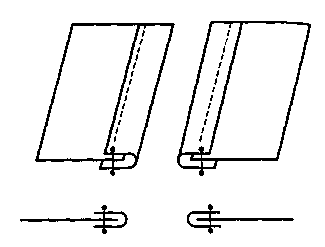 Рис. 1.115. Окантовывания специальной тесьмой Отделочные швыК отделочным швам относятся рельефные швы, швы с кантом и складки (рис. 1.116). К рельефным швам относятся швы застрочные, выстрочные, вытачные, настрочные. Мелкие складочки — защипи — применяют в качестве отделки для платьев и сорочек и реже — для пальто и костюмов. Ширина складочек 0,1 ...0,3 см в зависимости от толщины ткани. С помощью специального приспособления выполняют складочки застрочные (рис. 1.117) и настрочные (рис. 1.118). Выстрочные швы со шнуром (рис. 1.119, 1.120) применяют в качестве отделки пальто и платьев. Швы могут быть выполнены на специальной машине. Их можно также выполнять на стачивающей машине с помощью однорожковой лапки или лапки для застрачивания шнура (с пазом в подошве). С изнанки детали изделия подкладывают полоску из основной ткани и прокладывают с лицевой стороны по намеченной линии первую строчку. Затем между двумя слоями ткани вкладывают шнур, плотно огибая его верхней деталью, и прокладывают вторую строчку. Число рядов шнура зависит от модели. 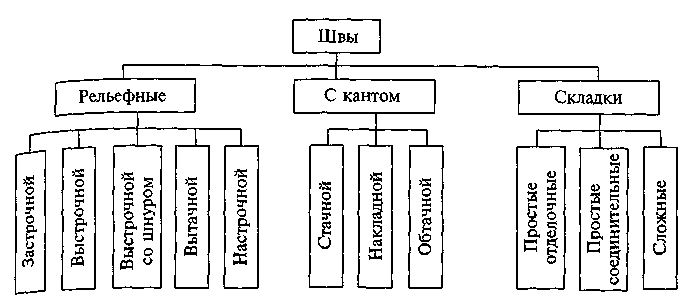 Рис. 1.116. Виды отделочных швов При выполнении шва на специальной машине с изнанки детали полоску ткани не подкладывают. При применении двух игольной машины с одним петлителем и челноком выпуклость шва получают и без шнура. Для этого на игольной пластине делают выступ, а в подошве лапки — паз для выгибания материала (рис. 1.121). 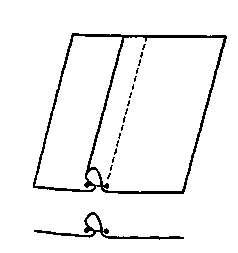 Рис. 1.117. Складочки застрочные 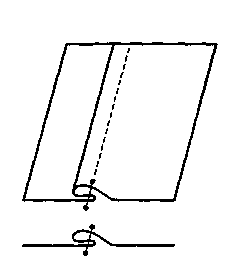 Рис. 1.118. Складочки настрочные  Рис. 1.119. Выстрочной шов со шнуром, с подложенной полоской Вытачные швы (рис. 1.122) применяют для получения рельефной линии на целой детали в тех случаях, когда припуск на шов по всей длине или на отдельных участках бывает недостаточным. При стачивании детали от сгиба на расстоянии, предусмотренном техническими условиями, или по линии, намеченной закройщиком, под строчку с нижней стороны подкладывают косую или поперечную полоску основной ткани (или ткани той же толщины, см. рис. 1.122, а). 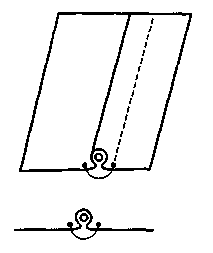 Рис. 1.120. Выстрочной шов со шнуром, выполненный на двух игольной машине 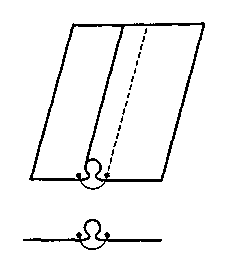 Рис. 1.121. Выстрочной шов без шнура В тех случаях, когда припуск на шов бывает достаточным, полоску притачивают, чтобы уравнять толщину детали по обе стороны от шва. Притачанную полоску складывают вдвое по шву притачивания, подрезают по форме шва, отгибают в противоположную от шва сторону и проутюживают (см. рис. 1.122, б). Настрочные рельефные швы применяют для получения рельефной линии на целой детали, например на спинке и рукавах платьев и пальто. Для получения шва с изнанки детали по намеченной линии прокладывают полоску основной ткани (рис. 1.123) или ткани той же толщины так, чтобы середина полоски совпадала с намеченной линией, и притачивают ее с лицевой стороны по намеченной линии. Далее основную деталь перегибают по шву притачивания полоски лицевой стороной внутрь и отгибают в одну, а притачанную полоску — в другую сторону. После этого по основной детали прокладывают вторую строчку на расстоянии 0,1 ...0,2 см от сгиба или по намеченной линии, в концах строчку сводят на нет, образуя с лицевой стороны рельеф. Основную деталь развертывают. Для закрепления полоски ее отгибают на одну из сторон детали, заметывают, проутюживают и прокладывают с лицевой стороны отделочную строчку на расстоянии, предусмотренном моделью. Швы с кантом бывают стачными, на строчными и обтачными. Стачной шов с кантом (рис. 1.124) применяют при изготовлении форменной одежды. Для выполнения этого шва полоску для канта складывают вдвое изнанкой внутрь, накладывают на одну из основных деталей, закрывают другой основной деталью, срезы уравнивают и стачивают с помощью специального приспособления на расстоянии, указанном в технических условиях. Срезы шва с изнанки разутюживают. При отсутствии специального приспособления полоску, сложенную вдвое, сначала притачивают к одной из деталей, расположив ее с лицевой стороны. Затем две основные детали складывают лицевыми сторонами внутрь и стачивают, прокладывая строчку в шов притачивания полоски или на расстоянии 0,1 см от него (рис. 1.125). 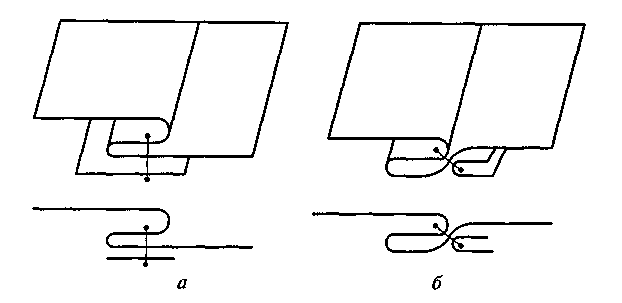 Рис. 1.122. Выстрочные швы: а — при заутюживании на одну сторону; б — при разутюживании 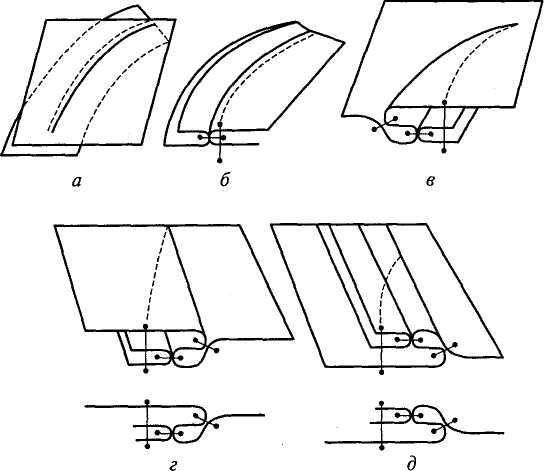 Рис. 1.123. Рельефный на строчный шов: а—в — последовательность выполнения строчек; г — вид шва с лицевой стороны; д — вид шва с изнанки 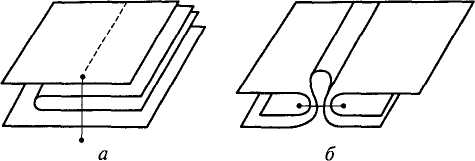 Рис. 1.124. Стачной шов с кантом при выполнении одной строчкой: а — соединение деталей с вложением канта; б — шов в готовом виде Накладной шов с кантом выполняют с помощью специального приспособления так же, как и обычный накладной шов с закрытым срезом; при этом между двумя основными деталями вкладывают полоску отделочной ткани, сложенной вдвое, выпуская ее на ту или иную величину в зависимости от модели (рис. 1.126). При отсутствии специального приспособления полоску для канта, сложенную вдвое, притачивают сначала к нижней детали на расстоянии от сгиба, равном ширине канта плюс ширина шва настрачивания, а затем накладывают вторую деталь с подогнутым и заметанным или заутюженным срезом и настрачивают на том или ином расстоянии в зависимости от модели (рис. 1.127). 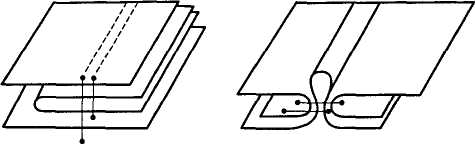 Рис. 1.125. Стачной шов с кантом при выполнении двумя строчками: а — соединение деталей с предварительным притачиванием канта к одной из деталей; б — шов в готовом виде Обтачной шов с кантом (рис. 1.128) выполняют так же, как и стачной шов с кантом, с той лишь разницей, что в стачном шве после соединения деталей срезы разутюживают, располагая их в противоположные от строчки стачивания стороны, а при обтачном шве детали вывертывают на лицевую сторону, располагая кант на сгибе. Выполняют этот шов с помощью специального приспособления или без него (рис. 1.129). Складки являются одной из разновидностей швов. Складки проектируют на основных деталях изделия для обеспечения свободы движения и одновременно для прилегания изделия по фигуре, а также как фасонные линии. Складки бывают простые и сложные, отделочные и соединительные, односторонние, встречные, байтовые. 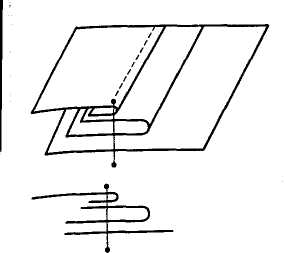 Рис. 1.126. Накладной шов с кантом при выполнении одной строчкой 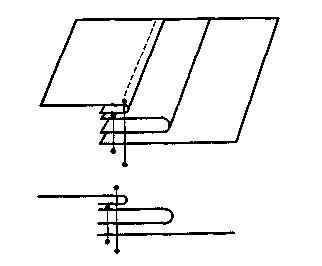 Рис. 1.127. Накладной шов с кантом при выполнении двумя строчками Простые односторонние — это складки, у которых все сгибы с лицевой стороны направлены в одну сторону, а с изнанки — в другую. Каждую складку размечают с изнанки тремя линиями — средней (линией внутреннего сгиба), боковой (линией наружного сгиба) и линией, определяющей конец стачивания. Ширина складки зависит от модели. Если складка на детали одна, она может иметь глубину от 4 до 8 см. При раскрое деталей делают припуск, равный удвоенной ширине складки. Так, если ширина складки равна 4 см, то припуск должен быть 8 см. Деталь перегибают по намеченной средней линии лицевой стороной внутрь и сметывают по боковой линии редкой строчкой (2-3 стежка в 1 см) на специальной машине или вручную прямыми сметочными стежками длиной 1 ...2 см, а затем стачивают. Строчку заканчивают в поперечном направлении по прямой или овальной линии (рис. 1.130, а). После этого деталь раскладывают на столе лицевой стороной вниз. На участке, где складка стачана, сметочную строчку удаляют; складку отгибают на одну или другую сторону (в зависимости от модели) и проутюживают. С лицевой стороны складка может быть отделана строчкой на расстоянии от шва соединения, предусмотренном моделью. Строчку прокладывают с помощью специальной линейки. 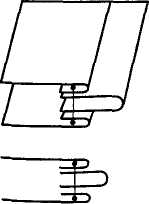 Рис. 1.128. Обтачной шов с кантом 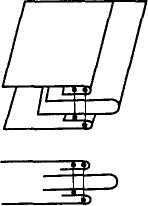 Рис. 1.129. Обтачной шов с кантом при выполнении двумя строчками 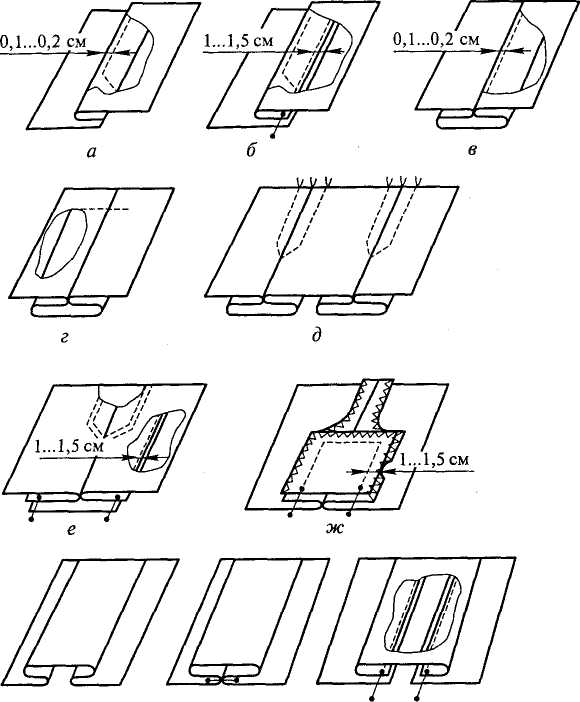 з и Рис. 1.130. Простые складки: а — односторонняя отделочная; б — односторонняя соединительная; в — встречная (двухсторонняя) отделочная; г — закрепление сгибов встречной складки поперечной строчкой; д — закрепление сгибов встречных складок двумя строчками, параллельными сгибам; е — встречная (двухсторонняя) соединительная; ж — встречная (двухсторонняя) соединительная (вид с изнанки); з — байтовые отделочные; и — байтовая соединительная При наличии отделочной строчки край складки с лицевой стороны может быть отлетным. В этом случае складку сметывают до намеченной линии с изнанки, отгибают, заметывают, проутюживают и закрепляют с лицевой стороны отделочной строчкой. Нитки сметочной и заметочной строчек с лицевой стороны удаляют и складку проутюживают с изнанки через проутюжильник. Односторонняя складка может быть образована и на детали, состоящей из двух частей (рис. 1.130, б). В этом случае односторонняя складка является еще и местом соединения. На одной из частей детали с изнанки по вспомогательному лекалу или по линей намечают боковую линию (линию наружного сгиба) и линию, определяющую конец стачивания. Две части детали складывают лицевыми сторонами внутрь, уравнивают срезы, сметывают по намеченной линии по всей длине детали и стачивают, заканчивая строчку поперек припуска на складку. Края припусков на складку стачивают на расстоянии 1 см от срезов для пальто и костюмов и 1,2... 1,5 см для платьев и блузок, затем обметывают на специальной машине. При наличии специальной машины стачивание производят с одновременным обметыванием срезов. Деталь раскладывают на столе лицевой стороной вниз, сметочную строчку на участке стачивания удаляют. Она остается лишь там, где складка будет расходиться. Припуск на складку отгибают в сторону, заметывают и проутюживают с изнанки через проутюжильник. При наличии отделочной строчки на складке с отлетным краем последовательность обработки меняется. Складку сметывают на специальной машине или вручную. Припуск на складку перегибают на сторону, заметывают и проутюживают. Отделочную строчку прокладывают с лицевой стороны складки с помощью направляющей линейки на расстоянии, зависящем от модели. Срезы припусков на складку стачивают и обметывают. Нитки сметывания и заметывания на участке отделочной строчки удаляют, складку проутюживают. Встречные (двухсторонние) складки — это складки, у которых сгибы с лицевой стороны направлены друг к другу, а с изнанки — в противоположные стороны (рис. 1.130, в). Встречную складку размечают с изнанки тремя линиями — средней, боковой (линией наружных сгибов) и линией, определяющей конец стачивания. Глубина складок зависит от модели. При раскрое деталей на складку делают припуск, равный глубине одного сгиба, Умноженной на 4. Так, если глубина одного сгиба 3 см, то припуск при раскрое должен быть равен 3 • 4 = 12 см. Для образования складки деталь перегибают по намеченной средней линии лицевой стороной внутрь и сметывают по боковой линии на стачивающей машине с ослабленной верхней ниткой или вручную сметочными стежками длиной 1 ...2 см, а затем стачивают до линии, определяющей конец строчки. Сметочную строчку на участке стачивания удаляют. Она остается лишь на участке, где складка будет расходиться. Деталь раскладывают на столе лицевой стороной вниз, припуск на складку — на обе стороны строчки стачивания складки, располагая намеченную среднюю линию строго по шву стачивания, и проутюживают. Чтобы избежать смещения сгибов складки в процессе носки, а также для прочности припуски на складку рекомендуется закреплять с изнанки строчками, проходящими около строчки стачивания складки, или с лицевой стороны строчкой по всей ширине поперек припуска складки (рис. 1.130, г). С лицевой стороны складка может быть отделана строчками — расстрочена (слева и справа от шва соединения) на расстоянии, предусмотренном моделью (рис. 1.130, д). Строчку прокладывают с помощью специальной линейки. При наличии отделочной строчки края складки с лицевой стороны могут быть отлетными. В этом случае складку сметывают по намеченной линии с изнанки, раскладывают на две стороны, проутюживают и с лицевой стороны расстрачивают отделочными строчками на расстоянии от сгибов, предусмотренном моделью. Сметочную строчку удаляют, оставляя ее на участке, где складка будет расходиться. Складку еще раз приутюживают с изнанки через прокладку. Встречная складка может быть одновременно и местом соединения (рис. 1.130, ё). В этом случае в обработке участвуют три детали: две основные, т. е. две части одной детали, и третья — полоска основного материала, ширина которой равна удвоенному припуску на складку (в крое). Так, если ширина припуска сгиба 4 см, то ширина полоски должна быть 8 см. Для обработки такой складки на одной из частей основной детали с изнанки по вспомогательному лекалу или по линейке намечают боковую линию (линию наружного сгиба) и линию, определяющую конец стачивания. Две части основной детали складывают лицевыми сторонами внутрь, уравнивают срезы, сметывают по намеченной линии по всей длине детали и стачивают, заканчивая строчку около поперечной линии, определяющей конец стачивания. Нитку закрепляют в конце двойной строчкой или завязав узелок. Сметочную строчку на участке стачивания удаляют, оставляя ее только там, где складка будет расходиться. Швы стачивания частей детали разутюживают. На разутюженный шов накладывают третью деталь, полоску из основного материала, лицевой стороной вниз, приметывают ее по намеченной линии основной детали и притачивают по этой линии со стороны основной детали, начав от конца строчки стачивания складки. Затем стачивают внутренние срезы (сгибы) складки. Ширина шва 1,2... 1,5 см. Срезы шва обметывают на специальной машине, а при наличии стачивающе обметочной машины стачивание производят с одновременным обметыванием срезов. Края складки отделывают строчкой на расстоянии от сгибов, предусмотренном моделью. При наличии отделочных строчек на встречной соединительной складке с отлетными краями последовательность обработки меняется. На двух частях основной детали намечают линии наружных сгибов, на третьей (дополнительной) детали — среднюю линию. Припуски на складку на частях основной детали перегибают на изнанку по намеченным линиям, заутюживают, затем накладывают основную деталь на дополнительную сгибами к намеченной средней линии, наметывают и настрачивают на расстоянии от сгибов, предусмотренном моделью. После этого с изнанки стачивают срезы припусков на складку и обметывают их на специальной машине или стачивают с одновременным обметыванием. В целях экономии ткани допускается выкраивать третью деталь равной не всей длине складки, а только длине ее не стачанной части (рис. 1.130, ж). В этом случае на специальной машине обметывают верхний срез дополнительной детали, затем эту деталь приметывают и притачивают к срезам припуска на складку. Ширина шва 1,2... 1,5 см. Потом обметывают срезы швов притачивания полоски и одновременно срезы шва соединения частей основной детали. Байтовые складки представляют собой изнаночную сторону встречной складки или две односторонние складки, у которых сгибы с лицевой стороны направлены в противоположные стороны и образуют бант (рис. 1.130, з). Размечают и изготовляют байтовые складки так же, как и встречные, из одной детали, но только лицевой стороны. Деталь складывают по намеченным линиям изнанкой внутрь, сметывают, стачивают, раскладывают на две стороны, совмещая середину со швом стачивания, и приутюживают через прокладку. Байтовую складку можно обрабатывать и как две односторонние, но заутюженные в разные стороны; одновременно она служит местом соединения (рис. 1.130, и). Отделочные односторонние складки, застроченные по всей длине детали, изготовляют следующим образом. При раскрое детали дают припуск на складки, делают надсечки по срезам или намечают линии сгиба для закладывания складок. Первую складку дна детали закладывают согласно надсечкам или намеченным линиям и застрачивают с помощью направляющей линейки. Все последующие складки застрачивают с помощью приспособления, которое обеспечивает необходимые ширину складок и расстояние между ними. Складки расправляют и заутюживают, отогнув на одну из сторон, как предусмотрено моделью. После влажно-тепловой обработки уточняют размеры и контуры детали по подсобному лекалу. Сложные отделочные складки делают для украшения, а также если при раскрое не был дан припуск на отделочную строчку (Рис. 1.131). Складку размечают с лицевой стороны и с изнанки двумя линиями, соответствующими модели: средней (внутренний сгиб) и боковой (наружный сгиб). С изнанки под среднюю линию складки подкладывают полоску из основного материала, ширина которой зависит от ширины отделочной строчки. Полоску приметывают так, чтобы строчка проходила по ее середине, и притачивают с лицевой стороны по намеченной средней линии. Далее основную деталь перегибают по шву притачивания лицевой стороной внутрь и отгибают в одну сторону, а притачанную полоску, также сложенную вдвое, — в другую сторону. После этого прокладывают вторую машинную или сметочную (если складки с отлетным краем) строчку по намеченной боковой линии. Затем деталь раскладывают на столе лицевой стороной вниз, складку отгибают на сторону в соответствии с моделью, заметывают, приутюживают. После этого с лицевой стороны по специальному лекалу намечают линию отделочной строчки на расстоянии, предусмотренном моделью, или прокладывают отделочную строчку без предварительной на мелки, применяя специальную лапку с направителем. Сметочную строчку удаляют. Складку приутюживают с изнанки через проутюжильник. 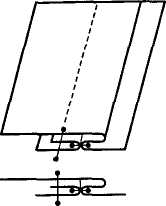 Рис. 1.131. Сложная отделочная складка 1.3.7. Оборудование и средства малой механизацииОборудование для ниточных швовВсе швейные машины подразделяют на машины неавтоматического и полуавтоматического действия. При работе на машинах неавтоматического действия операция выполняется с обязательным участием человека. Базовыми машинами неавтоматического действия, на которых выполняются линейные строчки челночного переплетения, являются машины 97-А и 1022 кл. ОЗЛМ, 8332 кл. объединения «Текстима» (Германия) и 862 кл. ПМЗ. Машина 97-А кл. предназначена для стачивания костюмных и платьево-сорочечных тканей. Длина стежка до 4 мм. Имеет модификации: 697 кл. с дифференциальным механизмом перемещения материала; 597 кл. с отклоняющейся вдоль строчки иглой; 9097 и 1597 кл. с устройствами для обрезки ниток и останова иглы в заданном положении; 297 и 397-М кл. с механизмом ножа для обрезки полуфабриката; 297 кл. с устройством для выполнения посадки нижнего слоя ткани; 897-1 кл. с приспособлениями для окантовывания срезов. На машине 1022 кл. стачивают пальтовые и костюмные ткани длина стежка 1,7... 5 мм. Имеет модификации: 1023-3 кл. с окантовывателями срезов деталей женских и детских платьев; 1021-4 кл. с окантовывателями срезов деталей пальто косой бейкой; 1022 кл. с механизмами останова иглы и обрезки ниток; 1822 кл. с устройством для изменения длины стежка от 5 до 10 мм при выполнении отделочных строчек. Машина 8332 кл. объединения «Текстима» (Германия) соответствует по назначению машине 97-А кл., имеет большое число модификаций. Машина 862 кл. ПМЗ используется для стачивания костюмных, пальтовых и плащевых тканей. Длина стежка 1,3... 4,5 мм. Снабжена отклоняющейся вдоль строчки иглой (для получения беспосадочного шва). Имеет различные модификации, например 2862 кл. с верхней и нижней зубчатой рейками и отклоняющейся иглой, рекомендуется для стачивания трудно передвигающихся в процессе пошива материалов. К группе одно игольных машин относятся машины 302, 302-1, 302-2 кл. ПМЗ. Они снабжены устройствами для образования посадки верхнего слоя ткани и применяются для втачивания рукавов. Машина 241 кл. ПМЗ предназначена для разметывания пройм. Базовыми машинами для выполнения строчки с челночным зигзагообразным переплетением являются машины 26 кл. ПМЗ (длина стежка до 4,5 мм, ширина зигзага до 9 мм); 1026 кл. ПМЗ (длина стежка до 3 мм, ширина зигзага до 6 мм), 335 кл. фирмы «Минерва» (Чехия) (ширина зигзага до 10 мм). Зигзагообразные строчки используются для соединения деталей швом встык и накладным швом, а также для обметывания срезов. На базовой машине 2222 кл. ПМЗ можно выполнить строчку однониточного цепного переплетения. Машина предназначена для выполнения сметочных, наметочных и выметочных работ с прокладыванием временной легко распускающейся строчки. Длина стежка до 12 мм. Строчки однониточного цепного переплетения применяют для вышивок, которые выполняют на машине МВ-50 ПМЗ. Машина 1276-6 кл. ПМЗ предназначена для выполнения сквозной двух ниточной строчки цепного переплетения, для стачивания деталей из форма устойчивых трикотажных полотен. Длина стежка до 3,2 мм. Потайными однониточными строчками выполняют стегальные и подшивочные операции. Для выполнения стегальных работ применяют машину CS-761 кл. Фирмы «Паннония» (Венгрия). Длина стежка 4... 8 мм. Для выполнения подшивочных работ потайными стежками в изделиях из легких и тонких тканей применяют машину 85 кл. ПМЗ. Базовой машиной для выполнения строчки крае обметочного однониточного цепного стежка является машина 208 кл. завода «Легмаш». Она применяется для изготовления изделий из трикотажных полотен. Для стачивания меховых шкурок и деталей из искусственного меха применяют машину 10-Б кл. «Легмаш» однониточного цепного стежка (длина стежка 1...3 мм) с шириной шва до 2,5 мм. Для обметывания срезов и предохранения их от осыпания применяют машины 851 кл. объединения «Текстима» (Германия). Машины объединения «Текстима» 8515/080/229, 851/080/230 и 851/080/ 231 кл. выполняют трех ниточные стачивающее - обметочные строчки с шириной шва обметывания 5,4 и 3,2 мм. Для выполнения обметочных строчек применяют машину двух - ниточного или трех ниточного стежка 51-А кл. (ширина обметывания 3...6 мм). Двух игольная базовая машина 862 кл. имеет 14 модификаций. Для выполнения на строчных швов и швов в замок с различным расстоянием между строчками предназначены машины 852 х 5, 852-1 х 10 и 851-2 х 7 кл., для настрачивания тесьмы и обработки мягких поясов — 852 х 12 кл., для обработки верхнего среза мужских брюк — 852 х 32 и 852 х 38 кл. Настрачивание тесьмы на низ брюк осуществляется на машине 428 кл. фирмы «Минерва». На машинах 408-АМ и 508-М кл. РЗЛМ выполняют стачивающее - меточные строчки в изделиях из сорочечных и костюмных тканей. Стачивание осуществляется двух ниточной строчкой цепного переплетения, а обметывание — двух ниточной цепной крае обметочной строчкой. Расстояние между иглами в машине 408-АМ кл. 3 мм, в машине 508-М кл. 7 мм (ширина обметывания 4...5 мм). Для выполнения отделочных строчек и изготовления шлевок применяют машину 876 кл. ПМЗ. К машинам полуавтоматического действия относят полуавтоматы для пришивания пуговиц, крючков, выполнения закрепок, для обметывания петель и строчек сложной конфигурации. Операции выполняются в автоматическом режиме зигзагообразными челночными или цепными стежками. На машине 827 кл. ПМЗ пришивают пуговицы с двумя и четырьмя отверстиями челночными стежками; диаметр пуговиц 15...35 мм; на машине 1095 кл. ПМЗ — пуговицы диаметром 11... 36 мм с двумя и четырьмя отверстиями цепными стежками вплотную к ткани и с некоторой слабиной — со стойкой (с «ножкой»); на машине можно пришивать одновременно две пуговицы, т.е. пуговицу с под пуговицей. Машину 295 кл. ПМЗ применяют для пришивания пуговиц диаметром до 11 мм с двумя отверстиями к бельевым изделиям. Машина 895 кл. снабжена табулятором для перемещения изделий от одной пуговицы к другой. Для пришивания пуговиц с ушком на платья пользуются машиной 1595 кл. ПМЗ. Для пришивания пуговиц с ушком к ведомственной одежде применяют машину челночного стежка 27-Б кл. Машину CS-600 кл. фирмы «Паннония» используют для пришивания плоских пуговиц с четырьмя отверстиями и одновременного обвивания ниткой стойки («НОЖКИ»). Пришивание проволочных крючков и петель выполняют на машине 53 кл. ПМЗ, в которой имеется специальный зажим для удерживания крючка или петли. Машина 220-М кл. ОЗЛМ выполняет малые (длиной 3...7 мм) и большие (длиной 8... 16 мм) закрепки в концах прорезных карманов и в петлях. Обметочные петли выполняют однониточными и двух ниточными строчками различных видов с челночным и цепным переплетением. На машине 525 кл. ОЗЛМ выполняют прямые петли длиной 9...24 мм в изделиях из костюмных и сорочечных тканей, на машине 625 кл. ОЗЛМ — петли в изделиях из сорочечных тканей; она имеет устройство для автоматического перемещения полочки от петли к петле. На машине 811 кл. фирмы «Минерва» выполняют прямые петли длиной 6...36 мм с закрепками в изделиях из костюмных тканей, а на машине 73401-РЗ кл. — петли с глазком и поперечной закрепкой в конце петли. В массовом производстве одежды широко применяют унифицированные детали (клапаны, манжеты, воротники), конфигурация которых не подвержена частым изменениям. Обработку таких деталей можно выполнять на машинах-полуавтоматах. Полуавтомат 570 кл. ПМЗ предназначен для обтачивания клапанов карманов мужского пальто, 570-2 кл. — для обтачивания манжет с закругленными краями в мужских сорочках, 570-3 кл. — для обтачивания клапанов карманов в костюмах для мальчиков, 570-4 кл. — для школьной формы, 3022-М кл. ОЗЛМ — для стачивания вытачек. Для соединения внутреннего среза подборта с подкладкой, бортовой и утепляющей прокладками в женских зимних пальто применяют полуавтомат 260 кл. ПМЗ, а для обработки рамки кармана в костюмах — двух игольный полуавтомат 596-М кл. ОЗЛМ. Средства малой механизацииОдной из главных задач предприятий швейной промышленности и предприятий сферы быта и услуг является повышение производительности труда. Приспособления малой механизации позволяют без капитальных затрат снизить затраты времени на выполнение операций, повысить производительность труда и улучшить качество обрабатываемых деталей. Коллективы ЦНИИШП и ЦОТШЛ работают над комплексным оснащением технологических процессов приспособлениями малой механизации, которое позволит повысить производительность труда на отдельных операциях на 60... 80 %, а на потоке в целом — на 20...30 %. До недавнего времени часть приспособлений изготовлялась машиностроительными заводами и в механических мастерских швейных предприятий. Сейчас все приспособления малой механизации выпускаются централизованно Подольским механическим заводом (ПМЗ), Оршанским заводом «Легмаш» и Московским опытно-механическим заводом (МОМЗ). По классификации ОАО ЦНИИШП все приспособления малой механизации для процессов производства швейных изделий разделены на шесть групп: I — направляющие приспособления (линейки-ограничители, лапки для соединения деталей и прокладывания строчек без подгибки края); II — приспособления для подгибки края детали без соединения ее с другой деталью; III — приспособления для соединения двух или более деталей без подгибки, с подгибкой края одной из них или нескольких деталей, которые подаются из рулона в виде полоски материала; IV — приспособления для окантовывания открытых срезов; V — приспособления к машинам-полуавтоматам для прикрепления фурнитуры; VI — приспособления и устройства, улучшающие условия труда работающих. 1.3.8. Технические условия на выполнение машинных работОтдельные машинные операции имеют те же названия, что и ручные операции (пришивание пуговиц, обметывание петель на машине). В то же время у многих машинных операций специфические названия (табл. 1.8). При выполнении машинных работ по изготовлению мужской, женской и детской одежды необходимо соблюдать следующие технические условия.
Кроме ниточных могут применяться сварные швы, выполняемые ультразвуком и током высокой частоты. Качество этих швов должно отвечать требованиям, предъявляемым к выполнению конкретных операций, указываемых в технической документации. Таблица 1.8 Терминология машинных работ
8. Стачивание деталей, настрачивание швов, прокладывание отделочных строчек выполняют с помощью направляющих линеек. Линии для фигурных отделочных строчек намечают по лекалам. 9. При соединении двух деталей, одна из которых имеет прямой срез, а другая — косой, деталь с косым срезом кладется снизу; деталь с прямым срезом — сверху. 10. При соединении двух деталей из тканей разной толщины низ следует положить деталь из толстой ткани. 11. При соединении двух деталей с посадкой одной из них деталь, которую нужно посадить, следует положить вниз. 12. Все срезы открытых швов должны быть обработаны. Срезы деталей открытых швов обметывают Хлопчато бумажными, синтетическими нитками или пряжей; их обрабатывают швом в подгибку или двойным швом. В изделиях из материалов с химическими волокнами срезы швов и деталей, не соприкасающиеся с телом, обрабатывают на машине для оплавления срезов. В изделиях из не осыпающихся материалов срезы могут быть обработаны на специальном приспособлении вырезами зигзагообразной формы. В изделиях из трикотажных (полотен мало распускающихся переплетений срезы швов, расположенных вдоль петельных столбиков или с отклонением от них на угол не более 45°, могут быть не обметаны. Нитки для обметывания срезов швов по цвету должны быть близкими к цвету ткани. В изделиях из пестротканых и печатных хлопчатобумажных тканей, имеющих в рисунке белый цвет, срезы могут быть обметаны нитками или пряжей белого цвета. | ||||||||||||||||||||||||||||||||||||