Технология швейного производства_Амирова. Технология швейного производства
 Скачать 7.03 Mb. Скачать 7.03 Mb.
|

1.4. КЛЕЕВЫЕ И СВАРНЫЕ СОЕДИНЕНИЯ ДЕТАЛЕЙ ОДЕЖДЫНаряду с ниточным способом соединения деталей одежды из I синтетических материалов находит применение их клеевое соединение шва. Таблица 1.9. Виды клеевых швов
Клеевые соединения применяют при изготовлении одежды в тех случаях, когда скрепляемые детали подвергаются незначительным нагрузкам. Для соединения деталей применяют клеевые соединительные и краевые швы. Виды клеевых швов приведены в табл. 1.9. 1.4.1. Клеевые материалы для обработки деталей одеждыПрименение клеевых материалов придает воротникам, манжетам и другим деталям одежды устойчивую форму и красивый внешний вид. Наиболее распространенными являются материалы: полужесткая прокладочная ткань с односторонним точечным полиэтиленовым покрытием; прокладочный воротничковый материал с односторонним сплошным полиэтиленовым покрытием; кромочная клеевая прокладочная ткань с клеевым покрытием; прокладочный материал с жесткой пропиткой; клеевой нетканый материал типа паутинки; нетканый прокладочный материал с клеевым покрытием; клеевая нить; клеевая сетка; клеевая пленка; клеевые порошки и пасты. Полужесткая прокладочная ткань с точечным полиэтиленовым покрытием — это хлопчатобумажная ткань (бязь или мадаполам), покрытая с одной стороны порошком полиэтилена под высоким давлением. Применяется для дублирования воротников, манжет, пояса и др. Прокладочный воротничковый материал со сплошным полиэтиленовым покрытием — это отбеленный безусадочный миткаль с односторонним сплошным покрытием порошком полиэтилена высокого давления. Применяется для прокладок в воротниках, манжетах, клапанах, карманах, поясах и др. Кромочная клеевая прокладочная ткань — хлопчатобумажная ткань (миткаль или мадаполам), покрытая с одной стороны полиамидным клеевым порошком. Используется для дублирования воротников, манжет и других деталей в изделиях из шерстяных, полушерстяных тканей или тканей с синтетическими волокнами. Изделия, обработанные прокладочной кромочной тканью, устойчивы к химической чистке. Прокладочный материал с жесткой пропиткой — хлопчатобумажная ткань (бязь), обработанная несминаемым аппретом, пропитанная полиамидной смолой или желатином. Применяется в качестве прокладки в деталях женских платьев из трикотажного полотна и тяжелых платьевых тканей. Этот прокладочный материал устойчив к стирке и химической чистке. Клеевой нетканый материал типа паутинки — волокнистый нетканый холст, в котором бессистемно расположенные термопластические волокна скреплены друг с другом. Изготовляется аэродинамическим методом из полиамида (для изделий из шерстяных тканей) и полиэтилена (для изделий из хлопчатобумажных и льняных тканей). Применяется для приклеивания припусков на подгиб низа изделия и низа рукавов. Клеевая нить — это моноволокно толщиной 0,3... 0,5 мм, полученное из синтетических термопластичных полимеров: из полиэтилена высокого давления — для изделий, подвергающихся стирке, и из полиамидной смолы — для изделий, подвергающихся химической чистке. Клеевая нить предназначена для закрепления краев изделий (низа изделий, рукавов и др.). Клеевое соединение с деталями из основной ткани устойчиво к стирке в водном растворе моющих средств и недостаточно устойчиво к химической чистке. Высокое качество изделий, изготовляемых с прокладками из указанных материалов, может быть достигнуто при соблюдении определенных режимов обработки. Прокладку из клеевых тканей в воротники, манжеты, клапаны выкраивают по форме этих деталей без припусков на швы или так, чтобы при обтачивании срезы прокладки попадали под строчку на ширину 0,1...0,2 см. Перед обтачиванием срезов деталей прокладку укладывают клеевой стороной на изнаночную сторону внутренней части детали (на нижний воротник, под клапан, под пояс, под манжету и т.п.) и приклеивают утюгом или на прессе без Увлажнения. Бортовая льняная ткань представляет собой льняную суровую ткань, покрытую с одной стороны клеевым полиамидным порошком. Она предназначена для выкраивания прокладочных деталей для нижнего воротника, лацканов, плечевых накладок для Мужских, женских и детских пальто и костюмов. Бортовая ткань с капроновым волокном (искусственным волосом) — ткань с хлопчатобумажной основой и капроновым утком в виде моноволокна, покрытая с одной стороны клеевым полиамидным порошком. Из этой ткани выкраивают накладки на бортовую прокладку в области груди для мужских и женских пальто и костюмов. Ворсовая прокладочная ткань — хлопчатобумажная суровая ткань, имеющая ворс с одной стороны и клеевое покрытие с другой. Предназначена для дублирования полочек, нижних воротников, шлиц, низа рукавов и других деталей женской и мужской верхней одежды. Прокладочная ткань с регулярным клеевым точечным покрытием — вискозная ткань, подвергнутая противо усадочной отделке с нанесением одностороннего клеевого покрытия. Предназначена для дублирования полочек пиджаков и жакетов, а также для выкраивания прокладок в мелкие детали, такие, как клапаны, листочки, накладные карманы. Прок ламилин (флизелин) — нетканый материал с односторонним точечным регулярным или нерегулярным клеевым покрытием. Из прокламилина выкраивают накладки на бортовую прокладку в области груди, плечевые накладки и прокладки в мелкие детали при изготовлении пальто и костюмов. Клеевая пленка из термопластичного клея в виде полосок шириной 3...6 мм и толщиной 0,07...0,27 мм применяется для закрепления низа рукавов, отделки краев бортов пальто, костюмов и других участков изделий. Пленку прикрепляют к ткани под небольшим давлением, предварительно обработав ее растворителем или проколов иглой или зубчатым роликом, нагретым до температуры 200... 220 о С. Поливинилацетатная эмульсия — однородная вязкая жидкость. Используется для пропитки бортовой прокладки в области петель. Для изделий из темных тканей раствор поливинилацетатной эмульсии подкрашивают анилиновым красителем. 1.4.2. Краткие сведения о дублировании деталейУлучшение качества одежды — одна из основных задач, поставленных перед работниками швейной промышленности и швейной подотрасли сферы быта и услуг. Важным направлением в развитии швейного производства является внедрение метода дублирования деталей верхней одежды. Дублированием деталей достигаются улучшение внешнего вида изделия и сохранение формы в процессе его эксплуатации. Детали дублируют прокладочными материалами с односторонним клеевым покрытием. В верхней одежде полностью дублируют такие детали, как полочки (рис. 1.132, а), подборта (рис. 1.132, б), верхний воротник (рис. 1.132, в), нижний воротник (рис. 1.132, г), клапаны карманов (рис. 1.132, д) и листочки (рис. 1.132, е). 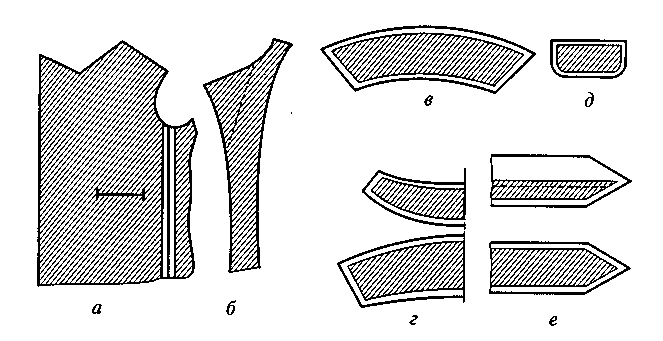 Рис. 1.132. Дублирование деталей верхней одежды 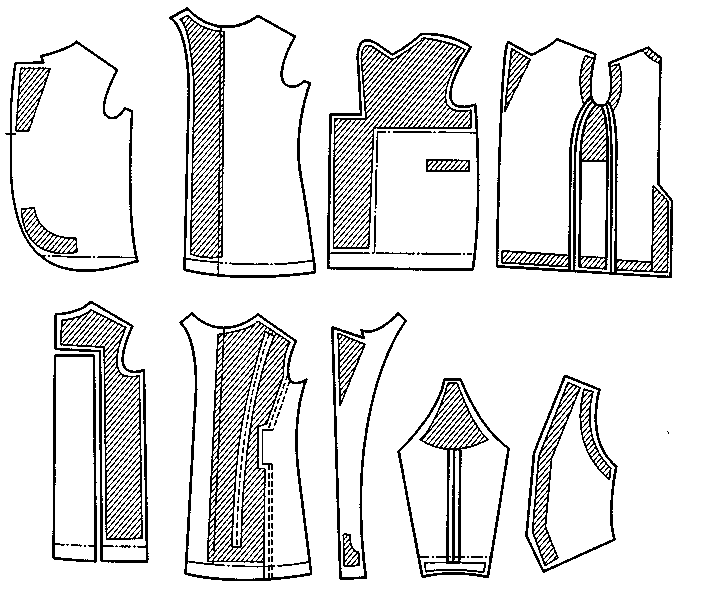 Рис. 1.133. Дублирование отдельных участков деталей верхней одежды 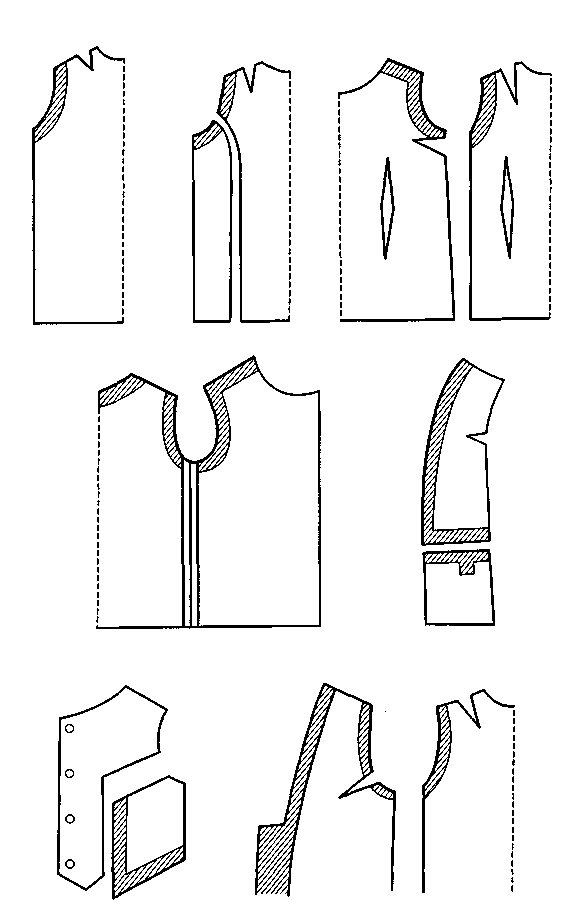 Рис. 1.134. Дублирование срезов деталей Дублирование выполняют также для закрепления отдельных участков изделия (бортовых участков полочек, отрезных бочков, кокеток, рис. 1.133) и срезов деталей (низа изделия, низа рукавов, срезов пройм, горловины, участков прорези боковых карманов и др., рис. 1.134). В женской и детской верхней одежде для дублирования полочек применяют однослойные прокладки, а в мужских костюмах и пальто прокладочные детали для дублирования могут быть многослойные (основной слой и дополнительные накладки, рис. 1.135). В одежде из шерстяных тканей платьево-блузочного ассортимента, не подвергающихся стирке в процессе эксплуатации, дублируют отдельные участки (бортовые края, воротник) и мелкие детали (манжеты, клапаны, листочки, пояса).  Рис. 1.135. Применение клеевых прокладочных материалов для дублирования деталей мужского пиджака Для дублирования деталей применяют прокладочные материалы с односторонним клеевым покрытием на основе хлопчатобумажных и вискозных тканей и нетканые материалы. Так, для дублирования деталей костюмов применяют прокладочную ткань с регулярным точечным клеевым покрытием П-548 на основе вискозной ткани арт. 75069, подвергнутой безусадочной пропитке. Детали из прокладочных материалов выкраивают уже (меньше) основных деталей на 0,3...0,5 см так, чтобы обрезные края прокладки входили в швы соединения на 0,1 ...0,2 см. Нить основы в деталях из прокладочных материалов для дублирования должна проходить в соответствии с направлением нитей основы в деталях верха. Соединение прокладочных деталей из тканей с клеевым покрытием с основными деталями (дублирование) производят до стачивания вытачек и рельефов, до обработки карманов и соединения их с другими деталями, т. е. до выполнения каких-либо сочинительных швов. Процесс дублирования деталей осуществляется путем тепловой обработки на специальных прессах с плоскими подушками, а при обработке узлов — на прессах с подушками, форма которых соответствует форме обрабатываемых участков изделия. При соединении прокладок с основными деталями сначала на подушку пресса укладывают основную деталь лицевой стороной вниз, а затем на изнаночную сторону основной детали — деталь из прокладочного материала с клеевым покрытием. При изготовлении пояса прокладочную деталь с клеевым покрытием укладывают на изнаночную сторону нижней части пояса так, чтобы один долевой срез прокладочной детали совпал с линией сгиба пояса, а другой прошел по линии обтачивания или попал под строчку обтачивания на 0,1 ...0,2 см. В том конце пояса, к которому крепится пряжка, прокладка должна быть короче пояса на 0,7... 1 см. Клеевую прокладку для под бортов в изделиях платьево-блузочного ассортимента выкраивают по плечевому и внутреннему краям под бортов вровень со срезами под бортов или делают ее короче на 0,7... 1 см. Дублирование деталей на прессах производят в соответствии с технологическими режимами, которые, в свою очередь, обусловлены составом волокон в тканях. 1.5. СВАРНЫЕ И КОМБИНИРОВАННЫЕ СПОСОБЫ СОЕДИНЕНИЯ ДЕТАЛЕЙ ОДЕЖДЫПри изготовлении плащей, накидок и других изделий из термопластичных пленочных материалов (пластифицированного поливинилхлорида, полиэтилена, полиамида) соединение деталей осуществляют сваркой на ультразвуковых или высокочастотных установках. Сварные соединения деталей выполняют действием теплоты и давления, в результате чего свариваемые материалы расплавляются в месте их соединения. После отвода теплоты и уменьшения давления расплав затвердевает и образуется неразъемное соединение. При сваривании получают швы типа стачного, накладного, краевого и отделочного. Ширина линии сварки может меняться от 3 до 10 мм. Область применения сварных соединений указана в табл. 1.10. Соединяемые поверхности в зоне контакта доводят до вязко текучего состояния, а затем фиксируют. В швейном производстве применяют три вида сварки: термо контактную, высокочастотную и ультразвуковую. При термо контактной сварке нагрев материала осуществляется электрическим нагревательным инструментом при его контакте с материалом. Эта сварка применяется при изготовлении специальной одежды из тонких пленок и текстильных материалов с пленочным термопластичным покрытием. При высокочастотной сварке электрическая энергия преобразуется в тепловую, достаточную для перехода полимера в вязко текучее состояние с последующей фиксацией. Эту сварку используют для изготовления петель, рельефных отделочных швов в одежде из искусственной кожи, воротников, манжет, карманов мужских сорочек из синтетических тканей, для прикрепления эмблем и аппликаций к деталям одежды. При ультразвуковой сварке материал подвергается воздействию ультразвуковых колебаний и одновременно давлению, создаваемому металлическими излучателями, которые преобразуют электрические колебания в механические. Под действием ультразвуковых колебаний поверхности материалов нагреваются до вязко текучего состояния и свариваются. Ультразвуковую сварку применяют для соединения текстильных материалов из термопластичных волокон. Комбинированное соединение представляет собой сочетание каких-либо двух методов соединения, например ниточного и сварного, и применяется в основном при изготовлении защитной и специальной одежды. Комбинированные швы различных конструкций используют при изготовлении специальной одежды, предназначенной для защиты человека от агрессивной среды. Комбинированные швы с применением ниточной строчки и сварки имеют высокую прочность и герметичность, но обладают повышенной жесткостью. Ширина комбинированных швов зависит от ширины линии сваривания, заполненной свариваемыми материалами, расстояния, заполненного клеем, или ширины герметизационной ленты. Число стежков в ниточной строчке, расстояние строчки от края соединяемых деталей, ширину шва и его толщину устанавливают в зависимости от назначения изделия, применяемого материала и указывают в соответствующих разделах технического описания. Таблица 1.10 Области применения сварных соединений при изготовлении одежды
Таблица 1.11 Виды заклепочных соединений
Заклепочные соединения применяют для прикрепления фурнитуры — пуговиц, кнопок, заклепок, блочков, крючков и др. В зависимости от конструкции и технологии заклепочные соединения выполняют механическим способом на прессе или термическим способом, при котором стержень пластмассовой заклепки с изнаночной стороны под действием теплоты деформируют в головку и фиксируют (табл. 1.11). 1.6. ВЛАЖНО-ТЕПЛОВАЯ ОБРАБОТКА ШВЕЙНЫХ ИЗДЕЛИЙПод ВТО швейных изделий понимают специальную обработку деталей или изделия влагой, теплом и давлением с помощью специального оборудования. При изготовлении одежды ВТО составляет 15... 25 % всей трудоемкости обработки изделия (в зависимости от вида изделия и ткани). Влажно-тепловая обработка бывает внутри процессная (производится в процессе обработки изделий) и окончательная (при отделке готовой продукции). Качество изделий, их внешний вид во многом зависят от влажно-тепловой обработки как в процессе пошива, так и при окончательной отделке. Влажно-тепловая обработка применяется для придания деталям изделия объемно-пространственной формы. Весь процесс влажно-тепловой обработки состоит из трех стадий: размягчения волокна влагой и теплом; придания определенной формы; закрепления полученной формы путем удаления влаги. Влажно-тепловую обработку выполняют глаженьем (утюгом), прессованием на прессе и пропариванием (на паровых прессах, паровоздушных манекенах). В зависимости от плотности переплетения нитей разные ткани по-разному поддаются влажно-тепловой обработке. Оборудование для влажно-тепловой обработки может иметь электрический, электропаровой и паровой обогрев. Режимы влажно-тепловой обработки тканей и других материалов зависят от вида применяемого оборудования. Для шерстяных тканей с лавсаном время воздействия утюга или пресса указывается в технических условиях на длину шва 0,5 м, а для других материалов — на длину шва 0,25 м. Если применяются проутюжильники, температура нагрева гладильной поверхности может быть повышена на 5... 10 °С. На утюжильных операциях используют утюги массой 2,4...6 кг. 1.6.1. Оборудование и приспособления для влажно-тепловой обработкиОборудование для влажно-тепловой обработки разделяют на пять основных групп: универсальное прессовое оборудование; специальное прессовое оборудование; гладильные столы; утюги; вспомогательное оборудование. Применение прессов (рис. 1.136) дает возможность механизировать наиболее трудоемкие операции влажно-тепловой обработки, повысить производительность труда, улучшить качество обработки и облегчить труд исполнителей. 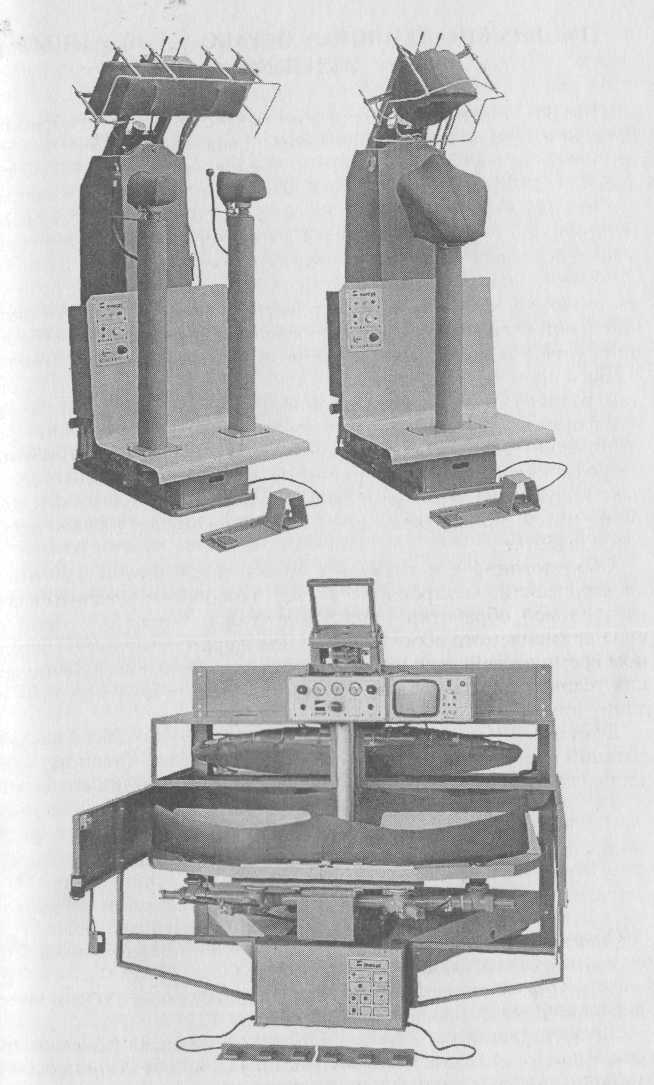 Рис. 1.136. Прессы Прессы различаются типом привода, усилием прессования видом подушек. Привод в прессах может быть механическим, электрическим, пневматическим и гидравлическим. В прессах с механическим приводом механизмы закрывания и открывания подушек работают от электродвигателя, в прессах с пневматически приводом — с помощью сжатого воздуха, а в прессах с гидравлическим приводом — с помощью давления масла в цилиндре. Все прессы приводятся в действие при нажатии двух пусковых кнопок. Для нагрева подушек применяют пар или электронагревательные элементы: спиральные, трубчатые (ТЭН) и полупроводниковые. Широкое распространение в промышленности получили электропаровые прессы. Пар обеспечивает увлажнение обрабатываемых деталей, а электрический нагрев — необходимую температуру. При обработке изделий на электропаровых прессах с вакуумным отсосом остаточной влаги значительно повышается качество влажно-тепловой обработки. Гладильные прессы с электрическим нагревом имеют ручные или автоматические опрыскиватели. Температура подушек зависит от вида обрабатываемого материала. Если материал содержит разные волокна, температуру подушек устанавливают по волокну, наиболее чувствительному к теплу. Каждый пресс имеет две подушки — верхнюю и нижнюю. Форма подушек, применяемых при изготовлении верхней одежды, зависит от выполняемой операции. В зависимости от усилий прессования прессы подразделяют на тяжелые, средние и легкие, а в зависимости от назначения — на универсальные и специальные для обработки отдельных участков и деталей. При изготовлении платьев и белья используют также настольные фальц прессы для загибания краев деталей (планок, застежек, накладных карманов и т.д.). Это оборудование снабжается паром от индивидуальных или групповых парогенераторов и служит для пропаривания обрабатываемых деталей и изделий, нагрева нижних подушек прессов и гладильных плит, утюжильных столов. Верхние подушки прессов имеют электрический обогрев. Температура нагрева верхних подушек регулируется в пределах 80... 200 °С. Автоматическое устройство прессов позволяет контролировать продолжительность пропаривания, прессования и отсоса влаги из обрабатываемых деталей. К группе специальных прессов относятся пресс для при утюживания окатов рукавов ПЛГС, прессы СПР-1, СПР-2, СПР-3 для с утюживания посадки по проймам рукавов (с пневматическим приводом), прессы СПРГ-1, СПРГ-2, СПРГ-3 для с утюживания посадки по проймам рукавов (с гидравлическим приводом); пресс ПМ-1 для приутюживания манжет мужских сорочек, прессы ГПКС-П, ГПКС-Л для обработки шлиц и низа спинок мужских пальто, пресс БФС борто формовочный для мужских пальто, для обработки стана мужских сорочек, пресс для обработки воротников и манжет мужских сорочек. К специальному оборудованию относится, например, установка для дублирования деталей верхней одежды. Изделия отпаривают с помощью отпарочных аппаратов и паровоздушных манекенов. Пресс - отпариватель отличается от обычного пресса тем, что при работе подушки неплотно зажимают обрабатываемую деталь, верхняя подушка обогревается паром и имеет множество отверстий для его выхода. На небольших предприятиях получил распространение отпарочный аппарат ОАГ-2, на котором с помощью пара с готовых швейных изделий снимают блестящие пятна — ласы, возникающие в результате прессования. Паровоздушный манекен предназначен для окончательной влажно-тепловой обработки плечевых швейных изделий. Манекен состоит из вентилятора, основания и остова, на который надет чехол из теплостойкой ткани, имеющий форму фигуры определенного размера. Готовое изделие надевают на манекен, расправляют, зажимают края специальными зажимами и включают вентилятор, который нагнетает воздух. В результате все морщины и складки на изделии расправляются. Затем пропускают нагретый пар, который пропаривает изделие, и горячий воздух для просушивания изделия в расправленном виде. Гладильные столы (вместе с утюгом или без него) выпускают различных марок. Гладильные столы имеют плоскую прямоугольную гладильную плиту, размеры которой зависят от вида обрабатываемых изделий. Плита нагревается паром температуры до 110 оС и имеет устройство для вакуум отсоса. Гладильные столы СУ-В применяют для внутри процессной влажно-тепловой обработки женских и детских платьев; СУ-М (с механическим утюгом) — Для различных швейных изделий; СУОК (с электропаровым утюгом УПП-ЗМ) — для мужских пиджаков (рис. 1.137); СУ-ОП — Для пальто (рис. 1.138); СУ-1 Пл — для влажно-тепловой обработки платьев. Гладильные столы могут быть составной частью утюжильной линии. Линия Л-СУ (рис. 1.139) предназначена для легкой одежды. Помимо утюжильных столов СУ-1 Пл. в нее входят паровые установки УП-13 М, паро- и вакуум проводы, катионитовый водоумягчитель ВК-1 и вакуумная установка УВГ-1. Утюжильная линия комплектуется 4...6 утюжильными стола-Ми и установками, дающими промышленный пар. Утюжильный стол СУ-1 Пл может питаться паром также от паровой установки УП-13 М. 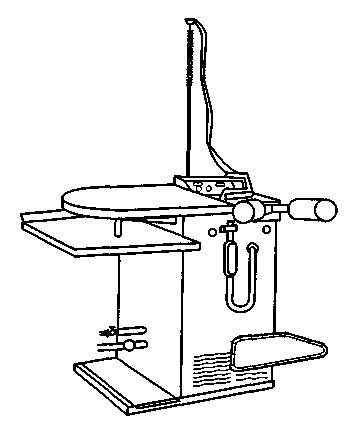 Рис. 1.137. Утюжильный стол СУ-ОК 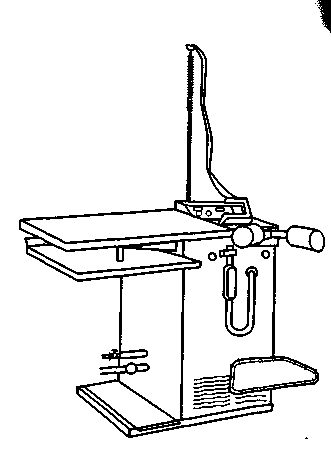 Рис.1.138. Утюжительный стол СУ-ОП 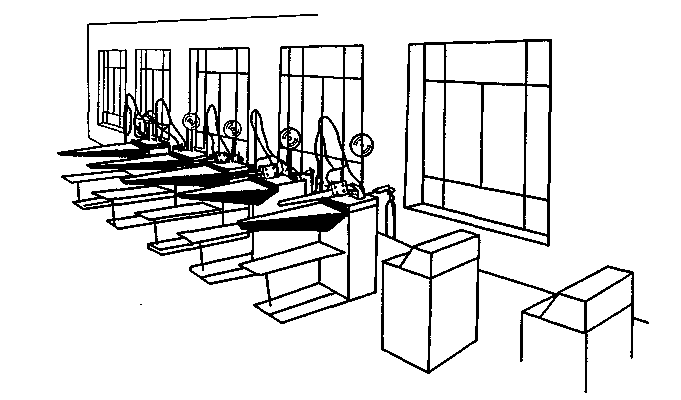 Рис. 1.139. Утюжильная линия с гладильными столами парогенератора Основная подушка имеет сварную конструкцию с амортизационным покрытием и электрическим обогревом. В ней расположено устройство для подключения к централизованному отсосу. Вспомогательная подушка также имеет сварную конструкцию и предназначается для разутюживания рукавов и плечевых швов. 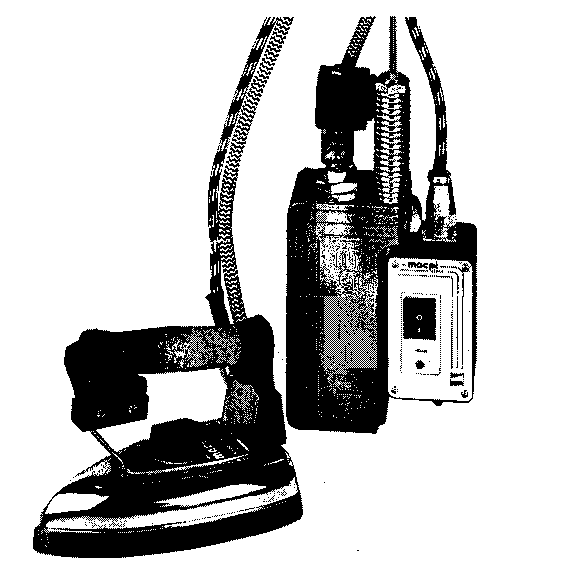 Рис. 1.140. Утюг Столик для поддержания нижних частей обрабатываемых изделий - выполняется из гнутой трубки, обтянутой технической ткани. Электропаровой утюг УЭП является основным рабочим органом утюжильного стола. Температура подошвы утюга регулируется терморегулятором. Принцип работы гладильного стола состоит в следующем. При включении в сеть загорается лампочка, сигнализирующая о подаче напряжения. Изделие раскладывают на гладильной подушке. Глаженье производят утюгом с одновременным увлажнением обрабатываемого изделия паром, поступающим через подушку утюга. При нажатии на педаль вакуум - отсоса (при подключении стола к централизованному отсосу) открывается вакуумный клапан и изделие просушивается. Паровая автоматическая установка УП-13 М предназначена для питания паром утюжильных столов СУ-1 Пл. Установка применяется на швейных предприятиях, не имеющих централизованных установок для выработки пара. Вакуумная установка осуществляет централизованное обеспечение вакуум - отсосом группы гладильного оборудования (10... 12 ед.). Вакуум-отсос необходим для удаления влаги и увлажнения полуфабрикатов. Утюги применяют для влажно-тепловой обработки изделия, как в процессе его изготовления, так и при окончательной отделке. В зависимости от способа нагрева различают паровые, электрические (рис. 1.140) и пароэлектрические утюги. Наибольшее распространение в швейной промышленности получили электрические утюги с пластинчатыми или спиральными нагревательными элементами. Соблюдение температурного режима влажно-тепловой обработки осуществляется благодаря утюгам с терморегулятором. При изготовлении одежды из различных материалов в промышленности широко используются утюги со спирально-трубчатыми нагревательными элементами. Трубчатый нагревательный элемент обеспечивает быстрый и равномерный нагрев гладильной поверхности утюга до температуры 1ОО...25О°С, с помощью терморегулятора поддерживается необходимая температура. При выполни различных операций применяют утюги, отличающиеся Друг от друга массой, размерами и мощностью. Декатиры применяют для обработки ткани паром в целях ее уплотнения, увеличения мягкости и предотвращения усадки в процессе обработки и эксплуатации. Для повышения производительности труда и улучшения качества обработки изделия при выполнении влажно-тепловых работ применяют различные приспособления: колодки, пульверизаторы и проутюжильники. Колодки (рис. 1.141) используют при работе с ручными утюгами. Их формы и размеры должны соответствовать характеру выполняемых на них операций. Для выполнения отдельных операций при работе с определенными материалами применяют колодки, покрытые сукном. Увлажнители ткани — пульверизаторы — работают как от водопроводной сети, так и от специального бачка с насосом. 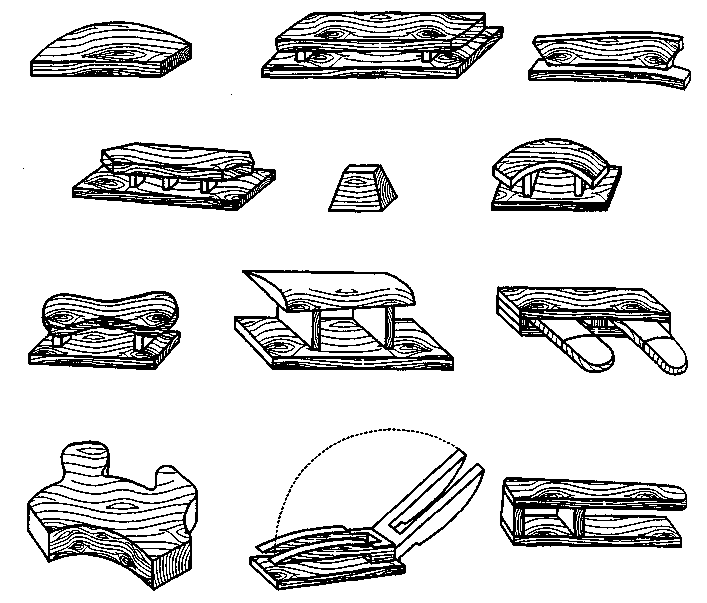 Рис. 1.141. Колодки 1.6.2. Режимы влажно-тепловой обработкиРазличные материалы по-разному реагируют на влажно-тепловую обработку. Эта реакция обусловлена волокнистым составом, степенью крутки, видом переплетения (в тканях), толщиной обрабатываемых деталей и пр. Поэтому для обеспечения требуемого качества, сохранения свойств материала, повышения производительности труда очень важно подобрать режим обработки и строго соблюдать его. Под режимом влажно-тепловой обработки понимаются значение таких факторов, как температура, влажность, продолжительность воздействия давления, и их взаимосвязь. Необходимым фактором, ускоряющим процесс обработки, является увлажнение. При этом количество влаги зависит от вида материала и составляет 20...30% массы материала в воздушно-сухом состоянии при увлажнении водой и З...6% при увлажнении паром. Избыток влаги увеличивает продолжительность обработки, снижает производительность труда, способствует возникновению лас, ухудшает качество. Равномерный прогрев материала до температуры, при которой материал способен изменять свои свойства, имеет большое значение. Эта температура зависит от теплостойкости волокон. Для шерстяных волокон она равна 130... 135 °С, для хлопковых и льняных не более 120, шелковых 150... 170, вискозных 120... 130, ацетатных 95... 100, полиэфирных 60... 170"С. Нагревание материалов до температуры выше рекомендуемой вызывает потерю прочности и износостойкости, изменение цвета и даже разрушение материала. Продолжительность контакта гладильной поверхности с полуфабрикатом устанавливают в зависимости от свойств обрабатываемого материала и толщины детали из этого материала. Известно, что основная деформация происходит во время прогрева в течение первых 2 с. Регулирование температуры нагрева в прессах осуществляется с помощью реле времени, а в утюгах — терморегулятором и по визуальной оценке качества работы. Давление пресса обусловлено свойствами материала. В среднем оно составляет (0,2... 1)105 Па. Превышение давления ведет к образованию лас. Для закрепления полученной формы удаляют влагу из материала, для чего его высушивают и охлаждают путем воздействия на материал горячего воздуха или перегретого пара. Влажно-тепловую обработку выполняют глаженьем (с помощью утюгов), прессованием (с помощью прессов) и пропариванием (с помощью паровоздушных манекенов). 1.6.3. Технические условия на выполнение влажно-тепловых работНазвания операций влажно-тепловой обработки не зависят от оборудования, на котором выполняются эти операции (табл. 1.12). При выполнении операций влажно-тепловой обработки необходимо соблюдать следующие условия.
Для изделий из тканей, содержащих синтетические волокна, рекомендуется применять марлю и мягкие хлопчатобумажные ткани (байку, фланель).
Таблица 1.12 Основные виды влажно-тепловых операций
Прессование воротника, бортов, низа и других участков из материалов с полиэфирными или полиакрилонитрильными волокнами после выметывания краев из-за сложности удаления следов от проколов иглы и ниток после прессования целесообразно выполнять в два приема. Сначала детали прессуют в течение 2...3 с без увлажнения через проутюжильник, затем удаляют выметочную строчку и производят вторичное прессование в течение 10...40 через проутюжильник с увлажнением.  9. Разутюживание, приутюживание, проутюживание швов, краев петалей и складок следует производить на столе или на специальных колодках, обтянутых сукном и покрытых сверху белой хлопчатобумажной тканью. 9. Разутюживание, приутюживание, проутюживание швов, краев петалей и складок следует производить на столе или на специальных колодках, обтянутых сукном и покрытых сверху белой хлопчатобумажной тканью.10. Особое внимание при влажно-тепловой обработке следует уделять тканям цвета морской волны, голубым, светло-серым и белым, так как красители, с помощью которых получают эти цвета, чрезвычайно чувствительны к действию высоких температур. Влажно-тепловую обработку штапельных, вискозных тканей производят с минимальным увлажнением, не допуская растяжения, которое может привести к разрушению ткани. Влажно-тепловую обработку изделий из бархата, полубархата и плюша выполняют с помощью специального приспособления или путем передвижения детали или участков изделий по нагретой поверхности подошвы утюга. 11. Наилучшие результаты влажно-тепловой обработки изделий из тканей и трикотажных полотен достигаются на прессах с использованием технологического пара и с отсосом лишней влаги. Пропаривание производится для увлажнения детали при не полностью опущенной верхней подушке через верхнюю или нижнюю подушку. Если подушки закрыты, пропаривание выполняют только при формовании или при обработке узлов с применением клеевых материалов. При работе с паровыми утюгами увлажнение паром следует осуществлять только при движении утюга вперед. При обратном движении утюга пар отключается и включается отсос влаги через рабочую поверхность утюжильного стола или колодки, на которой обрабатывают деталь.
1.7. ПОДГОТОВКА КРОЯ К ПОШИВУ1.7.1. Проверка и уточнение деталей крояПеред пошивом проверяют соответствие деталей кроя техническим требованиям на раскрой деталей изделия. Для проверки качества кроя пачки верхнюю и нижнюю детали из пачки накладывают на лекало. Обнаруженные неточности устраняют, подрезая деталь по намеченным линиям, обозначая места недостающих надсечек. Детали с надставками подрезают с учетом припусков на швы, при этом припуск с каждой стороны равен 0,7... 1 см. Если деталь обужена или укорочена, то ее снимают и заменяют другой или переводят все детали в меньший размер или рост. Одновременно точками, надсечками намечают места расположения вытачек, складок, подрезов, линии подгиба краев и т.д. Симметричные и парные детали из ткани в полоску или клетку подгоняют по рисунку. Их выкраивают с припусками на подгонку рисунка. Полоски (клетки) на клапанах, накладных карманах, подбортах совмещают с полосками (клетками) на основных деталях, после чего детали обмеляют по лекалам и обрезают по намеченным линиям. При промышленном изготовлении одежды в одном настиле может быть 20...40 полотен. Чтобы не перепутать детали кроя в процессе их обработки и сборки, детали нумеруют. В пачках деталей порядковые номера присваиваются всем деталям в соответствии с последовательностью полотен в настиле так, чтобы все детали одного изделия (одного полотна в настиле) имели одинаковые номера. Талоны с номерами пришивают на машине или проставляют номер карандашом на изнанке деталей. Детали подкладки и приклада должны соответствовать деталям из основного материала по модели, размеру и цвету. Пачки деталей скрепляют зажимами и перемещают на склад или в швейный цех специальными тележками. Клеевую кромку шириной 7... 10 мм прокладывают с изнанки деталей с помощью утюга на расстоянии 3...5 мм от срезов, а не клеевую прикрепляют на стачивающих машинах. В пальто с отлетной по низу подкладкой или без подкладки боковые срезы, срезы рельефных швов и конструктивных линий обметывают до их стачивания (при обработке швов в разутюжку) или после стачивания (если швы обрабатывают в заутюжку). Открытые срезы деталей обметывают на расстоянии 40...50 см от низа в мужских и женских пальто и 25... 30 см в детских пальто. В расклешенных пальто срезы обметывают на участке от низа до линии талии. Срезы мужских, женских и детских брюк обметывают до их стачивания. Застрачивание срезов швом в подгибку с закрытым срезом применяют при обработке низа мужских и детских сорочек. Швом в подгибку с открытым срезом обрабатывают внутренние края обтачек и под бортов в платьево-блузочных изделиях. Обработка краев деталей зигзагообразными вырезами применяется очень редко — только на тканях, имеющих большую плотность нитей основы и утка (типа крепдешина), а также при обработке нижних срезов прокладки передних половинок брюк. В целях отделки срезы могут быть обработаны окантовочным швом. Окантовывание срезов применяют при обработке изделий как платьево-блузочных, так и пальтово костюмных (внутренние края подбортов в мужских и женских пальто и т.п.). Для предохранения срезов от растяжения на наиболее ответственных участках деталей изделий прокладывают клеевую или не клеевую кромку (тесьму) или полоски ткани с односторонним клеевым покрытием. Такими участками являются срезы пройм полочек и спинок, горловины, плечевые срезы. Клеевую кромку шириной 7... 10 мм приклеивают с помощью утюга на расстоянии 3...5 мм от срезов, а не клеевую кромку и тесьму прокладывают, прикрепляя на стачивающей машине. В изделиях из тканей, легко поддающихся растяжению, и из трикотажных полотен срезы могут быть закреплены дополнительными строчками. 1.7.2. Обработка срезовДля предохранения срезов деталей от осыпания, растяжения и сохранения заданных контуров конструктивных линий их обрабатывают различными способами в зависимости от вида материала. В платьево-блузочных изделиях срезы швов обметывают до стачивания (если в дальнейшем швы должны быть разутюжены), одновременно со стачиванием, применяя стачивающе обметочные машины, или после стачивания. В пальто с отлетной по низу подкладкой или без подкладки боковые срезы, срезы рельефных швов и конструктивных линий обметывают до их стачивания (при обработке швов в разутюжку) или после стачивания (если швы обрабатывают в заутюжку). Открытые срезы деталей обметывают на расстоянии 40...50 см от низа в мужских и женских пальто и 25... 30 см в детских пальто. В расклешенных пальто срезы обметывают на участке от низа до линии талии. Срезы мужских, женских и детских брюк обметывают до их стачивания. Застрачивание срезов швом в подгибку с закрытым срезом применяют при обработке низа мужских и детских сорочек. Швом в подгибку с открытым срезом обрабатывают внутренние края обтачек и подбортов в платьево-блузочных изделиях. Обработка краев деталей зигзагообразными вырезами применяется очень редко — только на тканях, имеющих большую плотность нитей основы и утка (типа крепдешина), а также при обработке нижних срезов прокладки передних половинок брюк. В целях отделки срезы могут быть обработаны окантовочным швом. Окантовывание срезов применяют при обработке изделий как платьево-блузочных, так и пальтово костюмных (внутренние края подбортов в мужских и женских пальто и т.п.). Для предохранения срезов от растяжения на наиболее ответственных участках деталей изделий прокладывают клеевую или не клеевую кромку (тесьму) или полоски ткани с односторонним клеевым покрытием. Такими участками являются срезы пройм полочек и спинок, горловины, плечевые срезы. Клеевую кромку шириной 7... 10 мм приклеивают с помощью утюга на расстоянии 3...5 мм от срезов, а не клеевую кромку и тесьму прокладывают, прикрепляя на стачивающей машине. В изделиях из тканей, легко поддающихся растяжению, и из трикотажных полотен срезы могут быть закреплены дополнительными строчками. | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||