Технология швейного производства_Амирова. Технология швейного производства
 Скачать 7.03 Mb. Скачать 7.03 Mb.
|

2.6. ОБРАБОТКА ПРОЙМЫ ИЗДЕЛИЯ2.6.1. Обработка проймы изделия без рукавовПройму в изделиях без рукавов обрабатывают до или после стачивания боковых срезов изделия. При этом применяют те же краевые швы, что и при обработке горловины: вподгибку с закрытым или открытым обметанным срезом; окантовочный с тесьмой или косой бейкой с двумя закрытыми срезами; обтачной в простую рамку с использованием подкройной обтачки или косой бейки. Пройму обрабатывают швом вподгибку или окантовочным швом до соединения боковых срезов изделия. Обтачивание пройм подкройной обтачкой выполняют после соединения и обметывания боковых срезов изделия. Если по модели изделие имеет короткую линию плеча, срезы проймы обрабатывают вместе со срезами горловины одной подкройной обтачкой, имеющей вид кокетки (рис. 2.25). Выкраивают обтачку полочки и обтачку спинки из основного материала. Обтачки по срезам горловины и пройм уже основных деталей на 3...5 мм. Обтачки дублируют, нижние срезы обтачек обметывают (строчка 1) или застрачивают. Стачивают и разутюживают плечевые срезы обтачек (строчка 2). К моменту обработки горловины и пройм одной обтачкой изделие должно иметь стачанные и разутюженные плечевые срезы. Боковые срезы изделия остаются несоединенными. 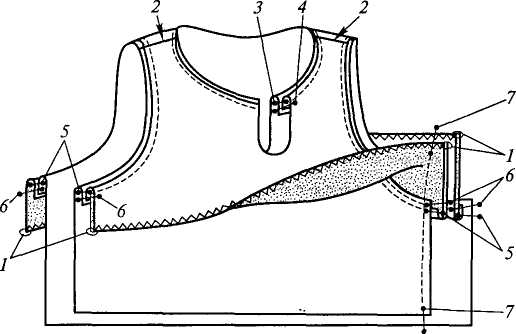 Рис. 2.25. Обработка горловины и проймы изделия одной обтачкой Обтачку лицевой стороной накладывают на лицевую сторону основной детали, уравнивая, плечевые швы и совмещая срезы горловины основной детали и обтачки. Срезы горловины изделия обтачивают (строчка 3). Припуски шва обтачивания на криволинейных участках надсекают и настрачивают на обтачку швом шириной 1 ...3 мм (строчка 4). Затем изделие вывертывают на лицевую сторону и выправляют. На участке проймы складывают лицевую сторону обтачки и лицевую сторону изделия, совмещая, плечевые швы и срезы проймы. Изделие обтачивают по линии проймы за один прием (строчка 5). Если длина плечевого шва меньше 35 мм, пройму обтачивают за два приема, каждый раз начиная строчку от плечевого шва. Припуски шва обтачивания надсекают и настрачивают на обтачку (строчка 6). Изделие вывертывают на лицевую сторону, выправляют и приутюживают с изнаночной стороны. Обтачки полочки и спинки на участке боковых срезов отворачивают и складывают лицевыми сторонами. Совмещают боковые срезы обтачек, боковые срезы полочки и спинки, а также швы притачивания обтачек к полочке и спинке. После этого одновременно стачивают боковые срезы обтачек полочки и спинки и срезы изделия (строчка 7). В заключение боковые срезы изделия обметывают и разутюживают, одновременно разутюживая боковые срезы обтачек. 2.6.2. Обработка рукавовРукава отличаются большим разнообразием по конструкции, Форме, длине, отделочным элементам, однако их обработку проводят по одной схеме: начальная обработка; соединение частей; обработка низа. Начальную обработку рукава выполняют так же, как и других основных деталей. Расположенные на рукавах вытачки, подрезы вставки, сборки, складки, буфы обрабатывают так же, как на других основных деталях. Если по модели на рукавах предусмотрены карманы, их выполняют как обычно. Мелкие детали — хлястики, паты — настрачивают на рукава в соответствии с разметкой. Части рукава, как и части других деталей, соединяют теми или иными соединительными швами в зависимости от модели и свойств используемых материалов. При выполнении соединительного шва в одно шовном рукаве строчку прокладывают со стороны переднего переката. В двух шовном рукаве сначала стачивают передние срезы со стороны верхней части рукава, а затем локтевые — со стороны нижней части рукава. Порядок стачивания срезов двух шовного рукава может меняться в зависимости от модели. При соединении срезов одно шовного рукава и локтевых срезов двух шовного рукава выполняют посадку срезов нижней детали между надсечками в области локтя. При индивидуальном пошиве соединение частей рукава производят с предварительным сметыванием. Срезы швов стачивания частей рукавов обметывают, окантовывают или застрачивают. В промышленном производстве для стачивания частей рукава используют стачивающе обметочные машины. Отделочную строчку на лицевой стороне рукава вдоль линии стачивания прокладывают с использованием специального приспособления. После соединения частей рукава перед последующей обработкой низа рукав может иметь замкнутую форму или быть плоским, незамкнутым по одному из швов. Обработка низа рукавов краевыми швамиНиз рукава обрабатывают любым краевым швом. Перед обработкой уточняют длину рукава, намечают линию низа и линию подгиба низа. Неровности низа рукава обрезают по намеченной линии. В зависимости от модели и свойств материала низ рукава застрачивают швом вподгибку с закрытым или открытым обметанным срезом, окантовывают тесьмой или косой бейкой с двумя закрытыми срезами, обтачивают подкройной обтачкой или косой бейкой. Обработку низа проводят на рукаве с замкнутой или незамкнутой линией низа. Шов вподгибку выполняют на стачивающей машине прямого или зигзагообразного стежка либо на специальной машине потайного стежка. Потайную подшивочную строчку можно выполнять и вручную. Возможна обработка низа рукава швом вподгибку с тесьмой. В этом случае один край тесьмы настрачивают на лицевую сторону припуска низа рукава, а другой подшивают на специальной машине потайного стежка к изнанке рукава. В кулиску, образованную застроченным припуском подгиба низа, может быть вставлена эластичная тесьма. Ширина кулиски на 1 -2 мм шире ширины эластичной тесьмы. Тесьма может размещаться по краю рукава либо на некотором расстоянии от линии низа в один или несколько рядов. Концы эластичной тесьмы стачивают накладным швом зигзагообразной строчкой. Концы тесьмы заходят друг за друга на 15...20 мм. Выметывают петлю для продергивания эластичной тесьмы на двойном слое припуска подгиба низа, который образуется при перегибании среза низа рукава на изнаночную сторону на 7... 10 мм. Припуск подгиба низа рукава по намеченной линии низа перегибают на изнаночную сторону, вкладывают эластичную тесьму и застрачивают припуск подгиба низа швом вподгибку с закрытым срезом. Ширина шва застрачивания 1 мм. При нескольких рядах эластичной тесьмы по низу рукава прокладывают несколько параллельных строчек, образуя кулиски необходимой ширины. Перед прокладыванием последней строчки под припуск подгиба низа вкладывают эластичную тесьму. В оставшиеся кулиски тесьму продергивают вручную с помощью булавки. Концы тесьмы стачивают накладным швом на машине или скрепляют вручную 12... 15 стежками. Эластичную тесьму также настрачивают зигзагообразной строчкой на развернутый рукав. В этом случае рукав должен быть незамкнут, а нижний срез рукава обработан. Если ширина зигзагообразной строчки больше ширины эластичной тесьмы, игла не прокалывает тесьму при настрачивании. В этом случае ширину и степень присборенности рукава внизу можно регулировать, подтягивая эластичную тесьму. Концы эластичной тесьмы закрепляют при стачивании и обметывании срезов рукава. Срезы рукавов, низ которых обрабатывался по незамкнутой линии, стачивают так, чтобы обработанные нижние края рукавов совмещались друг с другом. Припуск шва стачивания рукава обметывают и настрачивают на рукав у нижнего края двойной обратной строчкой длиной 7... 10 мм. Строчку прокладывают параллельно Шву стачивания рукава на расстоянии 3... 4 мм от обметанных срезов. Настроченный припуск шва стачивания рукава на должен быть виден с лицевой стороны. Окантовывание нижнего среза рукава производят на машине со спецприспособлением при незамкнутой линии низа. Затем стачивают срезы рукава, совместив нижние окантованные края. Срезы рукава обметывают. Концы окантовочной тесьмы или косой бейки настрачивают на изнаночную сторону рукава двойной обратной строчкой, прокладывая ее поперек окантовочной тесьмы. В изделиях из толстых материалов срезы рукавов обметывают перед окантовыванием нижнего среза. После окантовывания срезы рукавов стачивают, а концы окантовочной тесьмы подгибают под обметанный припуск шва стачивания рукава и застрачивают двойной обратной строчкой, прокладываемой поперек тесьмы. Обработку низа рукава обтачным швом производят, используя подкройную обтачку или косую бейку. В зависимости от модели обтачка или бейка могут располагаться как на изнаночной, так и на лицевой стороне рукава. Перед обработкой подкройная обтачка может быть продублирована, а косая бейка сформована по форме нижнего среза рукава. Внутренний срез обтачки обметывают. Если при последующей обработке внутренний срез обтачки будет застрочен или настрочен на рукав, то припуск внутреннего среза обтачки заутюживают на изнаночную сторону по шаблону. Внутренний срез косой бейки всегда заутюживают по шаблону на изнаночную сторону бейки. Подготовленную обтачку или бейку укладывают на рукав с незамкнутой линией низа, совмещают срезы и притачивают к низу рукава швом шириной 5...7 мм. Строчку прокладывают со стороны обтачки. Припуск шва притачивания настрачивают на обтачку с лицевой стороны на расстоянии 1 ...3 мм от шва притачивания. Рукав складывают лицевой стороной внутрь, совмещают срезы рукава и обтачки и стачивают рукав и обтачку одновременно. Шов стачивания разутюживают на участке концов обтачки и низа рукава. Припуски шва стачивания рукава выше участка разутюживания обметывают. Заутюженный срез обтачки застрачивают на расстоянии 1 мм от края. Обтачку отгибают на изнанку рукава, шов притачивания обтачки внизу рукава расправляют, образуя кант со стороны рукава, и приутюживают. Внутренний край обтачки подшивают потайными стежками на специальной машине или вручную. Внутренний обметанный или заутюженный край обтачки можно настрочить на рукав, если это предусмотрено моделью. В промышленном производстве обтачку настрачивают на низ рукава накладным швом с закрытым срезом на двух игольной машине со спецприспособлением для подгиба срезов обтачки и рукава внутрь на 5... 7 мм. Обработка низа рукавов цельнокроеными манжетамиМанжетой называют мелкую деталь, которой отделывают низ рукава. Ее форма и размеры разнообразны и зависят от модели манжету, как правило, изготовляют на подкладке, которая бывает притачной или цельно кроенной с манжетой. В некоторых изделиях из двусторонних материалов манжета может быть однослойной. Манжету выполняют мягкой без прокладок или жесткой с клеевой или не клеевой прокладкой. Концы манжеты бывают замкнутыми или свободными. Свободные концы застегивают на пуговицы, кнопки или запонки. Иногда застежки на концах манжеты нет. Различают манжеты, цельно кроенные с рукавом, и отрезные. 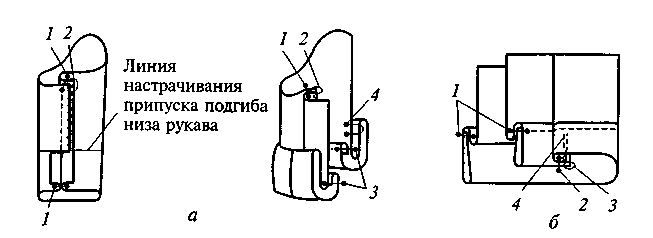 Рис. 2.26. Обработка низа рукава цельнокроеной манжетой Цельнокроеная манжета в общем виде представляет собой увеличенный припуск подгиба рукава и поэтому обрабатывается швом вподгибку так же, как рукав без манжеты. Рукав с цельнокроеной манжетой мягкой формы обрабатывают следующим образом. На изнаночной стороне намечают линию настрачивания припуска подгиба низа. Рукав складывают лицевой стороной внутрь и стачивают швом шириной 10 мм (рис. 2.26, а, строчка 1). Надсекают один из припусков шва стачивания у намеченной линии настрачивания. На участке рукава до надсечки припуски шва стачивания обметывают (строчка 2) и заутюживают. Ниже надсечки, не обметанные срезы разутюживают. Затем нижний срез рукава перегибают на изнаночную сторону на 7... 10 мм и, совместив образованный сгиб с линией разметки, настрачивают на рукав швом шириной 1... 2 мм (строчка 3). В изделиях из толстых материалов нижний срез рукава обметывают, а затем обметанный край настрачивают на рукав. Отгибают манжету на лицевую сторону на величину, предусмотренную моделью, и закрепляют ее на рукаве потайными стежками в нескольких местах вручную (строчка 4) или на машине потайного стежка. Обработку цельнокроеной манжеты жесткой формы выполняют без прокладок. На изнаночной стороне рукава намечают вспомогательную линию, расположенную от нижнего среза на расстоянии, равном ширине манжеты. Нижний срез рукава перегибают в сторону изнанки и совмещают его с намеченной линией. Затем Нижний срез огибают основной деталью и застрачивают его, прокладывая строчку со стороны манжеты на расстоянии 3,5...5 мм от сгиба (рис. 2.26, б, строчка 1). Рукав отгибают на лицевую сторону и приутюживают. По низу рукава может быть проложена отделочная строчка, расстояние от которой до нижнего края рукава 3,5...5 мм. После этого рукав стачивают (строчка 2), срезы шва стачивания обметывают (строчка 3). Припуск шва стачивания внизу рукава настрачивают на рукав двойной обратной строчкой 4. Обработка низа рукавов притачными замкнутыми манжетамиПритачная манжета с замкнутыми концами соединяется с рукавом разными способами в зависимости от модели. Манжету, цельно кроенную с подкладкой, складывают лицевой стороной внутрь, совмещают срезы концов и стачивают швом шириной 5...7 мм (рис. 2.27, а, строчка 7). Припуски шва разутюживают. Если манжета выкроена под углом 45° к нитям основы, то строчку стачивания концов манжеты прокладывают в направлении нитей основы. Срезы рукава обметывают (строчка 2). Рукав стачивают швом шириной 10 мм (строчка 3), припуски шва стачивания разутюживают. Манжету складывают пополам изнаночной стороной внутрь, совмещают срезы манжеты и ее подкладки, приутюживают сгиб. Подготовленную манжету лицевой стороной накладывают на лицевую сторону рукава, совмещают срезы. Манжету притачивают к низу рукава со стороны подкладки манжеты швом шириной 8... 10 мм (строчка 4). Срезы шва притачивания обметывают (строчка 5). Манжету отворачивают на лицевую сторону, припуски шва притачивания заутюживают в сторону рукава. Притачивание манжеты может производиться с одновременным обметыванием срезов на стачивающе обметочной машине. Если по модели притачная манжета с замкнутыми концами отворачивается на лицевую сторону, подготовленную манжету накладывают лицевой стороной на изнаночную сторону рукава и притачивают со стороны рукава (рис. 2.27, б, строчка 7). Затем срезы обметывают (строчка 2). В изделиях из толстых материалов припуски шва притачивания отгибают в сторону рукава и настрачивают на рукав (строчка 3). Строчку прокладывают на расстоянии 2...3 мм от обметанного края. Манжету отворачивают на лицевую сторону, закрывая шов притачивания, и закрепляют на рукаве потайными стежками (строчка 4) вручную или на машине потайного стежка. Манжету такого же внешнего вида можно соединять с рукавом, используя косую бейку или подкройную обтачку (рис. 2.27, в). Концы бейки или обтачки стачивают, припуски швов разутюживают. Внутренний срез бейки или обтачки застрачивают швом вподгибку с открытым срезом шириной 1 мм (строчка 7). Ширина подгиба 5... 7 мм. На лицевую сторону рукава со стачанными и обметанными срезами надевают готовую манжету, размещая ее подкладку на лицевой стороне рукава. Поверх манжеты надевают подготовленную бейку или обтачку, укладывая ее лицевой стороной на лицевую сторону манжеты. Совмещают срезы и притачивают манжету с бейкой или обтачкой к низу рукава (строчка 2). 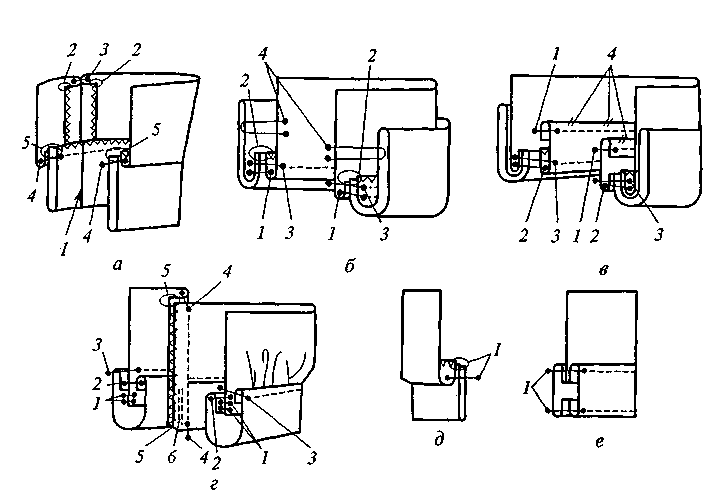 Рис. 2.27. Обработка низа рукава притачной замкнутой манжетой Ширина шва 7... 10 мм. Затем припуски шва притачивания настрачивают на бейку или обтачку швом шириной 2... 3 мм (строчка 3). Бейку или обтачку отгибают на изнанку рукава, шов выправляют, образуя кант из рукава, и притачивают к рукаву потайными стежками вручную или на машине потайного стежка (строчка 4). Край бейки или обтачки может быть настрочен на рукав. В таком случае внутренний срез бейки или обтачки предварительно не застрачивают. Если по модели низ рукава присборен, заложен складками и обработан притачной манжетой с замкнутыми концами, то работу выполняют на незамкнутом рукаве. На плоском не стачанном рукаве по надсечкам закладывают складки или образуют сборку, закрепляя их одной или двумя строчками, проложенными вдоль нижнего среза рукава на расстоянии 5... 7 мм (рис. 2.27, г, строчка 7). На изнанку рукава накладывают подкладку манжеты лицевой стороной, совмещают срезы подкладки и низа рукава, подкладку притачивают швом шириной 7... 10 мм (строчка 2). Строчку прокладывают по изнаночной стороне подкладки манжеты. Манжету отгибают на лицевую сторону рукава. Срез манжеты подгибают внутрь на 5...7 мм, подогнутый край накладывают на рукав, закрывая строчку притачивания подкладки, и настрачивают Манжету на рукав швом шириной 1 мм (строчка 3). После притачивания манжеты срезы рукава стачивают (строчка 4) и обметывают (строчка 5) одновременно с боковыми срезами манжеты. Нижний край припуска шва стачивания настрачивают на манжету двойной обратной строчкой 6. Манжета шириной 33 мм, цельно кроенная с подкладкой, может быть притачана за один прием на стачивающе обметочной машине (строчка 7) с приспособлением, осуществляющим подачу полосы ткани для манжеты и складывание ее пополам (рис. 2.27, д). Манжета и ее отрезная подкладка могут притачиваться к низу рукава (строчка 7) на двух игольной двух кассетной машине с раздельной подачей манжеты и ее подкладки и приспособлением для подгиба продольных срезов внутрь на 7 мм (рис. 2.27, е). Использование специальных машин с приспособлениями возможно лишь для не стачанного рукава. После притачивания манжеты срезы рукава стачивают и обметывают. Нижний край припуска шва стачивания настрачивают на манжету двойной обратной строчкой. Обработка низа рукавов притачными незамкнутыми манжетамиОбработка низа рукава притачной манжетой с застежкой имеет свои особенности. Обычно такая манжета достаточно плотно облегает запястье, поэтому ширина рукава внизу недостаточна для свободного прохождения руки. Для обеспечения прохода руки предусматривают разрез нижнего среза рукава. Стороны разреза должны быть обработаны. Общий порядок изготовления рукава с притачной застегивающейся манжетой следующий: обрабатывают стороны разреза низа рукава; обрабатывают притачную манжету; соединяют манжету с рукавом; изготовляют застежку на манжете. Стороны разреза низа рукава обрабатывают окантовочным швом, швом вподгибку, настрочной планкой. Обработку разреза рукава окантовочным швом начинают с разметки линии разреза и разрезания низа рукава по намеченной линии. Разрез окантовывают косой бейкой с двумя закрытыми срезами или обтачкой, выкроенной в продольном направлении, так же, как несквозной разрез застежки (см. подразд. 2.3.1 и рис. 2.16, а, б). При обработке сторон разреза рукава швом вподгибку с закрытым срезом сначала на рукаве намечают линию разреза, совпадающую с нитью основы, и разрезают рукав строго по этой линии. В конце разреза по обе стороны от него делают поперечные надсечки длиной 10 мм. Стороны разреза подгибают и застрачивают швом вподгибку с закрытым срезом шириной 1 мм. Ширина подгиба 5 мм. При этом сторону разреза, расположенную ближе к продольному срезу рукава, застрачивают на левую сторону (рис. 2.28, а, строчка 7). Другую сторону разреза застрачивают на изнаночную сторону рукава (строчка 2). Затем сторону разреза, застроченную на изнанку рукава, накладывают на сторону разреза, застроченную на лицевую сторону. При этом на рукаве выше разреза образуется складка глубиной 20 мм. Эту складку и верх разреза закрепляют закрепкой — строчкой прямоугольной формы так, чтобы горизонтальный срез вверху разреза располагался между строчками закрепки. Стороны разреза рукава обрабатывают настрочной планкой так же, как несквозной разрез застежки (см. подразд. 2.3.1 и рис. 2.16, и). Настрочной планкой обрабатывают только одну сторону разреза, другую сторону застрачивают швом вподгибку с закрытым срезом (рис. 2.28, б). На изнаночной стороне рукава выполняют разметку разреза. Сначала намечают линию разреза (рис. 2.28, в). Через ее конец проводят поперечную линию, ограничивающую длину разреза. По обе стороны от линии разреза параллельно ей проводят две линии: линию притачивания планки и линию застрачивания стороны разреза. Расстояние между этими линиями разметки равно ширине планки в готовом виде. Расстояние от линии разреза до линии притачивания планки должно быть не менее 5 мм, до линии застрачивания — не менее 12 мм. Линия застрачивания расположена ближе других к продольному срезу рукава. На изнаночной стороне планки, цельно кроенной с подкладкой, намечают линию сгиба планки и линию притачивания подкладки планки к рукаву, а также поперечную линию, ограничивающую длину разреза. Припуски продольного среза и срезов конца планки подгибают на изнаночную сторону и приутюживают (рис. 2.28, г). На изнаночную сторону рукава лицевой стороной укладывают подкладку планки, на рукаве и планке совмещают намеченные линии притачивания и нижние срезы. Затем притачивают подкладку планки, прокладывая строчку по намеченной линии притачивания точно до поперечной линии разметки (рис. 2.28, д, строчка 7). Концы строчки закрепляют. Разрезают рукав по линии разреза, не доходя до поперечной линии 10... 20 мм. В конце разреза в обе стороны от него выполняют косые надсечки к поперечной линии разметки и концу выполненной строчки. Припуск свободной стороны разреза подгибают на изнаночную сторону на 4... 5 мм, а затем еще раз на такую же величину и застрачивают швом шириной 1 мм (строчка 2). Строчка застрачивания проходит по линии разметки. Планку отворачивают на лицевую сторону рукава. Рукав перегибают по поперечной линии разметки на изнаночную сторону, совмещая сгиб с поперечной линией разметки на планке, и стачивают подкладку планки и уголок разреза (строчка 3). Строчку прокладывают со стороны уголка разреза. Концы строчки закрепляют. Припуски продольного шва притачивания планки отгибают в сторону планки и приутюживают. Планку складывают по линии сгиба изнаночной стороной внутрь, перекрывая краем планки строчку шва притачивания подкладки. Верхний конец планки укладывают на рукав, перекрывая концы подкладки планки и уголок разреза. При необходимости излишки материала в уголке разреза высекают. Планку наметывают на рукав и настрачивают вдоль продольного края. Не прерывая строчки, настрачивают верхний конец планки и ставят закрепку одной или двумя поперечными строчками на уровне верхнего косого среза застроченной стороны разреза (рис. 2.28, е, строчка 4). 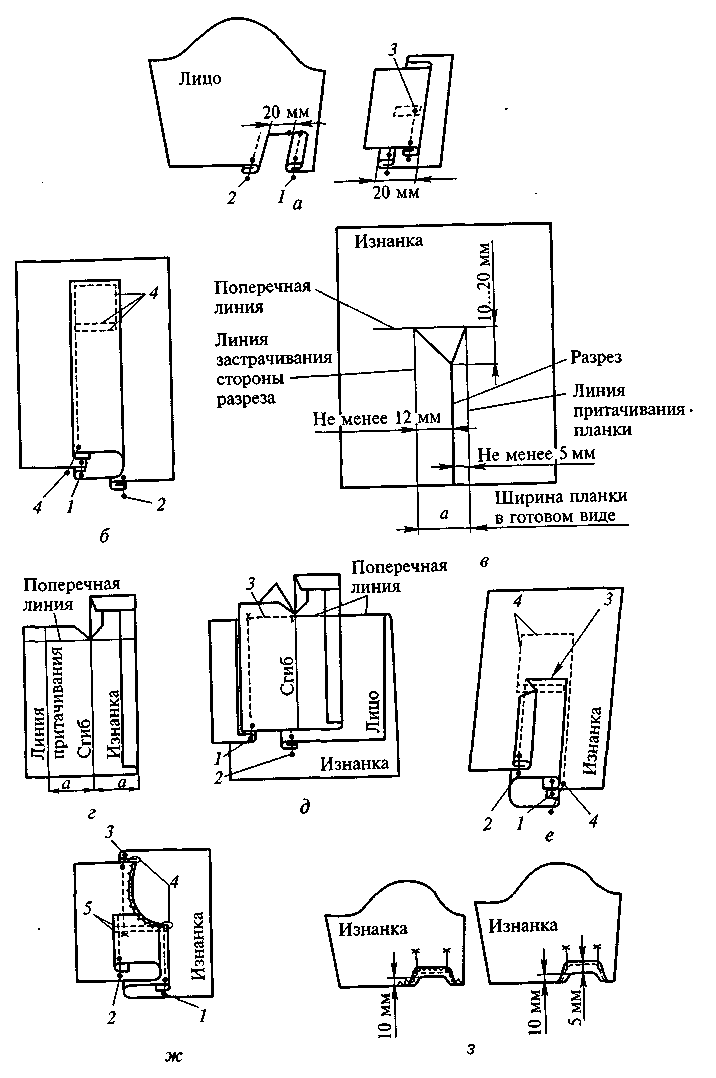 Рис. 2.28. Обработка разреза низа рукава Если разрез рукава совмещен со швом стачивания, то при раскрое на участке разреза припуски шва стачивания увеличивают до 30...70 мм в зависимости от модели. Срезы увеличенных припусков подгибают на изнаночную сторону на 5...7 мм и застрачивают швом шириной 1 мм (рис. 2.28, ж, строчки 1, 2). В изделиях из толстых, плотных материалов эти срезы обметывают. Припуски разреза перегибают на изнаночную сторону рукава и приутюживают. Срезы рукава стачивают (строчка 3)и обметывают (строчка 4). В конце разреза ставят закрепку (строчка 5). Нижний срез рукава можно не разрезать. В таком случае делают горизонтальную шлицу (рис. 2,28, з). Ее располагают на участке низа рукава, к которому манжету не притачивают. Низ рукава на участке шлицы между контрольными знаками застрачивают швом вподгибку с закрытым или открытым обметанным срезом шириной 5 мм. За пределами надсечек шов сводят на нет. Обработка притачной манжеты включает в себя соединение манжеты с прокладкой и обтачивание манжеты ее подкладкой. Манжету, подкладку манжеты или обе эти детали соединяют с клеевой или не клеевой прокладкой так же, как другие мелкие детали (см. подразд. 2.1.1). Если манжета будет застегиваться на воздушные (навесные) петли, то перед ее обтачиванием подкладкой концы петли в соответствии с разметкой настрачивают на манжету двойной обратной строчкой, а затем закрепляют строчкой обтачивания. Если манжету, цельно кроенную с подкладкой, усиливают не клеевой прокладкой, то прокладку настрачивают на подкладку манжеты. Строчку прокладывают параллельно сгибу манжеты на расстоянии 2...3 мм от линии сгиба со стороны подкладки (рис. 2-29, а, строчка 1). Затем манжету обтачивают подкладкой обтачным швом в простую рамку, прокладывая строчку по концам манжеты, если она выкроена вместе с подкладкой, или с трех сторон, если подкладка манжеты отрезная. Ширина шва обтачивания 5...7 мм. Если моделью на манжете предусмотрен уступ, то его обтачивают одновременно с обтачиванием манжеты подкладкой. Конец строчки закрепляют. Припуск шва притачивания манжеты надсекают к концу строчки обтачивания уступа перпендикулярно срезам манжеты. При изготовлении манжеты для мужской сорочки или для женской блузки типа мужской сорочки манжету дублируют клеевой прокладкой, нижний срез которой располагают выше нижнего среза манжеты на 10 мм (рис. 2.29, б). После дублирования припуск нижнего среза манжеты отворачивают на изнаночную сторону, огибая им срез прокладки. Припуск приутюживают и застрачивают с лицевой стороны манжеты швом шириной 6...7 мм (строчка 1). Затем манжету обтачивают подкладкой манжеты обтачным швом шириной 5... 7 мм (строчка 2). Готовую манжету приутюживают с изнаночной стороны. По краю и концам манжета может быть отделана кантом, тесьмой, оборкой, кружевом так же, как клапан или листочка (см. подразд. 2.1.5). Готовую манжету притачивают к рукаву после того, как на рукаве обработан разрез низа, срезы рукава стачаны и обметаны. Манжету накладывают подкладкой на изнанку рукава, совмещают срезы деталей друг с другом, а концы манжеты со сторонами разреза. Манжету притачивают с изнаночной стороны подкладки швом шириной 7... 10 мм (рис. 2.29, в, строчка 3). Срезы шва притачивания отгибают в сторону манжеты. Срез манжеты подгибают внутрь и настрачивают на рукав, закрывая строчку настрачивания подкладки манжеты (строчка 4). Ширина шва настрачивания 1 мм. При индивидуальном пошиве манжету перед притачиванием приметывают. Если по модели предусмотрена отделочная строчка по краю и концам манжеты, то ее выполняют сразу после настрачивания, не прерывая строчки настрачивания (строчка 4а). В рукавах со шлицей, расположенной в шве стачивания рукава, манжету укладывают на лицевую сторону рукава, уравнивают срезы, края манжеты огибают увеличенными припусками на шлицу и притачивают с одновременным обметыванием срезов на стачивающе обметочной машине. Притачивание манжеты и обметывание срезов шва притачивания можно выполнить последовательно на двух разных машинах: стачивающей и обметочной (рис. 2.29, г, строчки 5, 6). Манжету отгибают на лицевую сторону. Верхний конец шлицы фиксируют закрепкой (строчка 7). В рукавах с горизонтальной шлицей манжету можно притачать также на стачивающе обметочной машине. При этом предварительно обрабатывают шлицу. Готовую манжету укладывают на лицевую сторону готового рукава, совмещая срезы. Концы манжеты располагают у контрольных знаков, ограничивающих длину горизонтальной шлицы. Манжету притачивают, одновременно обметывая срезы шва притачивания и срез шлицы между концами манжеты (рис. 2.29, д). Такую обработку можно проводить последовательно: сначала притачать манжету (строчка 3), а затем обметать срез (строчка 4). Обметанный край шлицы застрачивают на стачивающей машине, закрепляя край манжеты (строчка 5). 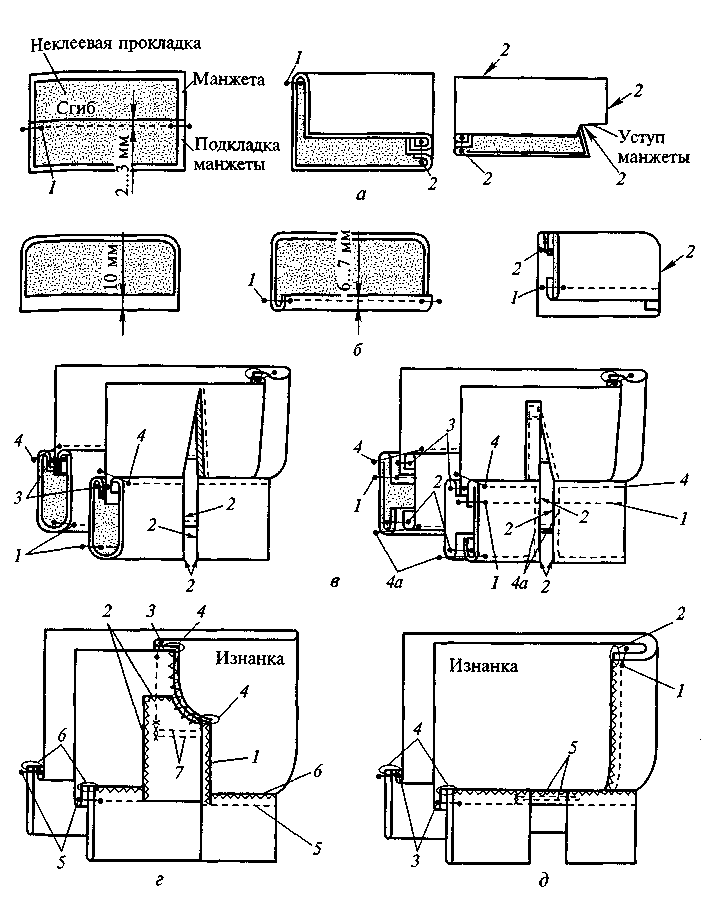 Рис. 2.29. Обработка жесткой притачной манжеты и ее соединение с рукавом После притачивания манжеты к рукаву на манжете выметывают петли в соответствии с разметкой и пришивают пуговицы. Петли и пуговицы могут быть заменены кнопками. Для запонок выметывают две петли — по одной на каждой из сторон манжеты. 2.6.3. Соединение рукава с изделиемРукав соединяют с изделием в той или иной последовательности в зависимости от модели и конструкции рукава. Для соединения используют различные швы: стачной в заутюжку, настрочной, накладной с закрытым срезом, запошивочный. Реже применяют швы взамок, бельевой, стачной вразутюжку. Срезы шва втачивания рукава обметывают, окантовывают или застрачивают швом шириной 1 мм с подгибанием срезов проймы и оката внутрь на 3...5 мм. Втачные рукава втачивают в закрытую или открытую пройму. В закрытую пройму рукава втачивают после соединения и обработки плечевых и боковых срезов полочки и спинки. В промышленном производстве рукав втачивают на специальной машине, обеспечивающей необходимую посадку по окату рукава, без предварительного вметывания. Строчку прокладывают по изнаночной стороне рукава, ширина шва 10... 12 мм. При индивидуальном пошиве по окату рукава сначала прокладывают две строчки на расстоянии 3 и 5 мм от среза на машине или вручную и стягивают нитки, распределяя посадку равномерно по окату. Для предохранения проймы переда и спинки от растяжения на ее верхних участках на расстоянии 100... 120 мм вниз от плечевого шва прокладывают машинную строчку на расстоянии 7... 13 мм от срезов. Рукав вывертывают на лицевую сторону, а изделие — наизнанку. Рукав вкладывают в пройму изделия, располагая детали лицевыми сторонами друг к другу. Совмещают срезы и контрольные надсечки оката и проймы и скалывают детали булавками сначала на нижнем участке оката без посадки рукава, а потом на верхнем с посадкой. Затем рукав вметывают, поочередно удаляя булавки. На верхнем участке оката рукава посадку сутюживают на припуске шва, не заходя за строчку вметывания. Втачивание осуществляют со стороны изделия, после чего обметывают срезы шва втачивания. Ширина шва втачивания 10... 15 мм. В моделях с квадратной проймой (рис. 2.30, а) сначала втачивают верхнюю овальную часть оката рукава (строчка 7), а затем нижнюю прямую часть (строчка 2), надсекая припуск в углу проймы. Для предохранения угла проймы от осыпания под него с изнаночной стороны предварительно ставят клеевой или не клеевой усилитель. Нижнюю прямую часть рукава можно настрочить на пройму изделия, подогнув срезы внутрь на 10... 15 мм. При этом боковой шов изделия должен совпасть со швом рукава. Втачивание рукава в открытую пройму выполняют до соединения боковых срезов полочки и спинки. Втачивают рукав в открытую пройму на стачивающе обметочной машине или используют для втачивания последовательно две разные машины: одну для стачивания срезов, другую для их обметывания. После втачивания рукава соединяют и обрабатывают боковые срезы изделия и продольные срезы рукавов. Рукава реглан соединяют с изделием на стачивающе обметочной машине. Срезы рукава и изделия могут быть обметаны до втачивания рукава, которое затем производят на стачивающей машине. После втачивания рукавов соединяют и обрабатывают боковые срезы изделия и продольные срезы рукавов. При втачивании рукава реглан-погон (рис. 2.30, б) сначала в пройму втачивают нижнюю часть оката (строчка 7), а затем соединяют верхние срезы изделия и срезы погона рукава, надсекая припуск в углу оката рукава (строчка 2). Рукава, цельно кроенные с полочкой и спинкой, могут быть изготовлены с ластовицей — деталью, обеспечивающей свободу движения руки. Ластовицу ромбовидной формы втачивают в разрезы на полочке и спинке (рис. 2.30, в) до соединения боковых и плечевых срезов, нижних срезов рукава. Так как в конце разреза на основных деталях припуск на шов притачивания ластовицы сводится к 1 мм, что может привести к разрушению участка изделия во время эксплуатации, разрез укрепляют обтачкой. Для этого на изнаночную сторону полочки накладывают обтачку лицевой стороной вниз, совмещают линии разреза на полочке и обтачке и прокладывают строчку с двух сторон от линии разреза на расстоянии 7... 10 мм от нее, доводя это расстояние до 1 мм в конце разреза (рис. 2.30, г, строчка 7). Полочку вместе с обтачкой разрезают по линии, находящейся посередине между строчками. Срезы обтачки заутюживают в сторону разреза. Аналогично обрабатывают разрез на спинке (рис. 2.30, д, строчка 2). Затем обметывают острые углы ластовицы на 20...25 мм с каждой стороны угла ластовицы (строчка 3). Лицевую сторону ластовицы складывают с лицевой стороной полочки, совмещают тупой угол ластовицы с концом разреза, а срезы ластовицы со срезами полочки в начале разреза. Две стороны ластовицы втачивают со стороны полочки, прокладывая строчку 4 рядом с краем обтачки. Концы строчки не должны доходить до срезов ластовицы на 12... 15 мм. Так же втачивают две другие стороны ластовицы в обтачанный разрез спинки (строчка 5). После втачивания ластовицы в разрезы полочки и спинки стачивают нижние срезы рукава (строчка 6) и боковые срезы полочки и спинки (строчка 7). Припуски шва разутюживают, одновременно приутюживая ластовицу. Сначала с одной стороны узла обметывают срез рукава, срез ластовицы одновременно со срезом полочки и боковой срез полочки (строчка 8). Затем с другой стороны узла обметывают боковой срез спинки, срезы ластовицы и обтачки, срез рукава (строчка 9). Припуски шва втачивания ластовицы настрачивают на полочку и спинку с лицевой стороны полностью или только в концах разреза (строчка 10). Последними соединяют и обрабатывают плечевые срезы и верхние срезы рукава полочки и спинки. 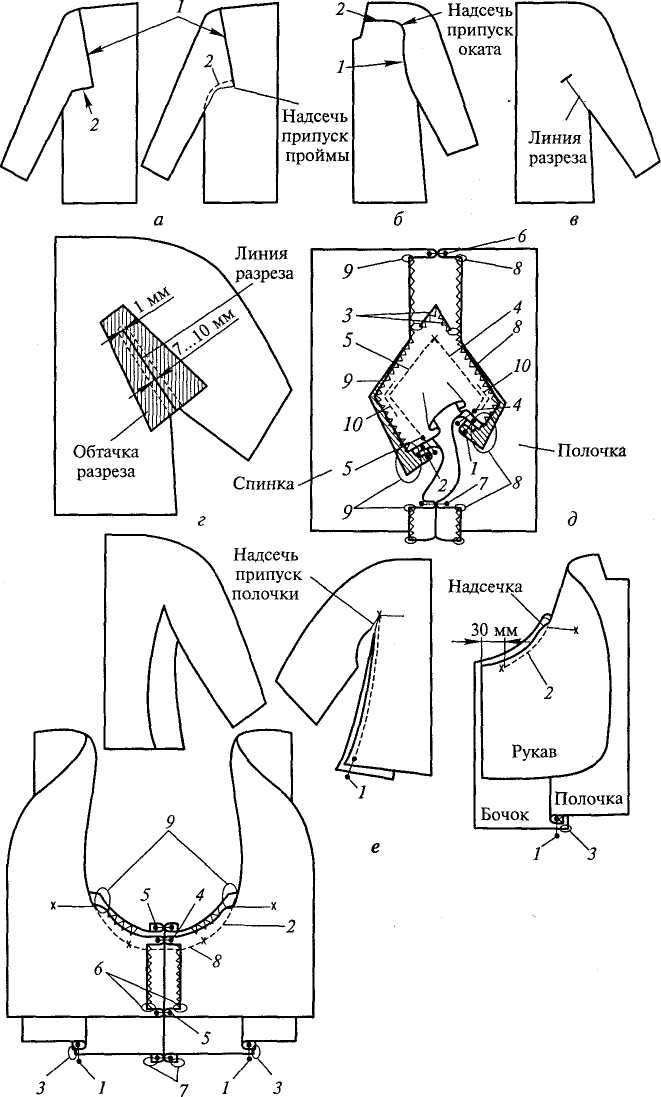 Рис. 2.30. Соединение рукава с изделием В изделиях с цельнокроеными рукавами и отрезными бочками полочки и спинки (рис. 2.30, е) сначала притачивают бочки к полочке и спинке от контрольного знака, отмечающего конец разреза, до конца изделия (строчка 1). Предварительно на изнаночную сторону полочки и спинки в конце разреза ставят клеевой или не клеевой усилитель. Строчку притачивания прокладывают со стороны бочка, концы строчки закрепляют. Припуск надсекают к верхнему концу строчки. Цельнокроеный рукав перегибают и складывают с бочком лицевыми сторонами, совмещают срезы проймы бочка и оката нижней части рукава. Рукав втачивают, прокладывая строчку от верхнего конца шва притачивания бочка к боковому срезу бочка с изнаночной стороны рукава (строчка 2). Рукав можно предварительно вметать. Строчку заканчивают, не доходя 30 мм до бокового среза. Припуски шва притачивания бочка обметывают (строчка 3) и разутюживают или заутюживают в зависимости от модели. Аналогично рукав втачивают в пройму бочка спинки. Стачивают (строчки 4, 5) и обметывают (строчки 6, 7) нижние срезы рукава и боковые срезы бочков. Швы стачивания разутюживают. Втачивают рукав в пройму на несоединенном участке у бокового шва (строчка 8). Припуски шва втачивания рукава в пройму бочков обметывают (строчка 9) и заутюживают в сторону рукава. Последними стачивают и обметывают плечевые срезы и верхние срезы рукава. |