Технология швейного производства_Амирова. Технология швейного производства
 Скачать 7.03 Mb. Скачать 7.03 Mb.
|

2.4. СОЕДИНЕНИЕ ПЛЕЧЕВЫХ, БОКОВЫХ, ШАГОВЫХ СРЕЗОВ ОСНОВНЫХ ДЕТАЛЕЙПлечевые, боковые, шаговые срезы основных деталей соединяют любым из стачных, настрочных или бельевых швов. Ширина шва стачивания зависит от вида шва и свойств материалов. Срезы швов обметывают, окантовывают или застрачивают швом в подгибку с закрытым срезом. Срезы обрабатывают до или после выполнения соединительных строчек. Припуски швов заутюживают при использовании тонких материалов или разутюживают при работе с толстыми и жесткими материалами. Стачные швы в заутюжку с обметанными срезами могут выполняться на стачивающе обметочных машинах цепного стежка за один проход. Для шва взамок используют двух игольные машины со спецприспособлением для подвертывания срезов деталей. Остальные швы выполняют на одно игольных машинах челночного или цепного стежка. Расстрачивание стачного шва можно выполнять на двух игольной машине. Если одна из стачиваемых деталей имеет в соединяемом срезе сборки, складки или вытачки, то стачивание выполняют со стороны этой детали. Припуски шва стачивания отгибают и заутюживают в сторону детали без сборок, складок или вытачек. Плечевые срезы стачивают после начальной обработки основных деталей, изготовления карманов и застежек. При обработке плечевых срезов полочки и спинку складывают лицевыми сторонами внутрь, совмещают срезы и сметывают их стороны спинки, припосаживая спинку в средней части плечевого шва. После сутюживания выполненной посадки плечевые срезы стачивают со стороны полочек одной или при необходимости двумя строчками, расстояние между которыми 1...2 мм. При наличии плечевых вытачек плечевые срезы полочек и спинки стачивают без посадки со стороны полочек. Для предохранения плечевого шва от растяжения под строчку можно подложить кромку, которую нужно разместить на припуске плечевого шва полочек. Край кромки должен совпадать с плечевым срезом, а строчка стачивания должна проходить на расстоянии 1... 2 мм от другого края кромки. Боковые и шаговые срезы основных деталей могут быть обработаны до или после изготовления застежки в зависимости от модельных особенностей изделия. Основные детали складывают лицевыми сторонами внутрь, совмещают срезы, сметывают по намеченным линиям, совмещая надсечки, и стачивают. В промышленном производстве боковые и шаговые срезы стачивают без предварительного сметывания. Боковые срезы стачивают со стороны спинки, начиная от срезов проймы. Боковые срезы юбки стачивают со стороны заднего полотнища, боковые и шаговые срезы брюк — по передним половинкам. Средние срезы брюк стачивают по левой половинке двумя строчками челночного стежка с расстоянием между ними 1 мм или одной строчкой цепного стежка. 2.5. ОБРАБОТКА ГОРЛОВИНЫ ИЗДЕЛИЯГорловину обрабатывают после соединения плечевых срезов в изделиях с втачными и цельнокроеными рукавами. В изделиях с рукавами реглан и комбинированными горловину обрабатывают после соединения рукавов с изделием. В зависимости от модельных особенностей изделия горловину обрабатывают краевыми швами, воротниками или капюшонами. 2.5.1. Обработка горловины краевыми швамиКраевые швы используют при обработке горловин у изделий без воротников. Используют шов в подгибку, окантовочный или обтачной. Горизонтальный щелевидный вырез горловины с прямолинейным краем (так называемая лодочка) обрабатывают швом в подгибку с открытым обметанным или закрытым срезом. Строчку застрачивания припуска горловины выполняют на машине челночного или потайного стежка. Иногда припуск горловины с обработанным срезом только заутюживают на изнанку изделия, но не застрачивают. Припуск горловины застрачивают до стачивания и обметывания плечевых срезов. Концы плечевых швов у линии горловины подворачивают наизнанку и застрачивают короткой обратной строчкой, прокладываемой вдоль плечевого шва с лицевой стороны изделия. Вырез горловины овальной формы обрабатывают окантовочным швом с закрытым срезом, используя тесьму или косую бейку. В изделиях без застежки окантовывание среза горловины осуществляют после соединения и обметывания одного плечевого шва. Окантовав срез горловины, соединяют второй из плечевых швов. Срезы второго плечевого шва обметывают вместе с окантовочной бейкой или тесьмой. Утолщенный припуск заутюживают вместе с припусками плечевого шва в сторону спинки и застрачивают поперечной строчкой по линии плечевого шва или строчкой, проложенной по окантованному шву с лицевой стороны изделия. В изделиях с застежкой на планку окантовывание среза горловины выполняют до притачивания планки. В изделиях с цельнокроеными подбортами окантовывание горловины косой бейкой или тесьмой производят одновременно с обработкой верхних срезов подбортов. Подборта отворачивают на изнанку изделия, конец окантовочной полоски подгибают под внутренний край подборта и закрепляют его на основной детали двойной строчкой вместе с подбортом. Закрепку прокладывают по строчке окантовывания горловины или поперек нее. В изделиях с отрезными подбортами окантовывание горловины проводят до притачивания подбортов. Верхние подогнутые края подбортов закрепляют по строчке окантовывания. Концы окантовочной тесьмы или косой бейки могут переходить в завязки. Горловину изделий с любой формой выреза можно обрабатывать обтачным швом в простую рамку или в кант. В качестве обтачивающей детали используют подкройную обтачку шириной 40...60 мм, вырезанную по форме горловины, или косую бейку, ширина которой варьируется от 20 до 50 мм. В зависимости от модельных особенностей изделия при обтачивании горловины подкройную обтачку или косую бейку размещают на лицевой или изнаночной стороне изделия. Перед обтачиванием части подкройной обтачки дублируют, а затем стачивают по плечевым срезам стачным швом вразутюжку. Ширина шва 5...7 мм. Внутренний срез обметывают или, перегнув в сторону изнанки на 5...7 мм, застрачивают вдоль сгиба швом шириной 1... 2 мм. Косую бейку перед обтачиванием формируют, оттягивая одну из сторон и припосаживая другую, тем самым, придавая ей форму выреза горловины. Если косой бейкой обтачиваемую горловину без застежки, то косую бейку соединяют в кольцо стачным швом вразутюжку шириной 5...7 мм. Строчку стачивания располагают в направлении нитей основы. Внутренний срез косой бейки заутюживают по шаблону наизнанку на 5... 10 мм Обтачку накладывают лицевой стороной на лицевую сторону изделия, совмещают срезы и плечевые швы обтачки и изделия, а затем срез горловины обтачивают. Ширина шва 5...7 мм. Припуски шва надсекают или высекают, не доходя 1 ...2 мм до строчки. Припуски шва обтачивания настрачивают на обтачку. Строчку прокладывают с лицевой стороны обтачки на расстоянии 1... 3 мм от шва обтачивания. Затем обтачку отгибают на изнанку изделия и приутюживают, образуя кант шириной 1 ...2 мм из материала изделия. Внутренние края обтачки прикрепляют к плечевым швам параллельными им машинными строчками, а к спинке и полочке — ручными потайными стежками. Внутренние края обтачек можно прикреплять к основным деталям изделия на машине потайного стежка по всей длине обтачки или настрачивать на основную деталь, прокладывая строчку вдоль внутреннего края обтачки. В изделиях с отделочной строчкой, располагающейся по краю горловины, припуски шва обтачивания не настрачивают на обтачку. После соединения с горловиной обтачку отворачивают на изнанку изделия, шов обтачивания выправляют, выметывают, образуя кант со стороны обтачки, приутюживают. Затем вдоль линии горловины с лицевой стороны изделия прокладывают отделочную строчку, ширина которой определяется моделью. Наметку удаляют, горловину приутюживают с изнанки изделия. Обработку горловины косой бейкой проводят в той же последовательности. В изделиях с застежкой в несквозном разрезе горловину обрабатывают подкройной обтачкой одновременно с обработкой застежки. В изделиях с застежкой с подбортами обтачивание горловины подкройной обтачкой выполняют после притачивания боковых сторон обтачки к внутренним срезам подбортов. Строчку обтачивания прокладывают от края одного борта до края другого. 2.5.2. Обработка горловины воротникамиГорловину изделия обрабатывают воротником, который может иметь разные размеры, форму, конструкцию. Различают воротники втачные, съемные, цельнокроеные. Их выкраивают из основного или отделочного материала. Воротники бывают однослойными или двухслойными, состоящими из верхнего и нижнего воротников. Между верхним и нижним воротниками может размещаться клеевая или не клеевая прокладка. При изготовлении жесткого воротника используют несколько дополнительных прокладок. Прокладки, как правило, имею форму воротника. Форма дополнительных прокладок бывает разной. Воротники выкраивают как одну деталь или они могут состоять из нескольких частей. Верхний воротник бывает цельно кроенным с нижним воротником. Втачные и съемные воротники могут иметь отрезную стойку. Цельнокроеные воротники выкраивают одной деталью с полочкой и спинкой, с полочкой и подбортом, только с подбортом. Обработка втачных воротниковВтачными называют воротники, соединенные с изделием по линии горловины. Втачные воротники бывают однослойными и (гораздо чаще) двухслойными. Изготовление втачных воротников, как правило, состоит из следующих операций: дублирования деталей воротника, соединения его с прокладками; соединения частей воротника; обработки отлета и концов воротника. Однослойные воротники не дублируют и не укрепляют не клеевыми прокладками. Соединение частей выполняют швами: стачным в заутюжку с обметанными срезами, настрочным, запошивочным или двойным. Для обработки однослойных воротников по концам и отлету в зависимости от модели используют краевые швы: в подгибку с открытым обметанным или закрытым срезом; окантовочный с тесьмой или косой бейкой, имеющей закрытые срезы; обтачной в простую рамку с применением косой бейки или подкройной обтачки. Концы и отлет однослойного воротника отделывают кружевом, оборкой, кантом. Обработка концов и отлета однослойного воротника осуществляется на специальных или стачивающих машинах со спецприспособлениями. У двухслойных воротников дублируют верхний или нижний воротник, при необходимости и тот и другой. Для придания воротнику хорошей формо устойчивости используют многослойные прокладки из клеевых, не клеевых, аппретированных материалов и их сочетаний. Между слоями прокладок можно разместить косточки. Соединение частей воротника выполняют одним из соединительных швов в зависимости от модельных особенностей воротника и свойств используемых материалов. Ширина шва соединения частей воротника 5...7 мм. Обработка двухслойных воротников по концам и отлету заключается в обтачивании верхнего воротника нижним. Используют обтачной шов шириной 5...7 мм. Воротник, цельно кроенный с нижним по линии отлета, обтачивают только по концам. Верхний воротник складывают с нижним лицевыми сторонами внутрь, совмещают срезы и обтачивают по концам и отлету, припосаживая верхний воротник на углах и закруглениях (рис. 2.21, а строчка 7). Строчку обтачивания прокладывают со стороны нижнего воротника, если воротник без прокладки или если предусмотрена не клеевая прокладка на нижнем воротнике. В остальных случаях обтачивание производят со стороны верхнего воротника. В условиях промышленного производства для обтачивания воротников сорочек используют полуавтомат, выполняющий строчку с одновременной обрезкой припусков шва обтачивания. Припуски швов в углах высекают, оставляя 2...3 мм. Припуск шва не клеевой прокладки подрезают по всей длине, оставляя 1...2 мм, а припуск шва нижнего воротника подрезают на 2...3 мм. Кроме того, припуски криволинейных швов обтачивания надсекают, не доходя до строчки 1... 2 мм. Воротник вывертывают на лицевую сторону, швы выправляют и приутюживают со стороны нижнего воротника, образуя кант из верхнего воротника шириной 1... 2 мм. При необходимости воротник выметывают вручную или на специальной машине со стороны нижнего воротника с образованием канта из верхнего воротника. В некоторых случаях кант по линии отлета закрепляют, настрачивая припуски шва обтачивания на нижний воротник (строчка 2). Ширина шва настрачивания 2... 5 мм. Воротники с острыми концами, а также воротники в изделиях из толстых тканей сначала обтачивают только по отлету (рис. 2.21, б, строчка 7). Припуски шва обтачивания настрачивают на нижний воротник (строчка 2). Затем обтачивают концы воротника (строчка 3), закрепляя концы строчек. Припуски швов, обтачивая, высекают в углах, оставляя 2...3 мм, припуск шва нижнего воротника по отлету и концам подрезают на 2...3 мм. Воротник ввертывают на лицевую сторону, выправляют и приутюживают. Для уменьшения толщины в углах воротника используют такую его конструкцию, в которой линия обтачивания концов перенесена на сторону нижнего воротника. Расстояние от угла воротника до шва обтачивания на нижнем воротнике составляет 30...50 мм в зависимости от длины воротника (рис. 2.21, в). Воротник обтачивают сначала по концам (строчка 7). Припуски шва обтачивания заутюживают или разутюживают в зависимости от формы воротника. Затем воротник обтачивают по отлету (строчка 2). Если верхний и нижний воротники должны быть втачаны в горловину изделия одновременно, то их скрепляют между собой ручной или машинной строчкой, проходящей на расстоянии 5...6 мм от срезов. При этом верхний воротник смещают в сторону отлета на 1 — 5 мм в зависимости от толщины материала, чтобы обеспечить свободное сгибание нижнего воротника верхним по линии сгиба стойки. 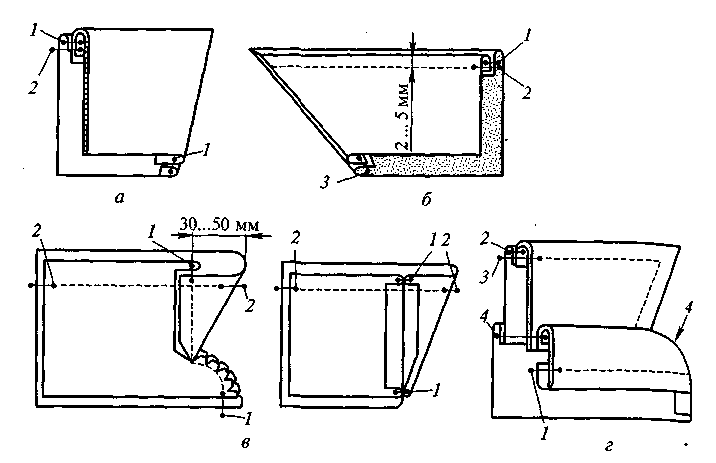 Рис. 2.21. Обработка втачных воротников Края и отлет воротника могут украшаться кантом, кружевом, оборкой. В таких случаях кант, кружево или оборку складывают лицевой стороной к лицевой стороне нижнего воротника, совмещают их срезы и притачивают отделочную деталь швом шириной 5... 7 мм. При индивидуальном пошиве отделочную деталь предварительно приметывают. Затем верхний воротник обтачивают нижним воротником в последовательности, приведенной выше. Обработка воротника на отрезной стойке. Верхний воротник и его стойку дублируют. Прокладка стойки воротника должна быть уже стойки воротника на 10 мм. Перед дублированием нижний срез прокладки располагают на 10 мм выше нижнего среза стойки. После дублирования нижний припуск стойки отворачивают на изнаночную сторону, огибая им нижний срез прокладки. Припуск заутюживают и приутюживают. Заутюженный припуск застрачивают с лицевой стороны стойки верхнего воротника, прокладывая строчку параллельно заутюженному краю на расстоянии 6...7 мм от него (рис. 2.21, г, строчка 1). Верхний воротник изготовляют, как указано выше (см. рис. 2.21, а). Вдоль края воротника по его лицевой стороне прокладывают отделочную строчку (см. рис. 2.21, г, строчка 3), если она предусмотрена моделью. Воротник вкладывают между стойками верхнего и нижнего воротников и втачивают, одновременно обтачивая концы стойки (строчка 4). Высекают излишки припусков на скругленных концах стойки. Стойку вывертывают на лицевую сторону, выправляет и приутюживают. Соединение втачных воротников с изделиемСпособы соединения втачных воротников с изделием разнообразны. Их выбор зависит от модели и свойств материалов, используемых для пошива изделия. Соединение однослойных воротников с изделием. Его выполняют следующими швами: стачным с использованием подкройной обтачки; стачным с использованием тесьмы или косой бейки; запошивочным; окантовочным с помощью тесьмы или косой бейки с двумя закрытыми срезами; бельевым. При соединении однослойного воротника стачным швом с использованием обтачки сначала заготовляют обтачку — так же, как при обработке горловины подкройной обтачкой (см. подразд. 2.5.1). Обработанный однослойный воротник укладывают изнанкой на лицевую сторону изделия без застежки, совмещая срезы горловины и контрольные надсечки воротника и изделия. Воротник вметывают в горловину. На воротник лицевой стороной к лицевой стороне укладывают заготовленную обтачку, уравнивают ее не-обметанный срез со срезами горловины и воротника, совмещают надсечки и сметывают. Втачивают воротник и обтачку в горловину изделия швом шириной 7... 10 мм (рис. 2.22, строчка 3). Припуски шва обтачивания надсекают на криволинейных участках шва, а затем настрачивают их на обтачку швом шириной 1... 3 мм (строчка 4). Обтачку отгибают на изнанку изделия и приутюживают, после чего закрепляют ее ручными или машинными стежками на припусках плечевых швов. Вместо подкройной обтачки для соединения можно использовать тесьму или косую бейку. 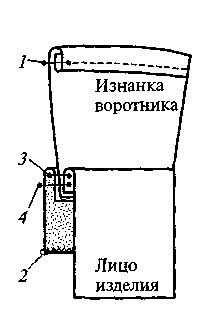 Рис. 2.22. Соединение однослойных воротников с изделием При обработке толстых мягких материалов воротник втачивают настрочным швом с обметанным срезом. Воротник изнанкой укладывают на лицевую сторону изделия, совмещая надсечки и уравнивая срезы горловины воротника и изделия, и втачивают в горловину изделия швом шириной 10 мм. Припуски шва обметывают и настрачивают на основную деталь по линии горловины. Ширина шва настрачивания 7 мм. Такой воротник можно втачать в горловину и обметать на стачивающе обметочной машине за один прием. Соединение двухслойных воротников с изделием. Существует три способа соединения двухслойных воротников с изделием: верхний и нижний воротники втачивают одновременно изделием и подбортами; горловину изделия втачивают между верхним и нижним воротниками; верхний воротник притачивают к подбортам, нижний воротник втачивают в горловину изделия, а затем припуски швов притачивания верхнего воротника и втачивания нижнего воротника соединяют между собой. Втачивание воротника в горловину изделия с подбортами. Его втачивают в горловину изделия одновременно с обтачиванием уступа борта (рис. 2.23, а). Перед втачиванием воротника выравнивают его срезы. Предусматриваемая моделью отделочная строчка должна быть проложена на воротнике. Готовый воротник укладывают нижним воротником на лицевую сторону изделия, совмещают срезы горловины и контрольные надсечки воротника и изделия. Оба слоя воротника вметывают в горловину полочек до плечевых швов, начиная с концов воротника. Около плечевых швов надсекают припуск на шов со стороны верхнего воротника, верхний воротник отгибают и в горловину спинки вметывают только нижний воротник. На верхний воротник укладывают подборта лицевой стороной вниз, совмещая срезы горловины и уравнивая контрольные знаки подбортов и изделия. Подборта приметывают к изделию до плечевых срезов. Затем от края одного до края другого борта воротник втачивают за один прием со стороны воротника швом шириной 7... 10 мм (строчка б). В промышленном производстве воротник втачивают без предварительного вметывания. Припуски шва втачивания надсекают, борта отворачивают на лицевую сторону, углы бортов и шов втачивания воротника выправляют. Свободный припуск горловины верхнего воротника на участке спинки между плечевыми швами подгибают внутрь. Подогнутый край настрачивают так, чтобы он закрывал строчку втачивания нижнего воротника (строчка 7). Ширина шва настрачивания 1 ...2 мм. Подборта закрепляют ручной или машинной строчкой 8 на припусках плечевых швов. Готовый воротник приутюживают. Если в изделии запроектирована подкройная обтачка горловины спинки (рис. 2.23, б), то втачивание воротника в горловину изделия с подбортами осуществляют следующим образом. Обтачку горловины спинки, так же как подборт, дублируют. Соединяют ее с подбортом по плечевым срезам швом вразутюжку шириной 5...7 мм (строчка 7). Внутренний срез подборта и обтачки обметывают (строчка 2). Готовый воротник вкладывают между изделием и подбортом, соединенным с обтачкой, так, чтобы нижний воротник размещался на лицевой стороне изделия, а подборт с обтачкой лицевыми сторонами лежали на верхнем воротнике. Детали уравнивают по контрольным знакам и срезам горловины воротник втачивают от края одного до края другого борта за прием (строчка 7). Припуски швов надсекают, подборта и обтачку вывертывают на лицевую сторону, углы бортов и шов втачивания выправляют и приутюживают. Обтачку закрепляют ручной или машинной строчкой на припусках плечевых швов (строчка 8). Вместо подкройной обтачки может быть использована тесьма или косая бейка. В этом случае после укладывания воротника нижним воротником на изделие, а подбортов — лицевой стороной на верхний воротник сверху на них размещают тесьму или косую бейку лицевой стороной вниз. Воротник втачивают в горловину одновременно с притачиванием тесьмы или бейки. Строчку втачивания прокладывают от края одного до края другого борта. Борта вывертывают на лицевую сторону, выправляют углы и шов втачивания. Затем тесьму или косую бейку настрачивают на изделие Ширина шва настрачивания 1... 2 мм. Этой же строчкой одновременно можно настрочить на полочку внутренний край подборта, если это предусмотрено моделью. 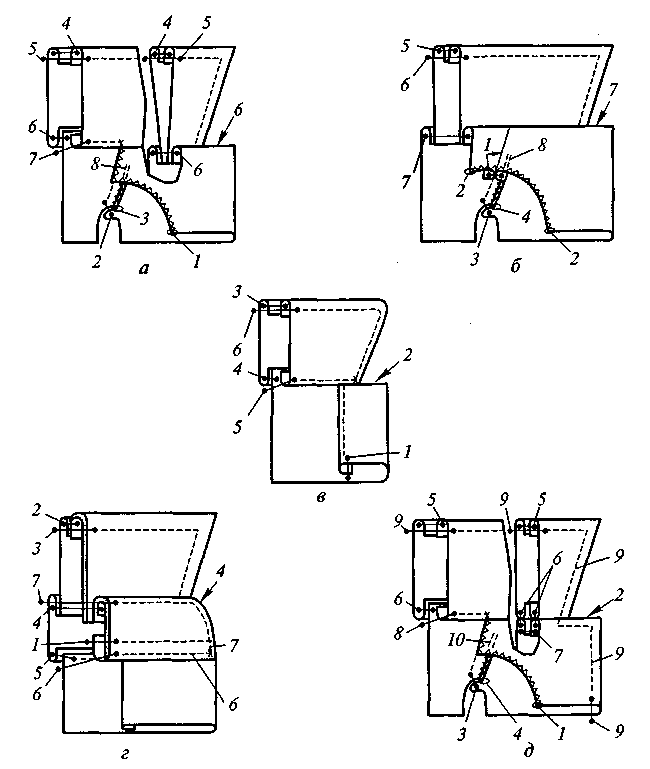 Рис. 2.23. Втачивание воротников в горловину изделий с подбортами Втачивание горловины изделия между верхним и нижним воротниками. Уступы бортов изделия должны быть обтачаны заранее (строчка 2, рис. 2.23, в). Кроме того, при обработке воротника перед обтачиванием верхнего воротника нижним по концам и отлету необходимо заутюжить наизнанку припуск среза горловины верхнего воротника шириной 7... 10 мм. Воротник складывают с изделием, разместив нижний воротник на лицевой стороне изделия, совмещают срезы и надсечки воротника и изделия. Нижний воротник втачивают, прокладывая по нему строчку и образуя шов шириной 7... 10 мм (строчка 4). Нижний воротник может быть предварительно вметан. Припуски шва втачивания отгибают в сторону воротника, перекрывают их заутюженным сгибом верхнего воротника и верхний воротник настрачивают (строчка 5), закрывая строчку шва втачивания нижнего воротника. Ширина шва настрачивания 1... 2 мм. В заключение прокладывают отделочную строчку по концам и отлету воротника (строчка 6). В зависимости от модели и свойств материалов можно сначала втачать в горловину изделия верхний воротник, а затем настрочить нижний. Воротник на отрезной стойке соединяют с изделием аналогично (рис. 2.23, г). Сначала стойку нижнего воротника втачивают в горловину изделия (строчка 5), а затем застроченный край стойки верхнего воротника настрачивают на горловину изделия (строчка 6) так, чтобы строчка шва втачивания нижнего воротника была закрыта. Ширина шва настрачивания 1... 2 мм. Если по верхнему краю стойки моделью предусмотрена отделочная строчка, ее можно проложить (строчка 7) сразу после настрачивания стойки верхнего воротника на горловину изделия, не прерывая строчки. Втачивание нижнего воротника в горловину изделия и притачивание верхнего воротника к подбортам. В изделиях из толстых материалов (рис. 2.23, д) готовый воротник без отделочной строчки втачивают в горловину изделия следующим образом. Обтачивают уступы подбортов, подборта отворачивают на лицевую сторону, приутюживают. Верхний воротник стачивают с подбортами до уступа борта и, не прерывая строчки, втачивают нижний воротник в горловину изделия (строчка 6). При индивидуальном пошиве воротник предварительно вметывают. Припуск горловины полочки над плечевыми швами надсекают, излишки припусков в уступе высекают. Шов разутюживают на участке полочек и заутюживают на участке спинки в сторону воротника. Воротник выправляет. Подборта отгибают, их припуски соединяют с припусками полочки вручную или на стачивающей машине (строчка 7). Срез горловины верхнего воротника подгибают, закрывая строчку втачивания нижнего воротника, и настрачивают между плечевыми швами на горловину изделия (строчка 8). Если по модели предусмотрена отделочная строчка, ее прокладывают по краям и уступам бортов, концам и отлету воротника (строчка 9). Обработка съемных воротниковТакие воротники не втачивают в горловину изделия. Их прикрепляют к изделию с помощью петель и пуговиц, кнопок, завязок или вообще не прикрепляют. Съемные воротники могут быть одно- или двухслойными. Двухслойные съемные воротники изготовляют с прокладкой или без нее. Съемные воротники обрабатывают по концам и отлету так же, как втачные. Особенность изготовления таких воротников состоит в необходимости обработки среза горловины и закреплении на воротниках элементов для пристегивания воротника к изделию. Срез горловины одно- и двухслойного съемного воротника обрабатывают любым краевым швом: в подгибку с закрытым срезом; окантовочным с помощью тесьмы или косой бейки с двумя закрытыми срезами; обтачным в простую рамку с использованием подкройной обтачки или косой бейки. Кроме того, срез горловины двухслойного воротника обтачивают нижним воротником. Такую обработку осуществляют в следующем порядке. Верхний воротник складывают с нижним лицевыми сторонами внутрь, совмещают срезы и обтачивают со всех сторон, оставляя по срезу горловины отверстие для вывертывания длиной 30...40 мм. Припуски обтачивания в углах подрезают, на криволинейных участках швов надсекают. Через оставленное отверстие воротник вывертывают на лицевую сторону, углы и швы выправляют и приутюживают со стороны нижнего воротника, образуя кант из верхнего воротника. Оставленное по краю горловины отверстие для вывертывания застрачивают по краю с подгибом срезов внутрь на машине или подшивают вручную потайными стежками. Срез горловины можно не обтачивать, а обметать на специальной машине. Срез горловины может быть обработан планкой, цельно кроенной с подкладкой планки, выкроенной в долевом направлении, Шириной 15... 20 мм в готовом виде. Сначала заутюживают на изнаночную сторону боковые припуски планки. Затем к срезу горловины воротника притачивают подкладку планки, укладывая ее лицевой стороной на изнанку воротника. Ширина шва 5...7 мм. Планку перегибают, складывая деталь изнанкой внутрь. Подгибает внутрь продольный припуск планки, и настрачивают планку на горловину изделия швом шириной 1...2 мм, закрывая при этом шов притачивания подкладки планки. Одновременно застрачивают боковые края планки. Если съемный воротник прикрепляют к изделию с помощью петель и пуговиц, то петли чаще всего изготовляют на воротнике, а пуговицы пришивают к изделию. Петли на съемных воротниках бывают навесные (воздушные) или прорезные обметанные. Навесные петли изготовляют из косой бейки или используют готовый шнур. Петли нарезают необходимой длины, соответствующей диаметру пуговиц. Нарезанные петли укладывают по разметке на изнанку однослойного воротника или на лицевую сторону нижнего воротника так, чтобы срезы петли были совмещены со срезом горловины. В таком положении петли закрепляют обратной машинной строчкой, прокладываемой вдоль среза горловины на расстоянии 3,5...5 мм от него. Затем срез горловины обрабатывают одним из перечисленных выше швов. Прорезные петли выметывают на готовых двухслойных воротниках, располагая петли вдоль края горловины на расстоянии 7... 10 мм от края. Петли могут быть выметаны на притачной планке в продольном направлении. Кнопки пришивают к готовому воротнику на изнаночную сторону, захватывая иглой не менее двух слоев материала. Завязки могут притачиваться к готовому воротнику настрочным швом с закрытым срезом или запошивочным швом; втачиваться при обтачивании верхнего воротника нижним в двухслойных воротниках; изготовляться из концевых остатков тесьмы или косой бейки, которыми окантован срез горловины. Обработка цельнокроеных воротниковВ отличие от втачного воротника, изготовляемого отдельно и в готовом виде соединяемого с изделием, цельнокроеный воротник обрабатывают в процессе изготовления изделия. Соединение верхнего воротника с нижним по отлету осуществляют в последнюю очередь одновременно с обработкой борта. При изготовлении цельнокроеных воротников придерживаются следующего порядка: формуют полочку и спинку в области горловины; дублируют детали воротника или соединяют их с не клеевыми прокладками; стачивают вытачки; соединяют детали воротника и детали изделия; обтачивают нижний воротник верхним и обрабатывают застежку. Конструктивные особенности воротников разнообразны, что обусловливает изменение последовательности их обработки. Одни операции ликвидируются, другие добавляются. Различают три вида цельнокроеных воротников, отличающихся друг от друга технологией обработки: воротники, у которых полочка или спинка цельно кроенные с верхним воротником, или цельно кроеные воротники-стойки; воротники, у которых нижний воротник цельнокроеный с полочкой, а верхний цельно кроенный с подбортами; воротники, у которых нижний воротник отрезной, а верхний цельно кроенный с подбортами. Цельнокроеный воротник-стойка. При его изготовлении обрабатывают полочку и спинку, цельно кроенные с верхним воротником. Кроме того, используют подкройные обтачки горловины полочки и горловины спинки. В изделии с цельнокроеным воротником-стойкой и застежкой спереди при обработке воротника-стойки используют подкройную обтачку горловины спинки и две детали подкройной обтачки горловины полочки, цельно кроенной с под бортом. Обработку цельнокроеного воротника-стойки начинают с формования полочки и спинки в области горловины. Для хорошей посадки и красивого прилегания цельнокроеного воротника к шее полочку и спинку оттягивают по срезам на участках, показанных на рис. 2.24, а. При этом выпрямляют средний срез спинки и частично плечевые срезы. При большой высоте стойки оттягивают верхний срез воротника на полочке и спинке на участке, расположенном на расстоянии 50...70 мм от плечевого среза. Степень оттягивания зависит от свойств материала и наличия или отсутствия вытачки. Степень оттягивания уменьшают при подвижной структуре материала, а также в том случае, если на линии горловины запроектирована вытачка. После формования на спинке и полочке стачивают вытачки горловины (рис. 2.24, б, строчка 1), если они предусмотрены моделью. Стачанные вытачки заутюживают в сторону середины деталей. Если раствор вытачки не превышает 7... 10 мм, а материал изделия обладает хорошими формовочными свойствами, вытачки заменяют сутюживанием. Перед этим раствор вытачки припосаживают на кромку, закрепляя ее ручными стежками по линии горловины. Излишек материала по горловине сутюживают с изнаночной стороны. После сутюживания линию горловины закрепляют клеевой кромкой с изнанки детали или, если позволяет модель, машинной строчкой. Обметывают (строчка 2), а затем стачивают (строчка 3) плечевые срезы полочки и спинки, соединяя при этом срезы цельнокроеного воротника. Ширина шва 10 мм. Припуски шва стачивания разутюживают. Подкройные обтачки горловины полочки и горловины спинки дублируют клеевой или укрепляют не клеевой прокладкой. Обтачки горловины полочки, цельно кроенные с подбортом, дублирует по всей поверхности деталей. Затем стачивают плечевые срезы обтачек швом шириной 5...7 мм (строчка 4), припуски шва стачивания разутюживают. Внутренний срез обтачки или внутренний срез обтачки и подбортов обметывают (строчка 5), окантовывают или застрачивают швом вподгибку с открытым срезом. Лицевую сторону подготовленной обтачки складывают с лицевой стороной воротника, совмещают срезы и плечевые швы обтачки и цельнокроеного воротника и обтачивают швом шириной 5... 7 мм (строчка 6). В изделии с застежкой спереди одновременно с обтачиванием цельнокроеного воротника обтачивают срезы бортов. Припуски шва обтачивания настрачивают (строчка 7) на обтачку швом шириной 1...2 мм. Эту строчку не выполняют, если по модели по верхнему краю воротника проходит отделочная строчка. Внутренний край обтачки закрепляют на припусках плечевых швов и на вытачках ручными или машинными строчками. Внутренний край обтачки может быть настрочен на полочку и спинку, если такая строчка предусмотрена моделью. Аналогично обрабатывают воротник изделия, у которого полочка выкроена одной деталью с воротником, а спинка без воротника. Воротник, у которого нижний воротник, цельно кроенный с полочкой, а верхний воротник — с подбортами. Обработку этого воротника начинают с дублирования деталей воротника (рис. 2.24, в). В воротниках жесткой формы дублируют подборта вместе с верхним воротником. Если воротник мягкий, то подборта дублируют только до линии перегиба лацкана. Нижний воротник на полочке может быть продублирован от линии перегиба лацкана. Воротник может быть без прокладки. Внутренний срез подборта обметывают (строчка 1). На подборте кроме внутреннего среза необходимо обметать и плечевой срез. Верхний воротник, цельно кроенный с подбортами, выкраивают со швом посередине воротника, чтобы сэкономить материал при раскладке, а также для того, чтобы бортовые срезы детали располагались в направлении нити основы. Поэтому верхний воротник, цельно кроенный с подбортами, стачивают посередине швом шириной 5... 7 мм, сложив детали лицевой стороной внутрь (строчка 2). Припуски шва стачивания разутюживают. Полочки, цельно кроенные с нижним воротником, складывают лицевыми сторонами, совмещают средние срезы нижнего воротника и стачивают их (строчка 3). Ширина шва 5 ...7 мм. Припуски шва разутюживают. Полочки и спинку складывают лицевой стороной внутрь, совмещают плечевые срезы и стачивают их швом шириной 10 ММ (строчка 4). Строчку прокладывают со стороны полочек, начиная от проймы. Концы строчек закрепляют. На полочках надсекают припуск плечевого шва к концу строчки в углах деталей. Совмещают срезы горловины спинки и нижнего воротника. Нижний воротник втачивают в горловину спинки швом шириной 10 мм (строчка 5). Строчку прокладывают со стороны нижнего воротника. Припуски плечевых швов обметывают (строчка 6) и разутюживают, припуски шва втачивания нижнего воротника в горловину спинки заутюживают в сторону воротника. 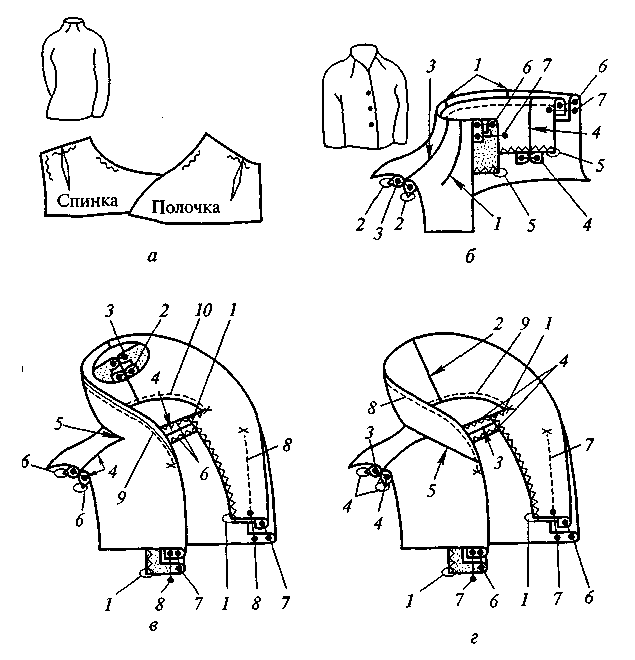 Рис. 2.24. Обработка цельнокроеных воротников Изделие складывают с подбортами лицевыми сторонами внутрь, совмещают срезы бортов и отлетов верхнего и нижнего воротников. Борта и нижний воротник обтачивают подбортами и верхним воротником швом шириной 5... 7 мм (строчка 7). Строчку прокладывают со стороны изделия. Припуски швов обтачивания настрачивают на участке бортов на подборта (строчка 8), на участке воротника — на нижний воротник (строчка 9). Воротник и борта отворачивают на лицевую сторону, выправляют и приутюживает, образуя кант из верхнего воротника на участке воротника и кант из полочек на участке бортов. Если по модели вдоль края бортов и воротника предусмотрена отделочная строчка, то ее прокладывают со стороны верхнего воротника на участке воротника и со стороны полочек на участке бортов. Припуски шва обтачивания в таких случаях не настрачивают. Припуск верхнего воротника по линии горловины надсекают у плечевых швов на 7...8 мм, подгибают его внутрь и настрачивают между плечевыми швами (строчка 10), закрывая строчку шва втачивания нижнего воротника. Ширина шва настрачивания 1... 3 мм. Воротник, цельно кроенный с подбортами, с отрезным нижним воротником. Его обработку производят в такой последовательности (рис. 2.24, г). Обметывают внутренний и плечевой срезы подбортов (строчка 1). Стачивают и разутюживают средние срезы верхнего воротника (строчка 2). Стачивают плечевые срезы полочек и спинки (строчка 3). Припуски швов стачивания обметывают (строчка 4) и разутюживают. Затем лицевую сторону нижнего воротника складывают с лицевой стороной изделия, совмещают срезы горловины и втачивают в горловину изделия швом шириной 10 мм (строчка 5). Припуски шва втачивания нижнего воротника на участке полочек разутюживают, а на участке спинки заутюживают в сторону нижнего воротника. Припуски шва втачивания при необходимости надсекают, излишки припусков высекают. Дальнейшую обработку узла «воротник-борт» завершают в порядке, изложенном выше. 2.5.3. Обработка горловины капюшономКапюшоном называют часть изделия, покрывающую голову. Капюшоны бывают различных форм, размеров, съемные, несъемные, однослойные и двухслойные. Обработка капюшона состоит из следующих операций: соединения частей, стачивания вытачек, обработки лицевого среза, обработки среза горловины, если капюшон съемный. Несъемный капюшон втачивают в горловину изделия. Части капюшона стачивают соединительным швом, вид которого выбирают в зависимости от модели и свойств материалов. Срезы швов соединения обметывают или окантовывают. У двухслойных капюшонов срезы могут не обрабатываться, если осыпаемость срезов материала небольшая. Вытачки капюшона стачивают и заутюживают в сторону затылочной части. Лицевой срез однослойного капюшона обрабатывают швом вподгибку с закрытым, окантованным или обметанным срезом; обтачным швом с использованием подкройной обтачки или косой бейки; окантовочным швом с применением тесьмы или косой бейки с двумя закрытыми срезами. При обработке лицевого выреза швом вподгибку с закрытым или открытым обметанным срезом застроченный припуск используют как кулиску для шнура, стягивающего лицевой вырез. Для выведения концов шнура на лицевой стороне капюшона на состоянии 30... 50 мм от лицевого среза и 40... 60 мм от среза горловины выметывают прорезные петли или пробивают отверстия, отделанные блочками или люверсами. Под отверстие с изнаночной стороны капюшона должен быть поставлен клеевой или не клеевой усилитель. Ширина усилителя не должна превышать ширину припуска на подгиб лицевого выреза. Петля или отверстие в готовом виде должны располагаться посередине ширины припуска подгиба лицевого выреза. При использовании двусторонних материалов припуск подгиба лицевого выреза может застрачиваться на лицевую сторону капюшона швом вподгибку с закрытым или окантованным срезом, если это предусмотрено моделью. Если лицевой вырез имеет криволинейную форму, для его обработки используют подкройную обтачку или косую бейку. Лицевой срез обрабатывают обтачным швом, свободный обработанный край обтачки или бейки настрачивают на изнанку капюшона, необработанный срез подгибают внутрь на 7... 10 мм и настрачивают. Ширина шва настрачивания 1 ...2 мм. В изделиях из толстых материалов свободный край обтачки может настрачиваться с открытым обметанным срезом. Обтачку или бейку размещают на лицевой стороне капюшона, если это предусмотрено моделью. Двухслойный капюшон обрабатывают по лицевому вырезу обтачным швом, сложив два слоя лицевыми сторонами внутрь и совместив срезы лицевого выреза. Припуски шва обтачивания настрачивают на нижний слой капюшона. Эту строчку не прокладывают, если после вывертывания капюшона на лицевую сторону по его краю прокладывают отделочную строчку. Срезы двух слоев капюшона окантовывают тесьмой или косой бейкой с двумя закрытыми срезами. Перед окантовыванием совмещенные лицевые срезы двух слоев необходимо соединить ручной или машинной строчкой, которую прокладывают на расстоянии 3...5 мм от срезов. Лицевой вырез двухслойного капюшона может быть обработан швом вподгибку. При этом внутренний и внешний капюшоны укладывают изнанкой к изнанке, совмещают лицевой срез внутреннего капюшона с линией перегиба припуска лицевого выреза на внешнем капюшоне. Срез внутреннего капюшона огибают припуском подгиба лицевого выреза внешнего капюшона и застрачивают швом вподгибку с закрытым срезом. В съемном капюшоне сначала обрабатывают срез горловины, а затем лицевой срез. Обработку среза горловины съемного капюшона можно выполнять окантовочным швом с использованием тесьмы или косой бейки с двумя закрытыми срезами. Перед окантовыванием на изнанку капюшона накладывают навесные петли, совместив срезы петель и горловины, и притачивают их обратной строчкой швом шириной 3...5 мм. Для обтачивания среза горловины обтачным швом используют подкройную обтачку или косую бейку. Если подкройными обтачками обрабатывают лицевой срез и горловину капюшона, то эти обтачки сначала соединяют стачным швом вразутюжку шириной 5...7 мм, а затем обтачивают срезы капюшона за один прием. На обтачанном капюшоне вдоль линии горловины выметывают петли на расстоянии 7... 10 мм от края горловины. Петли могут быть выметаны и в поперечном направлении к горловине. Нижний конец таких петель размещают на расстоянии 5...7 мм от края горловины, а их верхний конец не должен выходить за шов настрачивания внутреннего края обтачки. На горловине изделия в соответствии с местом расположения петель пришивают пуговицы. Несъемный капюшон втачивают в горловину изделия так же, как втачной воротник, используя в зависимости от модели и свойств материалов один из швов: стачной с обметыванием срезов; настрочной с обметыванием срезов; запошивочный; двойной; окантовочный, расположенный на изнаночной или лицевой стороне изделия; обтачной с использованием подкройной обтачки или косой бейки. |