Теория и технология производства стали 1. Учебник для вузов. М. Мир, ООО Издательство act
 Скачать 7.23 Mb. Скачать 7.23 Mb.
|

|
15.1.3. Продувка чугуна кислородом. Перед второй мировой войной в практику ряда германских заводов вошло некоторое обогащение кислородом дутья томасовских конвертеров. В 1934г. в СССР инж. Н. И. Мозговой провел серию опытов по продувке чугуна в ковше технически чистым кислородом. Однако только в конце 40-х — начале 50-х годов XX в. интенсивные разработки методов получения в больших масштабах дешевого кислорода обеспечили возможность исследований технологии кислородной конвертерной плавки при замене воздуха кислородом. В 1945г. на Кузнецком металлургическом комбинате (КМК) под руководством акад. И. П. Бардина и проф. В. В. Кондакова был построен специальный конвертер, на котором была проведена серия опытов по обогащению дутья кислородом. Масса садки конвертера составляла 1,6—1,7т. Расплавляющийся в вагранке чугун имел состав, %: С 3,5, Si 0,45-0,75, Мп 0,7-0,9. Продувку чистым кислородом проводили через выполненные из огнеупорных материалов фурмы снизу, через днище. Диаграмма одной из плавок приведена на рис. 15.5. В результате эксперимента с вдуванием кислорода установлено: 1)скорость 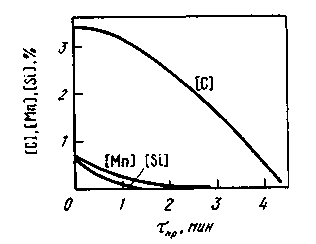 Рис. 15.5. Изменение свойства металла при продувке чугуна снизу кислородом в опытном конвертере КМК процесса в 2,5—3,5 раза выше, чем при продувке воздухом; 2) можно работать на химически холодных чугунах; 3) получаемая сталь имеет хорошее качество; 4) содержание азота в металле составляет 0,001-0,002 % (в обычной бессемеровской 0,012—0,015 %, в мартеновской 0,004-0,006 %); 5) обычные фурмы выдерживают всего одну плавку. Низкая стойкость обычных фурм при продувке снизу не позволила использовать этот метод в промышленных масштабах. Широкое распространение конвертерное производство с использованием для продувки металла кислорода получило лишь после разработки процесса продувки сверху, через водоохлаждаемую фурму. Идея продувки металла в конвертере кислородом сверху была предложена еще в одном из патентов Бессемера. Однако практически она была реализована только в конвертерном цехе австрийской компании VOEST в середине XX в. (г. Линц, 1952 г., и г. Донавице, 1953 г.). Новый процесс получил несколько названий: 1) LD-процесс (от нем. Linz Dusenferfahren — фурменный процесс в Линце или по первым буквам названий городов Linz и Donawitz); 2) ВОР-процесс (от англ. Basic Oxygen Process — основной кислородный процесс); 3) кислородно-конвертерный процесс. Исходя из теплового баланса кислородно-конвертерного процесса, доля металлического лома может составлять 20— 25 % от массы садки. Последующие годы характеризовались появлением ряда разновидностей кислородно- конвертерного процесса. В 1954-1956 гг. на Новотульском металлургическом заводе проведены опыты по продувке чугуна в конвертере снизу через фурмы, в которых по центральной трубе подавали О2, а по окружающей трубку концентрической щели — СО2 (10-30 % от расхода кислорода). В СССР в 1957-1958 гг. В. Г. Федорович, И. И. Кобеза и С. Ф. Карп опробовали в лабораторных условиях свой метод плавки, при котором донные воздушные фурмы конвертера были заменены кислородными с газовой защитой. В 1967-1968 гг. в ФР-Г на одном из заводов компании Maxhiitte (Eisen werk — Gesellschaft Maximilians Hutte) применен метод продувки чугуна в конвертере снизу струями кислорода," окруженными для защиты кольцевыми струями углеводородов. Метод успешно прошел заводские испытания. Получил широкое распространение метод продувки высокофосфористого чугуна через днище конвертера при помощи фурм, в которых струя кислорода окружена «охладителем» — природным газом (метаном, пропаном, бутаном и т. д.). Вместе с кислородом в ванну вдувают тонкоизмельченную известь. Процесс получил название процесс ОВМ (Oxygen, Botton, Maxhutte — кислород, днище, Максхютте). Во Франции применена модификация процесса с донной продувкой, в которой в качестве «защиты» и охладителя струи кислорода используется жидкое топливо. Процесс получил название LWS (по первым буквам фирм-разработчиков данного метода: Loire-Creusot, Wendel-Sidelor и Sprunck). На Витковицком металлургическом комбинате (г. Острава, Чехия) успешно применен процесс, названный авторами Oxyvit (Oxygen + Vitkovice). В Oxyvit-процессе чугун продувают снизу кислородом и порошкообразной известью в защитной рубашке из углеводородов. В 1971 г. лицензия на метод работы с продувкой снизу была приобретена компанией «United States Steel Corp.» (США), и на экспериментальном конвертере компании была проведена серия опытных плавок по продувке снизу не фосфористого, а обычного (так называемого мартеновского) чугуна с остановкой продувки на заданном содержании углерода. Для предотвращения затекания металла в фурмы по окончании продувки кислородом использован подвод нейтрального газа (N2, Аг). Разработанный процесс был назван Q-ВОР '. В трояком толковании названия показано, что новый процесс отличается от обычного (с продувкой кислородом сверху) более спокойным ходом плавки, более высокой скоростью ра финирования и металл получается более высокого качества. 1 Дополнительный к обозначению ВОР индекс Q от первой буквы англ, слов: quiet(спокойно, спокойный), quick(быстро, быстрый) и quality(качество, качественный). В отличие от способа продувки кислородом сверху перечисленные выше способы получили общее название конвертерных процессов с донным дутьем (донной продувкой). Если кислород и другие газы подают и сверху, и снизу, то процесс называют комбинированным (с комбинированным дутьем). В настоящее время процесс передела чугуна в сталь в конвертерах является основным способом получения стали.) Помимо этого применения агрегаты конвертерного типа используют для производства легированной и высоколегированной сталей путем продувки газовыми смесями разного состава (О2 + Аг, О2 + N2 и др.) полупродукта, предварительно полученного в дуговой печи или в кислородном конвертере. В настоящее время производство стали в мире превысило 800 млн т. Более половины этого количества выплавляется в конвертерах. 15.2. ОБЩАЯ СХЕМА СОВРЕМЕННОГО КОНВЕРТЕРНОГО ПРОЦЕССА В основу конвертерного процесса положена обработка расплава газообразными окислителями без дополнительного подвода тепла извне. Технологический процесс плавки осуществляется за счет химической теплоты экзотермических реакций и физического тепла, вносимого жидким чугуном. Плавка ведется в специальном агрегате — конвертере, который представляет со-; бой сосуд, футерованный изнутри огнеупорными материалами. Сложившаяся за годы существования процесса форма рабочего пространства конвертера обеспечивает обработку расплава газом-окислителем с очень большой интенсивностью, без значительных потерь металла. На большой реакционной поверхности, возникающей в процессе продувки, с высокой скоростью протекают реакции окисления примесей и соответственно достигается высокая производительность агрегата. Разнообразие исходных шихтовых материалов, определяемое главным образом химическим составом чугуна и лома, а также требованиями к качеству выплавляемого металла, привело к возникновению многих разновидностей конвертерного способа производства стали. В зависимости от применяемой футеровки конвертерные процессы могут быть кислыми или основными; в зависимости от используемого газа они могут быть на воздушном, кислородном или смешанном дутье. Способы подвода дутья отличаются разнообразием и в зависимости от способа его подачи могут быть объединены в группы: с верхней (через водоохлаждаемую фурму), с нижней через дно (с помощью специальных устройств) и с комбинированной продувкой (одновременная подача газов сверху и снизу). Потребность в повышении доли перерабатываемого лома при выплавке стали в конвертерах привела к созданию ряда новых разновидностей конвертерных процессов с использованием дополнительных источников тепловой энергии в виде более полной утилизации тепла отходящих газов, использования газообразного, жидкого и твердого видов топлива. Общая компоновка конвертера как сталеплавильного агрегата определяется технологическими особенностями плавки, обеспечивающими максимальную производительность. Для снижения потерь времени при осуществлении отдельных технологических операций, связанных с загрузкой шихтовых материалов, процессом продувки, необходимостью ввода шлакооб-разующих и добавочных материалов по ходу плавки, а также отвода образующихся газов, выпуска металла и слива шлака рабочее пространство конвертера выполнено подвижным и может занимать по мере необходимости различные положения, вращаясь вокруг своей оси на 360°. Поэтому комплекс конвертерной установки включает в себя следующие составные части: корпус конвертера с опорно-поворотными цапфами и механизмом поворота, систему подачи окислительных и нейтральных газов, систему отвода, охлаждения и очистки дымовых газов, систему подачи шлакообразующих и добавочных материалов, а также устройства для обслуживания и ремонта футеровки конвертера. 15.3. КИСЛОРОДНО-КОНВЕРТЕРНЫЙ ПРОЦЕСС С ВЕРХНЕЙ ПРОДУВКОЙ 15.3.1. Конструкция конвертера. В кислородном конвертере продувку ванны осуществляют кислородом через фурму, которую вводят сверху по оси конвертера. Управление процессом плавки ведут в основном посредством изменения положения фурмы и давления кислорода. Емкость (вместимость) конвертеров изменяется в широких пределах. В нашей стране эксплуатируют конвертеры емкостью от 160 до 400 т. В устройстве современного конвертера (рис. 15.6) можно выделить цилиндрическую среднюю часть, концентрическую горловину (в виде усеченного конуса) и сферическое днище. Исходя из опыта последних лет, минимальные потери металла при нормальном ходе продувки (без выбросов) достигаются при объеме рабочего пространства конвертера, превышающем в 5—7 раз объем расплава в спокойном состоянии. Поэтому в ГОСТ заложено, что удельный объем конвертеров независимо от их емкости должен составлять 0,8-1,0 м3/т. Отношение полноц высоты рабочего пространства к его диаметру должно быть в пределах 1,2—1,6. Объем ванны кислородного конвертера и все основные параметры определяются его емкостью с учетом интенсивности продувки. На рис. 15.7, а показаны основные размеры, принимаемые при конструировании рабочего пространства агрегата. Эти размеры обычно принимаются на основе опыта действующих агрегатов и результатов моделирования. Нарис. 15.7, б показаны разновидности профилей и размеры действующих агрегатов. При проектировании учитывают состав шихты, принятую технологию продувки, вероятность выбросов, массу образующегося шлака и необходимость вместить всю массу металла и шлака и иметь оптимальные размеры ванны (диаметр и глубину), строительную прочность огнеупоров (рис. 15.8) и др. В современных конвертерах глубина ванны 1,6—1,9 м, удельная площадь поверхности ванны 0,12-0,18 м2/г. 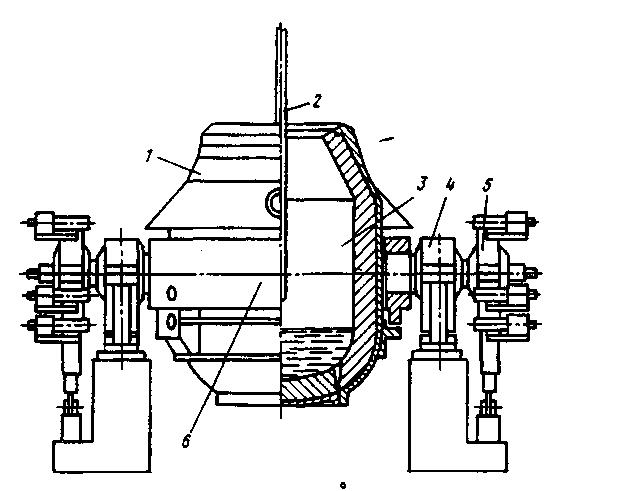 Рис. 15.6. Кислородный конвертер: / — корпус с футеровкой; 2 — кислородная фурма; 3 — рабочее пространство; 4—опорные узлы; 5 — механизм поворота; 6— опорное кольцо 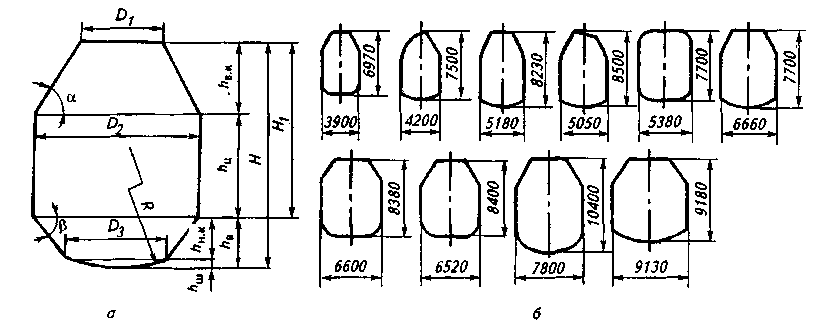 Рис. 15.7. Профиль рабочего пространства конвертера: а —основные размеры D1 , D2 ,D3 — диаметры соответственно горловины, цилиндрической части и днища; R— радиус шаровой части днища;hв,к, hн.к. , hц , hв , и hш — высота соответственно верхней и нижней конической частей, цилиндрической части, ванны и шаровой части; Н и Н1 — полная высота и высота свободного пространства соответственно); б— разновидности профилей действующих кислородных конвертеров Пока еще нет четких теоретических рекомендаций относительно правильного выбора интенсивности продувки, числа сопел в фурме и расхода кислорода на одно сопло. В практике современного кислородно-конвертерного процесса интенсивность продувки обычно составляет /= 3 + 5 м3/(т • мин). Корпус конвертера обычно глухо-донный, сварной конструкции. Днища могут быть как глухие, так и отъемные (приставные или вставные). Конвертеры с отъемными днищами легче ремонтировать, так как при отъеме днища футеровка охлаждается быстрее (рис. 15.9). Кроме того, возможна замена только футеровки отъемного днища (без корпуса). Корпус конвертера помещается в опорное кольцо и крепится в нем. Узлы крепления и опорное кольцо закрыты от попаданий металла и шлака защитным кожухом, приваренным к корпусу. Крепление корпуса конвертера к опорному кольцу осуществляют при помощи системы шарнирных подвесок и упоров, исключающих раскачивание конвертера при продувке металла кислородом и под воздействием колебаний жидкого металла. В системе крепления должна быть учтена неодинаковая степень колебаний температуры корпуса и опорного кольца и обеспечена независимость их температурных деформаций. Привод конвертера представляет собой систему, состоящую из нескольких электродвигателей и механизма поворота (обычно один большой тихоходный и несколько быстроходных редукторов). При разработке конструкции конвертера учитывается основное требование, предъявляемое к сосудам с жидким металлом, — обеспечение их устойчивости при любых углах наклона, т. е. возможность возврата в исходное положение при неполадках в работе двигателей. Для этого необходимо, чтобы опрокидывающий момент при повороте конвертера на любой угол был положительным. Одновременно нужно стремиться по возможности к уменьшению максимального опрокидывающего момента, с тем чтобы была минимальной мощность двигателей поворотного привода. При расчетах опрокидывающих моментов учитывают возможную степень разгара футеровки конвертера. Масса конвертера емкостью 300—350т с комплектующим оборудованием равна 1200 т. Корпус конвертера имеет жесткую съемную горловину и приварную летку (или «сталевыпускное отверстие») со сменным обрамляющим фланцем. 15.3.2. Футеровка конвертера. Условия эксплуатации футеровки кислородных конвертеров тяжелые, причем в наиболее тяжелых условиях оказывается футеровка цилиндрической части  Рис. 15.8. Двухслойная футеровка (А — арматурный слой; Б — рабочий слой) конвертера на череповецком металлургическом комбинате ОАО «Северсталь», выполненная из материалов: / — периклазохромитовые огнеупоры; 2— известково-периклазовые огнеупоры на пековой связке; 3 — периклазовые огнеупоры; 4— блоки из плавленого периклаза; 5— металлический корпус; 6— асбест или периклазовая масса; 7— набивная периклазовая масса конвертера и особенно район так называемого шлакового пояса. В этом районе футеровка контактирует со шлако-металлической эмульсией, образующейся при воздействии кислородной струи на поверхность ванны. Стойкость футеровки обычно измеряется числом плавок от одного капитального ремонта до другого. При работе без систематического торкретирования поверхности стойкость футеровки составляет до 1000 плавок; в случае систематического торкретирования поверхности стойкость футеровки возрастает в несколько раз. Стоимость высококачественных огнеупоров, используемых для футеровки конвертеров, велика, поэтому непрерывно испытываются новые технологии, позволяющие снизить расход огнеупоров. Помимо торкретирования широкое  Рис. 15.9. Общая схема процесса перефутеровки конвертера: 1 — ломка футеровки; 2 — демонтаж днища; 3 — футеровка донной части корпуса; 4 — роботизированная футеровка барабана конвертера; 5— футеровка верхнего конуса; 6— монтаж днища распространение получает так называемый способ раздува шлака в кислородном конвертере. Способ предусматривает вдувание азота под высоким давлением через верхнюю кислородную фурму конвертера с целью раздува шлака по поверхности футеровки. Шлак, покрывая огнеупор, охлаждается, затвердевает и создает прочный слой, являющийся защитным для рабочего слоя футеровки. Затвердевший шлаковый слой способствует снижению скорости износа огнеупоров, повышению эксплуатационной стойкости агрегата и снижению эксплуатационных затрат. Процесс раздува проводят либо после полного выпуска стали, когда в конвертере остается только шлак, либо при наличии в конвертере и стали, и шлака. Режим раздува в обоих случаях неодинаков; различны и зоны футеровки, на которых образуется гарнисаж. Технология раздува шлака включает следующие этапы: — выпуск плавки из конвертера; — визуальный контроль состояния шлака с целью оценки необходимости ввода добавок для его кондицирования; — визуальный контроль состояния футеровки конвертера с целью выявления зон, требующих особого внимания при проведении раздува; — качание конвертера для нанесения покрытия на загрузочный и выпускной участки футеровки; — опускание кислородной фурмы в заданную позицию и начало продувки азотом (расход азота равен расчетному для данной фурмы расходу кислорода); — изменение положения фурмы при управлении вручную или от ЭВМ с целью формирования шлакового покрытия на всей поверхности футеровки или сохранение постоянного положения фурмы для покрытия определенного участка футеровки; — ведение операции в течение заданного времени; — прекращение продувки и подъем фурмы; — выпуск остатка шлака в шлаковозный ковш, после чего в конвертер можно загружать шихту для следующей плавки. Состояние шлака — один из наиболее важных параметров процесса раздува. Если шлак очень жидкий, то он будет стекать по стенке конвертера. На практике в большинстве конвертерных цехов, где применяют техноло гию раздува, не требовалось вносить изменений в состав конечного шлака, кроме как по содержанию MgO (его оптимальное содержание в шлаке должно составлять 8—14 %). В качестве корректирующих состав шлака добавок используют уголь, известняк, доломит и материалы, содержащие оксид магния. Если плавку подвергают додувке, то для охлаждения шлака добавляют обычный или доломитизированный известняк, повышают вязкость шлака и снижают содержание в нем оксидов железа. Описанная технология защиты футеровки имеет еще одно достоинство. Благодаря раздуву шлака появляется возможность легирования стали азотом при вдувании газа на конечной стадии конвертерной плавки. В системе трубопроводов для подачи азота в этом случае потребуются дополнительные клапаны и средства управления, чтобы обеспечить смешивание кислорода с азотом. Однако в конечном счете это приведет к значительной экономии азотсодержащих ферросплавов, которые обычно расходуются для этих целей. Практически на всех заводах, где внедрили новую технологию раздува, удалось увеличить вдвое длительность кампании без увеличения расхода торкрет-материала. При этом удельный его расход значительно снизился. Расчеты показывают, что достижение стойкости футеровки конвертера свыше 5000—5500 плавок уже практически не сказывается на его годовой производительности (рис. 15.10). При выпуске в сутки 30—40 плавок достигнутая стойкость футеровки — это 4— 6 мес непрерывной работы, т. е. период, в течение которого по инструкции необходима ревизия корпуса конвертера, вспомогательного оборудования и т. п. На заводах Великобритании и США получает распространение организация испарительного охлаждения корпуса конвертера. Метод назван HiVap (от англ, high — интенсивный и vapourize—испаряться). Благодаря скрытой теплоте испарения (2287 кДж/кг) удалось ограничиться сравнительно небольшим расходом воды. При HiVap-способе с помощью специальных форсунок достигается тонкое и 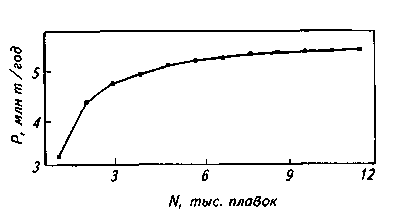 |