шлиц 08.11.09. шлиц 08.11. Учебнометодическое пособие по курсу "Метрология, стандартизация и сертификация" Составитель Мороз В. Г. Москва 2009 Методическая разработка прямобочные шлицевые соединения
 Скачать 13.26 Mb. Скачать 13.26 Mb.
|

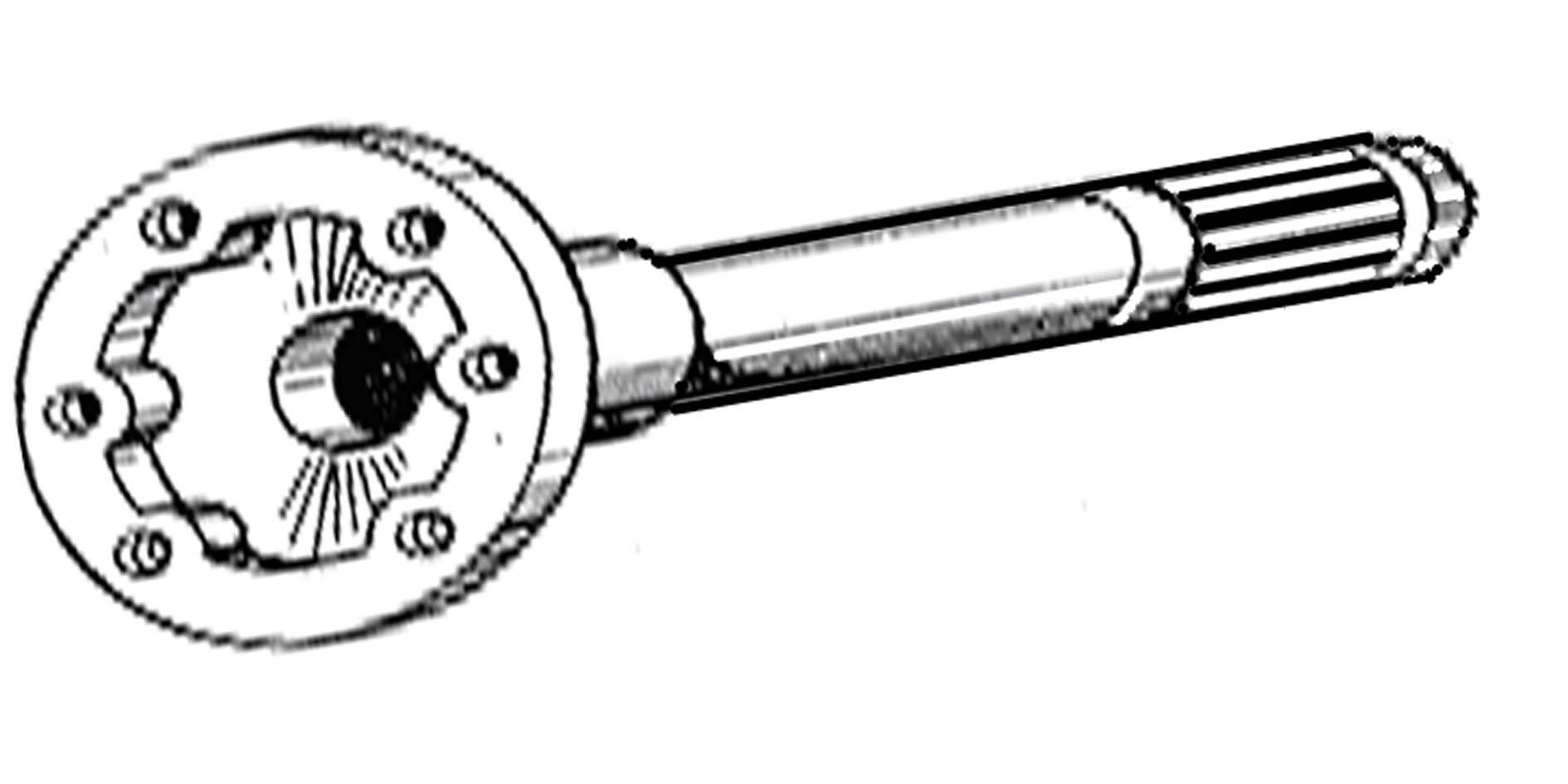 ШЛИЦЕВЫЕ СОЕДИНЕНИЯ  Учебно-методическое пособие по курсу "Метрология, стандартизация и сертификация" Составитель: Мороз В. Г. Москва 2009 Методическая разработка «прямобочные шлицевые соединения» составлена в соответствии с учебными планами дисциплин Данное пособие предназначено, в первую очередь, для выполнения самостоятельных и курсовых работ по курсам: "Взаимозаменяемость, стандартизация и технические измерения", «Метрология стандартизация, сертификация, технические измерения" «Нормирование точности» и может быть использовано при работе над дипломными проектами студентами всех специальностей, а также аспирантами и конструкторами. Методическая разработка выполнена на кафедре "Детали машин " МГИУ, к.т.н., доц. Мороз В.Г.. Рецензенты: д.т.н. проф. Иваний М.Б..- каф. «Технология и металлорежущие системы автомобилестроениия». К.т.н. доц. Коноплёв В. Н.- каф. «Автомобили и двигатели» Рис. 5, табл. 6, библ. назв.6 Одобрено кафедрой "Детали машин ", протокол № 9 от 11 ноября 2009 г 1. ВВЕДЕНИЕ. ОБЩИЕ СВЕДЕНИЯ ПО ПРИМЕНЕНИЮШЛИЦЕВЫХ СОЕДЕНЕНИЙ.Введение Известно, что для передачи крутящего момента можно создать неподвижную пару: вал - отверстие, применив посадку с натягом. Такое соединение позволяет получить наилучшее сопряжение с точки зрения совпадения осей вала и отверстия. Это, казалось бы, самое простое решение требует высокой точности при изготовлении пары, специальных технологических методов сборки, ограничено расчётным уровнем сил трения в области сопряжения, да и к тому же, как правило, не может быть разобрано и вновь собрано с сохранением прежних характеристик. Для обеспечения взаимной связи возможно применение шпоночного соединения, когда вал и отверстие собираются с гарантированным зазором, а, в предварительно подготовленные пазы вводится специальный элемент-шпонка. Такой подход всегда приводит к тому, что оси вала и втулки не совпадают, и кроме того, весь крутящий момент передаётся через одну шпонку, что создаёт повышенную концентрацию напряжений как на валу так и на втулке. Cтановится ясно, что хотелось бы получить технологически, реально получаемое соединение, хотя бы частично свободное от указанных недостатков. Такие конструкции получили название шлицевых соединений. 1.1 Назначение и применениеПовышенные требования к выпускаемой продукции и возросшие технологические возможности позволили применять шлицевые соединения практически во всех областях машиностроения и приборостроения. Подтверждением тому служит автомобиль, создать качественную и надёжную коробку перемены передач для которого, без шлицевых соединения практически невозможно. Следует заметить, что именно это соединение позволяет получать как подвижные, так и неподвижные пары при достаточно высокой соосности и необходимой прочности. Немало важно также, что только применение треугольных шлицевых соединений с небольшими модулями позволяет создавать лёгкие разборные соединения типа «труба в трубе ». 1.2 Терминология и видыВ машиностроении и приборостроении повсеместно применяется термин «центрирование», который определяет точность расположения осей изделий поверхностей относительно друг друга. При проверке, всегда ось одной из деталей либо общая ось в сборке принимается за базовую, а отклонение второй оси относительно базовой или обеих осей относительно общей базовой оценивается. Теоретически улучшить характеристики шпоночного соединения можно введя две шпонки и более, но этого не делают, а применяют другое соединение называемое шлицевым (рис1). Шлицевым называется разъёмное соединение отверстия и вала, когда на валу выполнены выступы определённой формы, а на поверхности отверстия впадины аналогичной формы и количества. Деталь (охватываемая), на наружной поверхности которой изготовлены выступы, называется шлицевым валом. Деталь (охватывающая), на внутренней поверхности которой изготовлены впадины, называется шлицевым отверстием. К шлицевым соединениям относятся также и те, в которых соединение производится по торцевым поверхностям ,вариант одного из них, с треугольным зубом, показан на рисунке 1. Однако, следует заметить, что такие соединения применяются редко и ненормированы. 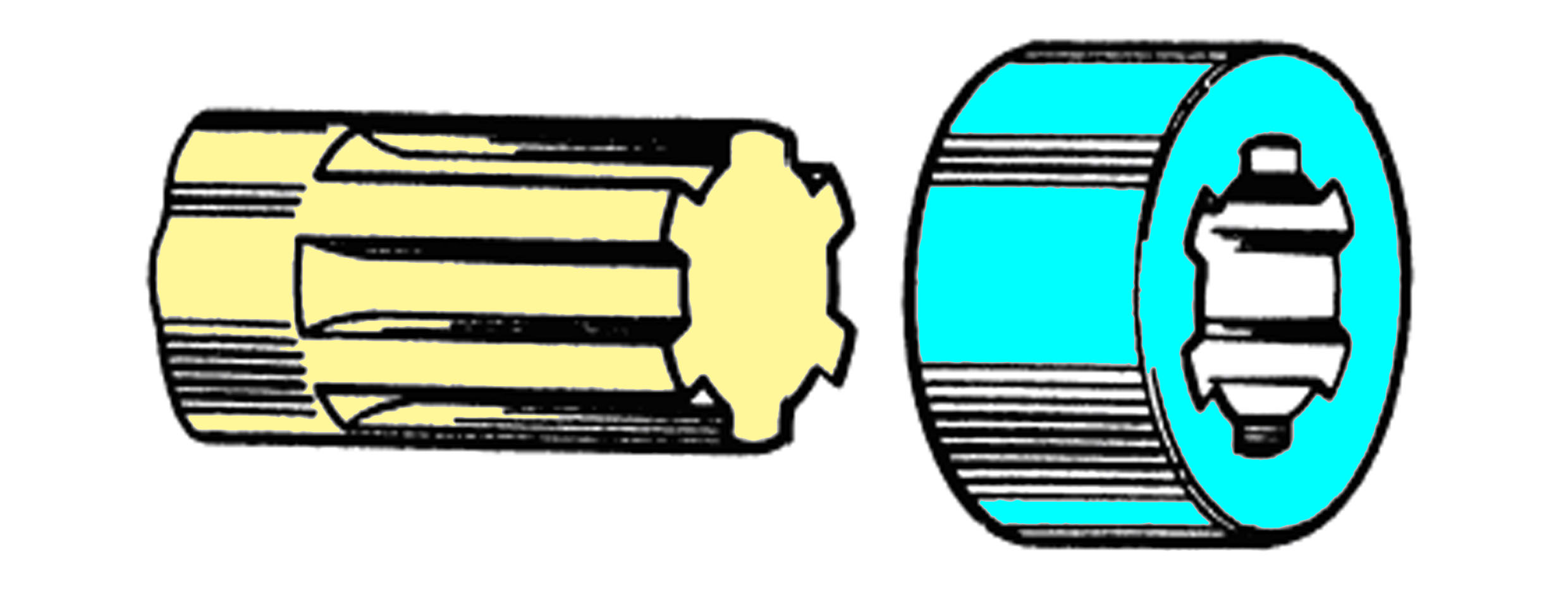 а. 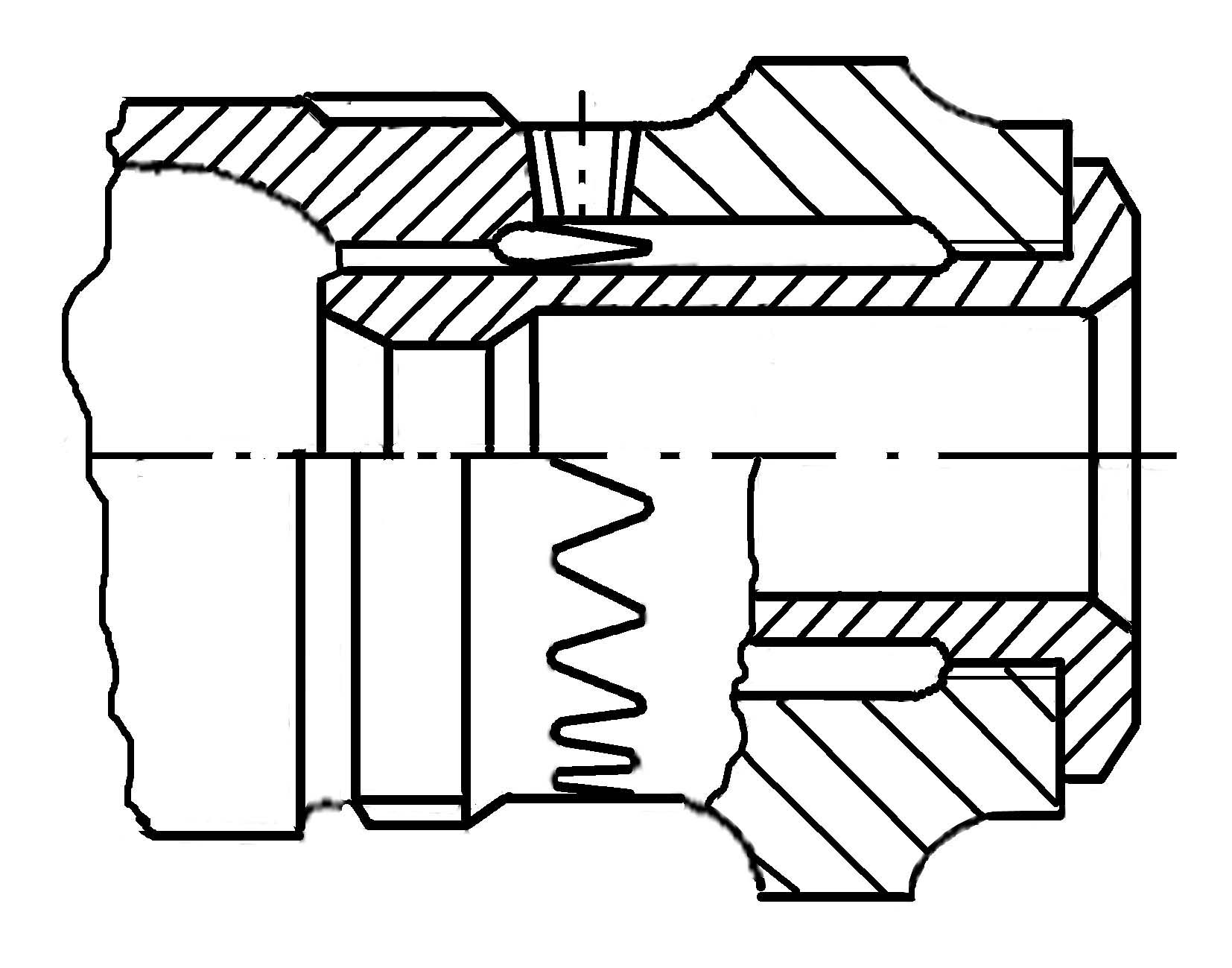 б. 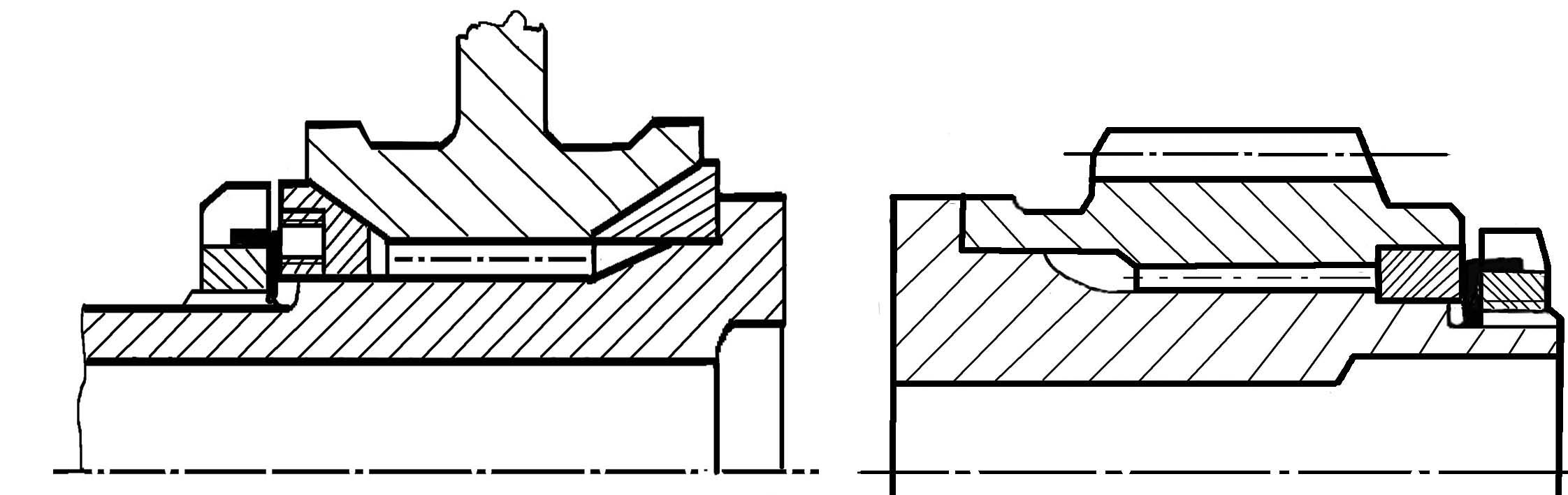 в. Рисунок 1. Виды шлицевых соединений: а) прямобочное шлицевое соединение, б) торцевое шлицевое соединение, в) шлицевое соединение с дополнительным базированием. Для повышения соосности соединений применяют дополнительные вспомогательные поверхности и кольцевые вставки, что показано на рисунке 1в. Форма профиля выступов у вала и пазов у втулки может быть различной, но наибольшее применение нашли прямобочные, эвольвентные и треугольные шлицевые соединения (рис.2). 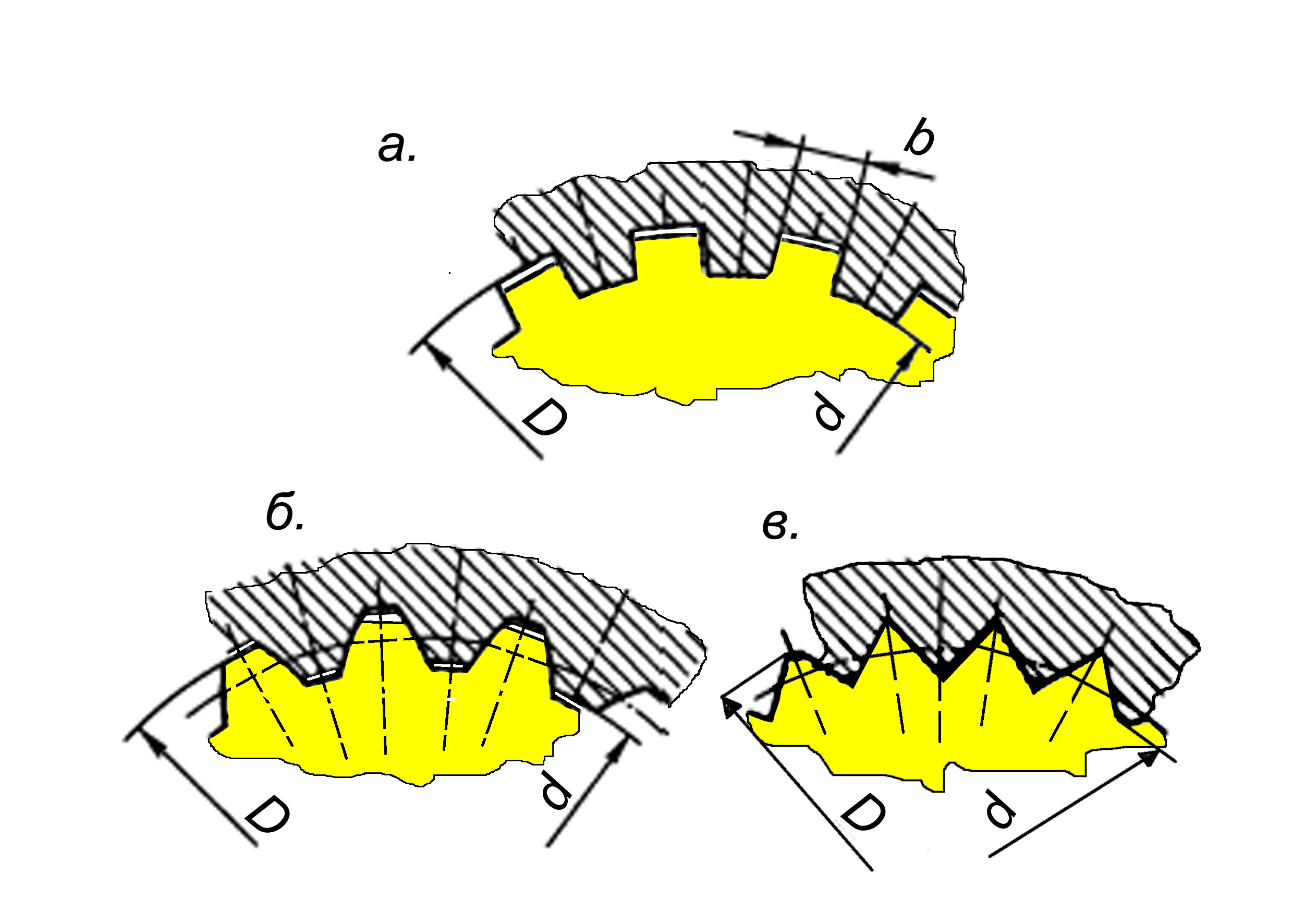 Рисунок 2.Форма профилей шлицевых соединений а-прямобочная, б-эвольвентная, в-треугольная Наибольшее распространение получили шлицевые соединения с прямобочным профилем зуба, которые надёжны и просты в изготовлении. Эти соединения применяются для подвижных и неподвижных соединений. Причем, в зависимости от передаваемого крутящего момента используются соединения легкой, средней и тяжелой серии, параметры которых приведены в таблицах 2, 3, 4 приложения , в соответствии со стандартом "Основные нормы взаимозаменяемости. Соединения шлицевые прямобочные. Размеры". Основные размеры шлицевой втулки и шлицевого вала даны на рис. 2,3. Эвольвентные шлицевые соединения наиболее совершенны и имеют следующие достоинства:
Наряду с достоинствами, эвольвентные шлицевые соединения имеют и недостатки, сдерживающие их широкое применение, среди которых особо следует отметить следующие:
Треугольные шлицевые соединения (рис. 2в) передают незначительные крутящие моменты, в силу того, что применяются с модулем 0,2— 1,5мм. Наиболее часто применимы параметры соединений: число зубьев 20—70; модуль; угол впадин вала 90; 72 и 60°. Однако, отсутствие стандартов на треугольные шлицевые соединения приводит к тому, что применяют в промышленности соединения и с иными параметрами. В силу геометрической формы соединения центрирование возможно только по боковым сторонам зубьев. Первоначально эти соединения нашли применение взамен посадок с натягом и при сопряжении тонкостенных валов и втулок, где существенная высота зубьев не позволяет применять прямобочные и эвольвентные соединения. Сегодня, с внедрением новых материалов и технологий, спектр применения треугольных шлицевых соединений существенно расширился и они применяются для разборных и подвижных соединений. При изготовлении треугольных шлицевых соединений применяют нарезание червячными фрезами, накатывание, наружное и внутреннее протягивание. Последующее дорнование позволяет получить коническое соединение треугольных шлицев. Применяется угол уклона впадины 1° 37' и конусность 1 : 16. Размеры зубьев конического соединения нормируют по большому основанию конуса. Контроль среднего делительного диаметра проводится с применением метода проволочек, подобно контролю резьбы. |