Ххх. Учебное пособие Капранов Б. И., Коротков М. М., Короткова И. А. Издательство Томского политехничекого университета 2004
 Скачать 4.67 Mb. Скачать 4.67 Mb.
|

|
3. Проведение контроля 3.1. При контроле сварных соединений следует применять эхо-импульсный, теневой (зеркально-теневой) или эхо-теневой методы. При эхо-импульсном методе применяют совмещенную (черт. 9), раздельную (черт. 10 и 11) и раздельно-совмещенную (черт. 12 и 13) схемы включения преобразователей. 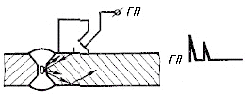 Черт. 9 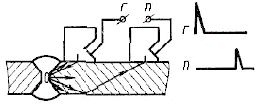 Черт. 10 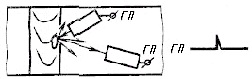 Черт. 11 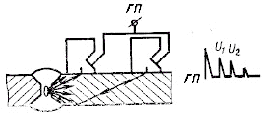 Черт. 12 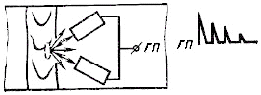 Черт. 13 При теневом методе применяют раздельную (черт. 14) схему включения преобразователей. 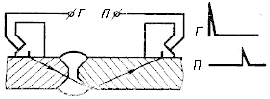 Черт. 14 При эхо-теневом методе применяют раздельно-совмещенную (черт. 15) схему включения преобразователей. 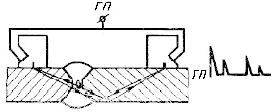 Черт. 15 Примечание. На черт. 9-15: Г - вывод к генератору ультразвуковых колебаний; П - вывод к приемнику. 3.2. Стыковые сварные соединения следует прозвучивать по схемам, приведенным на черт. 16-19, тавровые соединения - по схемам, приведенным на черт. 20-22, и нахлесточные соединения - по схемам, приведенным на черт. 23 и 24. Допускается применять другие схемы, приведенные в технической документации на контроль, утвержденной в установленном порядке. 3.3. Акустический контакт пьезоэлектрического преобразователя с контролируемым металлом следует создавать контактным или иммерсионным (щелевым) способами ввода ультразвуковых колебаний. 3.4. При поиске дефектов чувствительность (условная или предельная) должна превышать заданную на величину, устанавливаемую в технической документации на контроль, утвержденной в установленном порядке. 3.5. Прозвучивание сварного соединения выполняют по способу продольного и (или) поперечного перемещения преобразователя при постоянном или изменяющемся угле ввода луча. Способ сканирования должен быть установлен в технической документации на контроль, утвержденной в установленном порядке. 3.6. Шаги сканирования (продольного 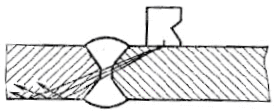 Черт. 16 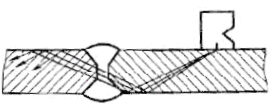 Черт. 17  Черт. 18 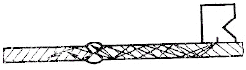 Черт. 19 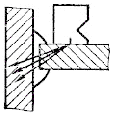 Черт. 20 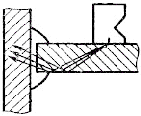 Черт. 21 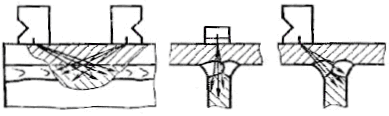 Черт. 22 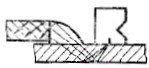 Черт. 23 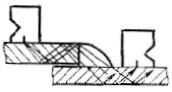 Черт. 24 3.7. Метод, основные параметры, схемы включения преобразователей, способ ввода ультразвуковых колебаний, схема прозвучивания, а также рекомендации по разделению ложных сигналов и сигналов от дефектов должны быть указаны в технической документации на контроль, утвержденной в установленном порядке, 4. Оценка и оформление результатов контроля 4.1. Оценка результатов контроля 4.1.1. Оценку качества сварных соединений по данным ультразвукового контроля следует проводить в соответствии с нормативно-технической документацией на изделие, утвержденной в установленном порядке. 4.1.2. Основными измеряемыми характеристиками выявленного дефекта являются: 1) эквивалентная площадь дефекта 2) координаты дефекта в сварном соединении; 3) условные размеры дефекта; 4) условное расстояние между дефектами; 5) количество дефектов на определенной длине соединения. Измеряемые характеристики, используемые для оценки качества конкретных соединений, должны указываться в технической документации на контроль, утвержденной в установленном порядке. 4.1.3. Эквивалентную площадь дефекта следует определять по амплитуде эхо-сигнала путем сравнения ее с амплитудой эхо-сигнала от отражателя в образце или путем использования расчетных диаграмм при условии сходимости их с экспериментальными данными не менее 20 %. 4.1.4. Условными размерами выявленного дефекта являются (черт. 25): 1) условная протяженность 2) условная ширина 3) условная высота Условную протяженность Условную ширину Условную высоту 4.1.5. При измерении условных размеров 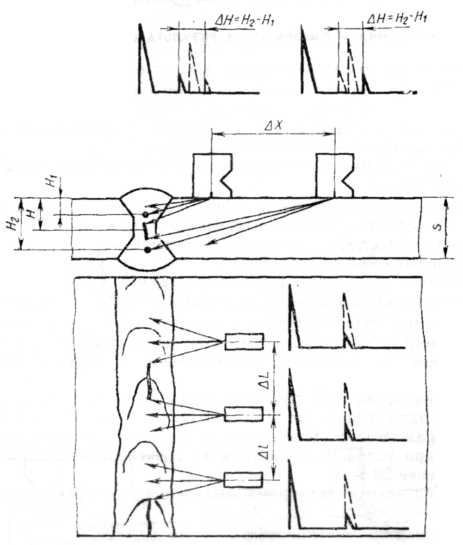 Черт. 25 Допускается за крайние положения принимать такие, при которых амплитуда эхо-сигнала от выявляемого дефекта составляет заданную часть от 0,8 до 0,2 от максимального значения. Принятые значения уровней должны быть указаны при оформлении результатов контроля. Условную ширину 4.1.6. Условное расстояние 4.1.7. Дополнительной характеристикой выявленного дефекта являются его конфигурация и ориентация. Для оценки ориентации и конфигурации выявленного дефекта используют: 1) сравнение условных размеров При измерении условных размеров 2) сравнение амплитуды эхо-сигнала 3) сравнение отношения условных размеров выявленного дефекта 4) сравнение вторых центральных моментов условных размеров выявленного дефекта и цилиндрического отражателя, расположенного на той же глубине, что и выявленный дефект; 5) амплитудно-временные параметры сигналов волн, дифрагированных на дефекте; 6) спектр сигналов, отраженных от дефекта; 7) определение координат отражающих точек поверхности дефекта; 8) сравнение амплитуд принятых сигналов от дефекта и от ненаправленного отражателя при озвучивании дефекта под разными углами. Необходимость, возможность и методика оценки конфигурации и ориентации выявленного дефекта для соединений каждого типа и размеров должны оговариваться в технической документации на контроль, утвержденной в установленном порядке. 4.2. Оформление результатов контроля 4.2.1. Результаты контроля должны быть записаны в журнале или заключении, или на схеме сварного соединения, или в другом документе, где должны быть указаны: тип контролируемого соединения, индексы, присвоенные данному изделию и сварному соединению, и длина проконтролированного участка; техническая документация, в соответствии с которой выполнялся контроль; тип дефектоскопа; непроконтролированные или неполностью проконтролированные участки сварных соединений, подлежащие ультразвуковому контролю; результаты контроля; дата контроля; фамилия дефектоскописта. Дополнительные сведения, подлежащие записи, а также порядок оформления и хранения журнала (заключений) должны быть оговорены в технической документации на контроль, утвержденной в установленном порядке. 4.2.2. Классификацию стыковых сварных соединений по результатам ультразвукового контроля производят по обязательному приложению 8. Необходимость классификации оговаривается в технической документации на контроль, утвержденной в установленном порядке. 4.2.3. При сокращенном описании результатов контроля следует каждый дефект или группу дефектов указывать отдельно и обозначать: буквой, определяющей качественно оценку допустимости дефекта по эквивалентной площади (амплитуде эхо-сигнала) и условной протяженности (А, или Д, или Б, или ДБ); буквой, определяющей качественно условную протяженность дефекта, если она измерена в соответствии с п. 4.7, перечисление 1 (Г или Е); буквой, определяющей конфигурацию дефекта, если она установлена; цифрой, определяющей эквивалентную площадь выявленного дефекта, мм цифрой, определяющей наибольшую глубину залегания дефекта, мм; цифрой, определяющей условную протяженность дефекта, мм; цифрой, определяющей условную ширину дефекта, мм; цифрой, определяющей условную высоту дефекта, мм или мкс, 4.2.4. Для сокращенной записи должны применяться следующие обозначения: А - дефект, эквивалентная площадь (амплитуда эхо-сигнала) и условная протяженность которого равны или менее допустимых значений; Д - дефект, эквивалентная площадь (амплитуда эхо-сигнала) которого превышает допустимое значение; Б - дефект, условная протяженность которого превышает допустимое значение; Г - дефекты, условная протяженность которых ; Е - дефекты, условная протяженность которых В - группа дефектов, отстоящих друг от друга на расстояниях ; Т - дефекты, которые обнаруживаются при расположении преобразователя под углом к оси шва и не обнаруживаются при расположении преобразователя перпендикулярно к оси шва. Условную протяженность для дефектов типов Г и Т не указывают. В сокращенной записи числовые значения отделяют друг от друга и от буквенных обозначений дефисом. Необходимость сокращенной записи, применяемые обозначения и порядок их записи оговариваются технической документацией на контроль, утвержденной в установленном порядке. 5. Требования безопасности 5.1. При проведении работ по ультразвуковому контролю продукции дефектоскопист должен руководствоваться ГОСТ 12.1.001-83, ГОСТ 12.2.003-74, ГОСТ 12.3.002-75. правилами технической эксплуатации электроустановок потребителей и правилами технической безопасности при эксплуатации электроустановок потребителей, утвержденными Госэнергонадзором. 5.2. При выполнении контроля должны соблюдаться требования «Санитарных норм и правил при работе с оборудованием, создающим ультразвук, передаваемый контактным путем на руки работающих» N 2282-80, утвержденных Минздравом СССР, и требования безопасности, изложенные в технической документации на применяемую аппаратуру, утвержденной в установленном порядке. 5.3. Уровни шума, создаваемого на рабочем месте дефектоскописта, не должны превышать допустимых по ГОСТ 12.1-003-83. 5.4. При организации работ по контролю должны соблюдаться требования пожарной безопасности по ГОСТ 12.1.004-85. Приложение 1 Справочное Пояснения терминов, использованных в стандарте
|