СП 70. Утв приказом Федерального агентства по строительству и жилищнокоммунальному хозяйству от 25 декабря 2012 г. N 109гс
 Скачать 3.15 Mb. Скачать 3.15 Mb.
|

|
4.7 Специальные монтажные соединения 4.7.1 К специальным монтажным соединениям (CMC) относятся: пристрелка высокопрочными дюбелями; постановка самонарезающих и самосверлящих винтов; постановка комбинированных заклепок; совместное пластическое деформирование кромок; контактная точечная сварка; электрозаклепки; фальцовка продольных кромок. 4.7.2 К руководству работами и выполнению соединений на CMC могут быть допущены лица, прошедшие обучение, подтвержденное соответствующим удостоверением. 4.7.3 Характерной особенностью CMC является то, что для их выполнения достаточно подхода к соединяемым элементам конструкций с одной стороны. 4.7.4 При производстве работ по постановке высокопрочных дюбелей следует соблюдать инструкции по эксплуатации пороховых монтажных инструментов, регламентирующие порядок ввода их в эксплуатацию, правила эксплуатации, технического обслуживания, требования безопасности, хранения, учета и контроля пистолетов и монтажных патронов к ним. 4.7.5 Перед началом работы надлежит выполнить контрольную пристрелку с внешним осмотром и оценкой качества соединения для уточнения мощности выстрела (номера патрона). 4.7.6 Установленный дюбель должен плотно прижимать шайбу к закрепляемой детали, а закрепляемую деталь - к опорному элементу. При этом цилиндрическая часть стержня дюбеля не должна выступать над поверхностью стальной шайбы. Плотность прижатия проверяют визуально при операционном (100%) и выборочном (не менее 5%) приемочном контроле установленных дюбелей. 4.7.7 Применение того или иного типа CMC и расстояние между осями элементов и от оси элемента CMC до края соединяемого элемента должны соответствовать указаниям рабочих чертежей. 4.7.8 Типы CMC приведены в таблице 4.2. 4.7.9 Основной областью применения CMC является закрепление ограждающих конструкций зданий и сооружений. В отдельных случаях допускается применение CMC для закрепления конструкций, совмещающих ограждающие и несущие функции (диафрагмы жесткости, мембранно-каркасные конструкции). Таблица 4.2
4.7.10 Основные конструктивные формы CMC с указанием действия сил приведены на рисунке 4.1. 4.7.11 Монтажная точечная сварка не допускается при соединении разнородных металлов и элементов с неметаллическими покрытиями и прокладками. 4.7.12 Допускаемые сочетания толщин и прочности соединяемых стальных элементов на высокопрочных дюбелях для пристрелки по стали приведены в таблице 4.8. 4.7.13 Для самонарезающих и самосверлящих винтов допускаемое временное сопротивление стали опорного элемента не должно превышать 450 4.7.14 Толщина присоединяемых элементов определяется длиной стержня винта и может достигать 230 мм, например, для трехслойных стеновых сэндвич-панелей (см. таблицу 4.3). 4.7.15 Максимальная толщина опорного стального элемента для самонарезающих винтов приведена в таблице 4.3. Таблица 4.3
4.7.16 Длина тела заклепки в зависимости от материала тела и стержня и суммарной толщины соединяемых элементов должна быть указана в рабочей документации. При отсутствии таких указаний следует руководствоваться таблицами Ж.1, Ж.2 и Ж.3 приложения Ж. Диаметр отверстий под комбинированные заклепки и самонарезающие винты должны отвечать требованиям, указанным в таблице 4.4. Таблица 4.4
4.7.17 Для крепления кровельных сэндвич-панелей к металлическим стропилам и прогонам применяют самонарезающие винты диаметром 5,5 мм, длину которых выбирают по таблице 4.5 в зависимости от толщины панелей. Таблица 4.5
4.7.18 Для крепления стеновых сэндвич-панелей к металлическим конструкциям (колоннам, ригелям) применяют самонарезающие винты диаметром 5,5 мм, длину которых выбирают по таблице 4.6 в зависимости от толщины панели. Таблица 4.6
4.7.19 Для крепления сэндвич-панелей к железобетонным конструкциям (колоннам) применяют пружинные анкеры диаметром 4,8 и 6,3 мм, длину которых выбирают в зависимости от толщины панели по таблице 4.7. Таблица 4.7
4.7.20 Допускаемые сочетания толщин соединяемых стальных элементов для различных видов CMC приведены на рисунке 4.2. 4.7.21 Требуемая энергия при выполнении дюбельных соединений пристрелкой пороховыми пистолетами или ударами пневмоимпульсного молотка до 1 кДж. 4.7.22 При выполнении соединений на высокопрочных дюбелях применяются дюбели обыкновенного качества ДЛ 3,7x25 с патронами кольцевого воспламенения марок 6,8/18 М или 6,8/11 М. При толщинах опорного элемента от 5 до 10 мм рекомендуется применять дюбель-гвоздь рифленый марки ДГР 4,5x30. 4.7.23 При выполнении соединений на самонарезающих винтах и комбинированных заклепках рекомендуется применять самонарезающие винты с диаметром стержня от 3,2 до 6 мм.  Таблица 4.8 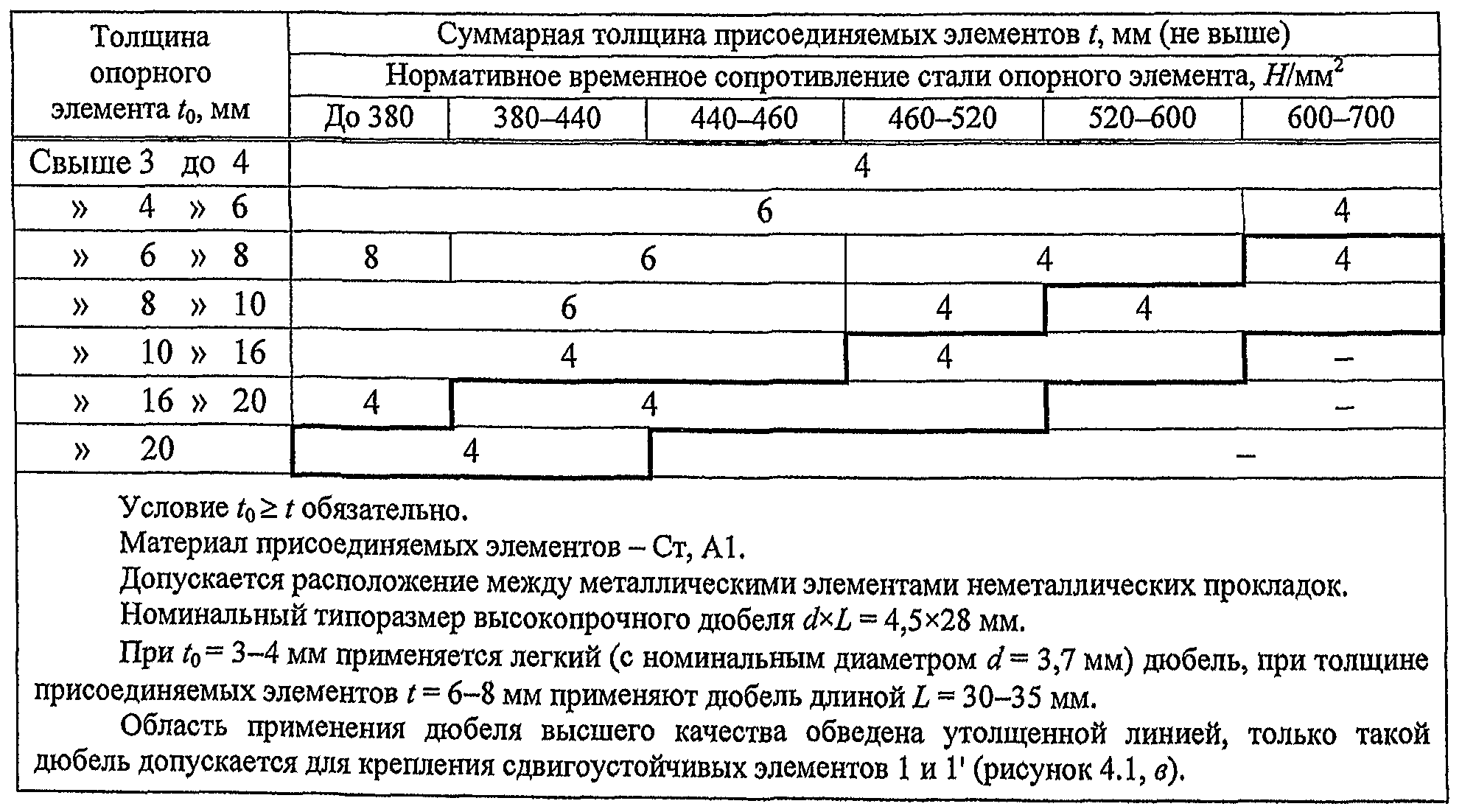 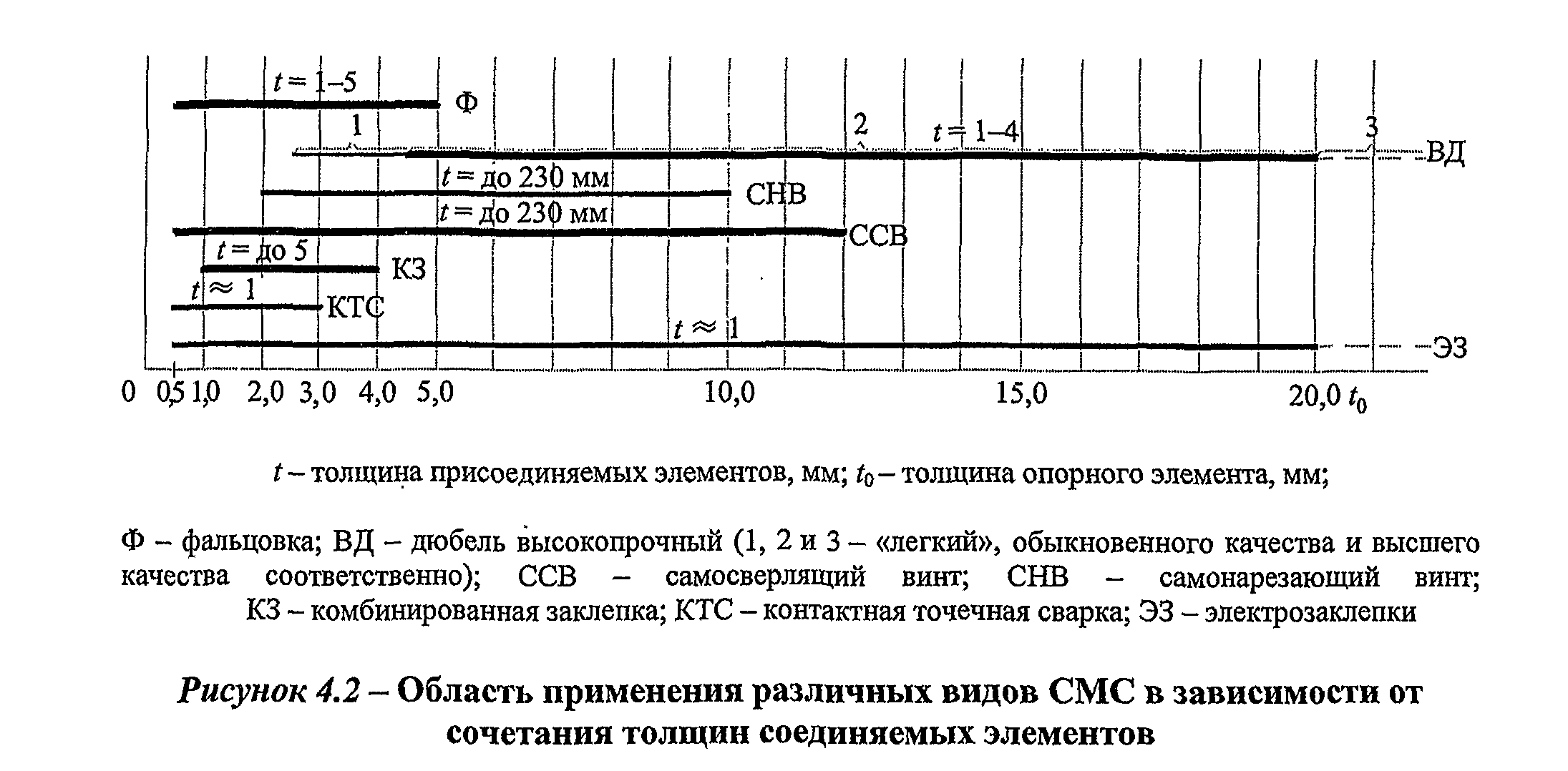 4.7.24 Для получения фальцевого соединения используются профили, получаемые прокаткой из рулонной оцинкованной стали (толщина 0,5-1 мм), как на месте монтажа (в этом случае длина профиля равна длине ската кровли или высоте фасада), так и заводские заготовки мерной длины со специально подготовленными продольными кромками. 4.7.25 Кляммеры, закрепленные на элементах каркаса или прогонах с шагом от 0,7 до 1,5 м, фальцуются одновременно с выполнением шва. Конструкции кляммер имеют как жесткое, так и подвижное в направлении шва крепление, допускающее температурное удлинение профиля. 4.7.26 Монтаж профилей производится порядно на всю длину фасада или ската кровли с установкой кляммеров с шагом 0,7-1,5 м после каждого ряда. После укладки следующего ряда необходимо добиться полного совмещения кромок смежных профилей и установить прихватки с использованием ручных фальцовочных клещей до производства машинной закатки. 4.8 Монтажные сварные соединения Монтажные сварные соединения стальных конструкций следует выполнять в соответствии с требованиями раздела 10. 4.9 Предварительное напряжение конструкций 4.9.1 Стальные канаты, применяемые в качестве напрягающих элементов, должны быть перед изготовлением элементов вытянуты усилием, равным 0,6 разрывного усилия каната в целом, указанного в соответствующем стандарте, и выдержаны под этой нагрузкой в течение 20 мин. 4.9.2 Предварительное напряжение гибких элементов следует выполнять этапами: напряжение до 50% проектного с выдержкой в течение 10 мин для осмотра и контрольных замеров; напряжение до 100% проектного. Предельные отклонения напряжений на обоих этапах В предусмотренных проектом случаях напряжение может быть выполнено до проектной величины с большим числом этапов. 4.9.3 Величина усилий и деформаций, а также предельные отклонения конструкций, напрягаемых гибкими элементами, должны соответствовать требованиям дополнительных правил настоящего свода правил или приведены в рабочей документации. 4.9.4 Контроль напряжения конструкций, выполненного методом предварительного выгиба (поддомкрачивание, изменение положения опор и др.), необходимо осуществлять нивелированием положения опор и геометрической формы конструкций. Предельные отклонения должны быть указаны в проекте. 4.9.5 В предварительно напряженных конструкциях запрещается приварка деталей в местах, не предусмотренных в рабочих чертежах, в том числе сварка около мест примыкания напрягающих элементов (стальных канатов, пучков проволок). 4.9.6 Натяжные приспособления для гибких элементов должны иметь паспорт предприятия-изготовителя с данными об их тарировке. 4.9.7 Величину предварительного напряжения конструкций и результаты ее контроля необходимо регистрировать в журнале монтажных работ. 4.10 Испытание конструкций и сооружений 4.10.1 Номенклатура конструкций зданий и сооружений, подлежащих испытанию, приведена в дополнительных правилах настоящего свода правил и может быть уточнена. 4.10.2 Метод, схему и программу проведения испытания надлежит приводить в проекте, а порядок проведения - разрабатывать в специальном ППР или разделе этого проекта. ППР на испытания подлежит согласованию с дирекцией действующего или строящегося предприятия и генподрядчиком. 4.10.3 Персонал, назначенный для проведения испытаний, может быть допущен к работе только после прохождения специального инструктажа. 4.10.4 Испытания конструкций должна проводить комиссия в составе представителей заказчика (председатель), генподрядной и субподрядной монтажной организации, а в случаях, предусмотренных проектом, - и представителя проектной организации. Приказ о назначении комиссии издает заказчик. 4.10.5 Перед испытанием монтажная организация предъявляет комиссии документацию, перечисленную в 3.23 и 4.20 настоящего свода правил, комиссия производит осмотр конструкций и устанавливает готовность их к испытаниям. 4.10.6 На время испытаний необходимо установить границу опасной зоны, в пределах которой недопустимо нахождение людей, не связанных с испытанием. Во время повышения и снижения нагрузок лица, занятые испытанием, а также контрольные приборы, необходимые для проведения испытаний, должны находиться за пределами опасной зоны либо в надежных укрытиях. 4.10.7 Конструкции, находящиеся при испытании под нагрузкой, запрещается остукивать, а также производить их ремонт и исправление дефектов. 4.10.8 Выявленные в ходе испытания дефекты следует устранить, после чего испытание повторить или продолжить. По результатам испытаний должен быть составлен акт (приложение И). 4.11 Дополнительные правила монтажа конструкций одноэтажных зданий 4.11.1 Настоящие дополнительные правила распространяются на монтаж и приемку конструкций одноэтажных зданий (в том числе покрытий типа "структур", крановых эстакад и др.). 4.11.2 Подкрановые балки пролетом 12 м по крайним и средним рядам колонн здания надлежит укрупнить в блоки вместе с тормозными конструкциями и крановыми рельсами, если они не поставлены блоками предприятием-изготовителем. 4.11.3 При возведении каркаса зданий необходимо соблюдать следующую очередность и правила установки конструкций: установить первыми в каждом ряду на участке между температурными швами колонны, между которыми расположены вертикальные связи, закрепить их фундаментными болтами, а также расчалками, если они предусмотрены в ППР; раскрепить первую пару колонн связями и подкрановыми балками (в зданиях без подкрановых балок - связями и распорками); в случаях, когда такой порядок невыполним, первую пару монтируемых колонн следует раскрепить согласно ППР; установить после каждой очередной колонны подкрановую балку или распорку, а в связевой панели - предварительно связи; разрезные подкрановые балки пролетом 12 м надлежит устанавливать блоками, неразрезные - элементами, укрупненными согласно ППР; начинать установку конструкций покрытия с панели, в которой расположены горизонтальные связи между стропильными фермами, а при их отсутствии - очередность установки должна быть указана в ППР; устанавливать конструкции покрытия, как правило, блоками; при поэлементном способе временно раскрепить первую пару стропильных ферм расчалками, а в последующем каждую очередную ферму - расчалками или монтажньми распорками по ППР; снимать расчалки и монтажные распорки разрешается только после закрепления и выверки положения стропильных ферм, установки и закрепления в связевых панелях вертикальных и горизонтальных связей, в рядовых панелях - распорок по верхним и нижним поясам стропильных ферм, а при отсутствии связей - после крепления стального настила. 4.11.4 При поэлементном способе монтажа балки путей подвесного транспорта, а также монтажные балки для подъема мостовых кранов следует устанавливать вслед за конструкциями, к которым они должны быть закреплены, до укладки настила или плит покрытия. 4.11.5 Крановые пути (мостовых и подвесных кранов) каждого пролета необходимо выверять и закреплять по проекту после проектного закрепления несущих конструкций каркаса каждого пролета на всей длине или на участке между температурными швами. 4.12 Требования при приемочном контроле 4.12.1 При окончательной приемке смонтированных конструкций должны быть предъявлены документы, указанные в 3.23. 4.12.2 Предельные отклонения фактического положения смонтированных конструкций не должны превышать при приемке значений, приведенных в таблице 4.9. 4.12.3 Сварные соединения, качество которых требуется согласно проекту проверять при монтаже физическими методами, надлежит контролировать одним из следующих методов: радиографическим или ультразвуковым в объеме 5% - при ручной или механизированной сварке и 2% - при автоматизированной сварке. Места обязательного контроля должны быть указаны в рабочей документации. Остальные сварные соединения следует контролировать в объеме, указанном в разделе 10. Таблица 4.9
| |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||