ремонт автомобилей. remont auto КАРАГОДИН. В процессе эксплуатации автомобиля его рабочие свойства постепенно ухудшаются изза изнашивания деталей, а также коррозии и усталости материала, из которого они изготовлены
 Скачать 7.18 Mb. Скачать 7.18 Mb.
|

|
Таблица 18.4 Области применения полимерных материалов
продолжение табл. 18.4
Анаэробные полимерные составы — это смеси жидкостей различной вязкости, способные длительное время оставаться в исходном состоянии без изменения свойств и быстро отвердевать с образованием прочного полимерного слоя в узких зазорах между поверхностями при температурах 15...35°С при условии прекращения Контакта с кислородом воздуха. Скорость отверждения и время Достижения максимальной прочности соединений зависит от температуры окружающей среды. При температуре ниже 15 °С полимеризация замедляется. Благодаря высокой проникающей способности анаэробные полимерные материалы плотно заполняют трещины, микродефекты сварных швов, зазоры. В табл 18.3 приведены условия получения и характеристики некоторых клеевых соединений, применяемых при ремонте машин. Примерные области применения полимерных материалов при ремонте машин приведены в табл. 18.4. 18.3 Технологии использования синтетических материалов Для заделки трещин чугунных корпусных деталей, работающих в нормальных условиях, рекомендуется следующий количественный состав композиции в весовых частях: эпоксидная смола ЭД-16 — 100; дибутилфталат — 15; железный порошок — 160; полиэтиленполиамин — 8. При восстановлении деталей, работающих в условиях вибрации, в указанный состав вводят до 30 % тонкоизмельченной слюды и резины. П 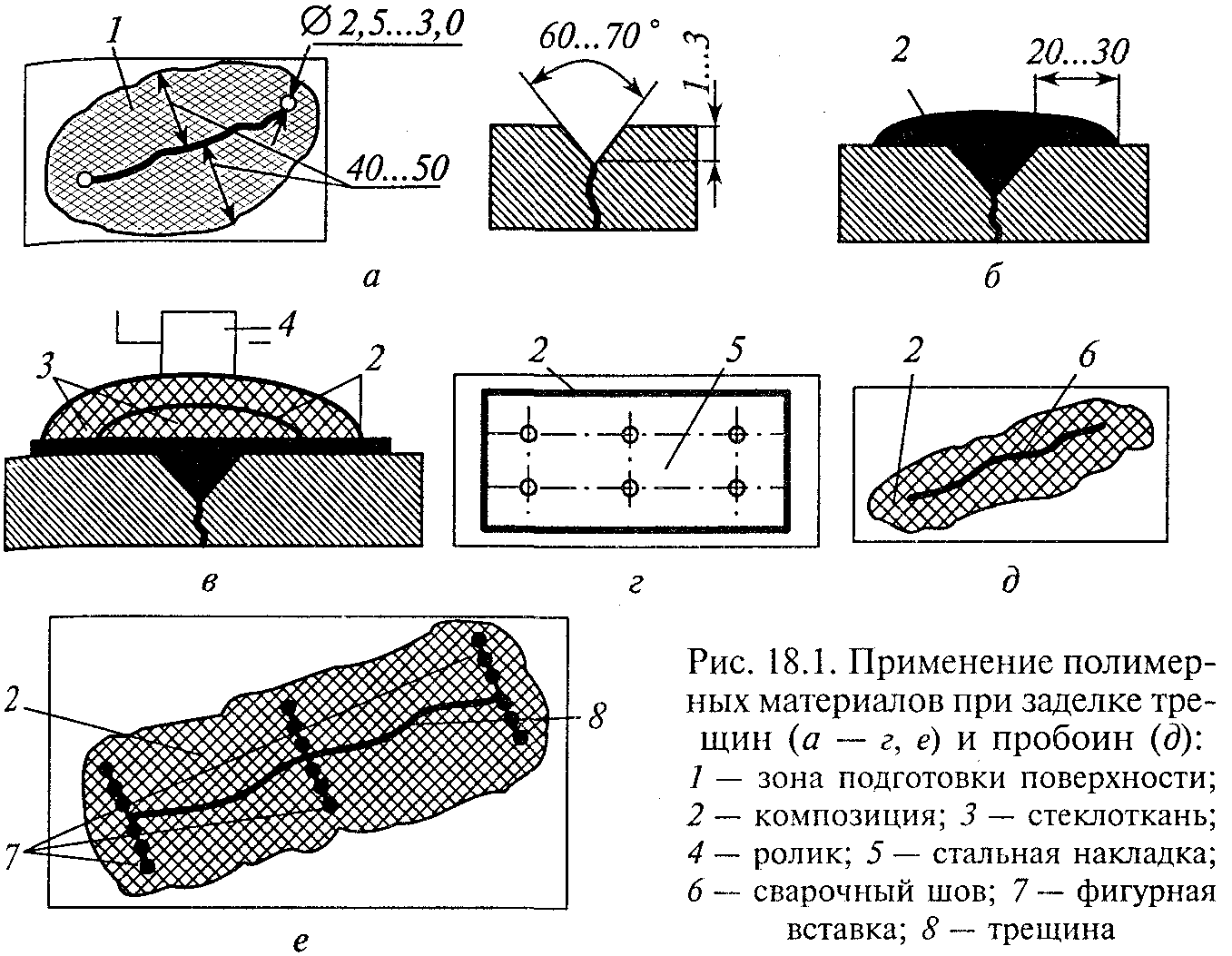 рименение полимерных материалов дает хорошие результаты только при тщательном выполнении операций по подготовке поверхности в зоне дефекта. Следы краски и коррозии не допускаются. По концам трещины сверлят отверстия диаметром 2,5... 3,0 мм. (рис. 18.1, а). Снимают фаску вдоль трещин под углом 60...70° на глубину 1 ...3 мм. Зачищают поверхность на расстоянии 40...50 мм от трещины шлифовальным кругом, дважды обезжиривают ацетоном с последующей просушкой в течение 8... 10 мин. На подготовленную поверхность шпателем наносят эпоксидный состав Б (см. табл. 18.1) при ремонте чугунных и стальных деталей, состав В — алюминиевых деталей. рименение полимерных материалов дает хорошие результаты только при тщательном выполнении операций по подготовке поверхности в зоне дефекта. Следы краски и коррозии не допускаются. По концам трещины сверлят отверстия диаметром 2,5... 3,0 мм. (рис. 18.1, а). Снимают фаску вдоль трещин под углом 60...70° на глубину 1 ...3 мм. Зачищают поверхность на расстоянии 40...50 мм от трещины шлифовальным кругом, дважды обезжиривают ацетоном с последующей просушкой в течение 8... 10 мин. На подготовленную поверхность шпателем наносят эпоксидный состав Б (см. табл. 18.1) при ремонте чугунных и стальных деталей, состав В — алюминиевых деталей.Если длина трещин меньше 20 мм (рис. 18.1, б), то проводят отверждение композиции при комнатной температуре 12 ч, а затем при нагревании в термошкафу по одному из режимов: при температуре 40 °С в течение 48 ч, при температуре 60 °С — 24 ч, при температуре 80 °С — 5 ч, при температуре 100 °С — 3 ч. Трещины длиной 20...150 мм (рис. 18.1, в) заделывают постановкой накладок из стеклоткани. При этом первая накладка должна перекрывать трещину на 20...25 мм, а вторая на 30...40 мм. Каждую накладку прокатывают роликом. Трещину длиной более 150 мм (рис. 18.1, г) заделывают наложением металлических накладок толщиной 1,5...2 мм с перекрытием трещины на 40...50 мм на эпоксидную композицию с последующим закреплением их винтами. В накладке сверлят отверстия диаметром 10 мм на расстоянии 50...70 мм друг от друга. По этим отверстиям накернивают и сверлят отверстия в детали, нарезают резьбу М8. Данным способом можно заделывать также пробоины. Данный способ может применяться в тех случаях, когда трещины расположены на плоских поверхностях деталях. Дефекты неплоских поверхностей деталей, при наличии пробоин и трещин, рекомендуется устранять сваркой или комбинированным способом (рис. 18.1, д). С этой целью, для придания герметичности на сварочный шов наносят слой эпоксидной композиции. Хорошие результаты при заделке трещин дает применение фигурных вставок (рис. 18.1, е) с последующей герметизацией зоны нанесением эпоксидной композиции. Применение фигурных стягивающих вставок позволяет вернуть первоначальное пространственное положение базовых элементов корпусных деталей, что положительно влияет на работоспособность отремонтированных узлов. П 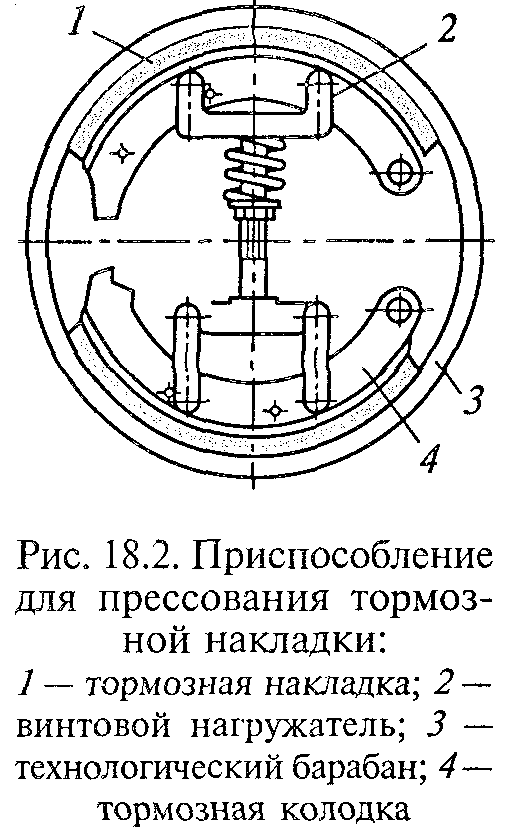 риклеивание фрикционных накладок осуществляется клеем ВС-10Т. Технология приклеивания: обезжиривают поверхности колодки ацетоном; проводят сушку в течение 10 мин; наносят клей ВС-10Т толщиной 0,1 ...0,2 мм; сушат не менее 5 мин на воздухе при комнатной температуре (после сушки резиновый брусок не должен прилипать); соединяют склеиваемые детали (рис. 18.2), обеспечивая давление 0,5... 1,0 МПа; устанавливают приспособления в сушильный шкаф для полимеризации и выдержки при температуре 180...190°С в течение 40 мин.; отключают шкаф, охлаждают его вместе с приспособлением до 70...100°С; охлаждают приспособление на воздухе до 35...40°С; разбирают приспособление; зачищают подтекания и наплывы клея; проводят контроль качества склеивания внешним осмотром и простукиванием. риклеивание фрикционных накладок осуществляется клеем ВС-10Т. Технология приклеивания: обезжиривают поверхности колодки ацетоном; проводят сушку в течение 10 мин; наносят клей ВС-10Т толщиной 0,1 ...0,2 мм; сушат не менее 5 мин на воздухе при комнатной температуре (после сушки резиновый брусок не должен прилипать); соединяют склеиваемые детали (рис. 18.2), обеспечивая давление 0,5... 1,0 МПа; устанавливают приспособления в сушильный шкаф для полимеризации и выдержки при температуре 180...190°С в течение 40 мин.; отключают шкаф, охлаждают его вместе с приспособлением до 70...100°С; охлаждают приспособление на воздухе до 35...40°С; разбирают приспособление; зачищают подтекания и наплывы клея; проводят контроль качества склеивания внешним осмотром и простукиванием.Для восстановления неподвижных подшипниковых соединений применяют эпоксидные композиции, эластомеры и анаэробные герметики. Поверхности зачищают до блеска, дважды обезжиривают ацетоном с последующей сушкой в течение 10 мин. При малом износе (зазор до 0,2 мм) на поверхность детали наносят эпоксидный состав А (см. табл. 18.1), выдерживают 10 мин, соединяют детали, удаляют излишки эпоксидного состава и отверждают. При большом износе на подготовленные посадочные поверхности шпателем наносят эпоксидный состав (Б или Г — для стальных и чугунных, В — для алюминиевых деталей). Затем деталь с составом выдерживается на воздухе при комнатной температуре в течение 2 ч для состава Б и 1 ч — для состава Г. Деталь устанавливают на кондуктор (плиту с направляющими втулками и фиксирующими штифтами), закрепленный на столе сверлильного станка (пресс или другое оборудование), и формируют слой эпоксидного состава под номинальный размер с помощью калибрующей стальной оправки, закрепленной в шпинделе станка (без вращения оправки). Это обеспечивает соблюдение параллельности осей восстанавливаемых отверстий и их межцентровых расстояний. Оправку предварительно смазывают маслом АКЗП-6 или техническим солидолом. После калибрования проводят отверждение состава. Вместо формирования после полного отверждения эпоксидного состава отверстия можно расточить. При ремонте неподвижных подшипниковых соединений (корпус-подшипник, вал-подшипник и др.) часто применяют эластомер ГЭН-150 (В) и герметик 6Ф. Поверхность, на которую наносят покрытие, зачищают абразивной шкуркой на тканевой основе до металлического блеска. Эту операцию производят с помощью ручной пневматической шлифовальной машины. После этого дважды обезжиривают зачищенную поверхность ацетоном и просушивают в течение 10 мин. Кистью (окунанием или центробежным способами) наносят равномерно тонкий слой эластомера и выдерживают на воздухе 20 мин. Толщина одного слоя покрытия находится в пределах 0,01...0,015 мм. При необходимости наносят последующие слои до получения заданной толщины (см. табл. 18.4)-При необходимости проводят термообработку покрытия (см. табЛ-18.2 и 18.4) в сушильном шкафу или камере при температуре 115... 160°С в течение 30 мин. Неподвижные соединения с покрытием из эластомера или герметика собирают запрессовкой с натягом 0,01...0,03 мм. Эффективный и несложный способ восстановления посадочных отверстий под подшипники в корпусных деталях — это калибрование поверхности эпоксидных композиций. Его сущность состоит в том, что на изношенную поверхность детали наносят слой эпоксидной композиции, который после предварительного частичного отверждения калибруют, исключая таким образом расточку восстановленных отверстий. Технологический процесс включает операции: очистку поверхности посадочного отверстия, обезжиривание ее, приготовление эпоксидной композиции, нанесение слоя композиции толщиной 1...1,5 мм на подготовленную поверхность, частичное отверждение, калибрование, окончательное отверждение композиции, снятие наплывов, контроль качества покрытий. Т 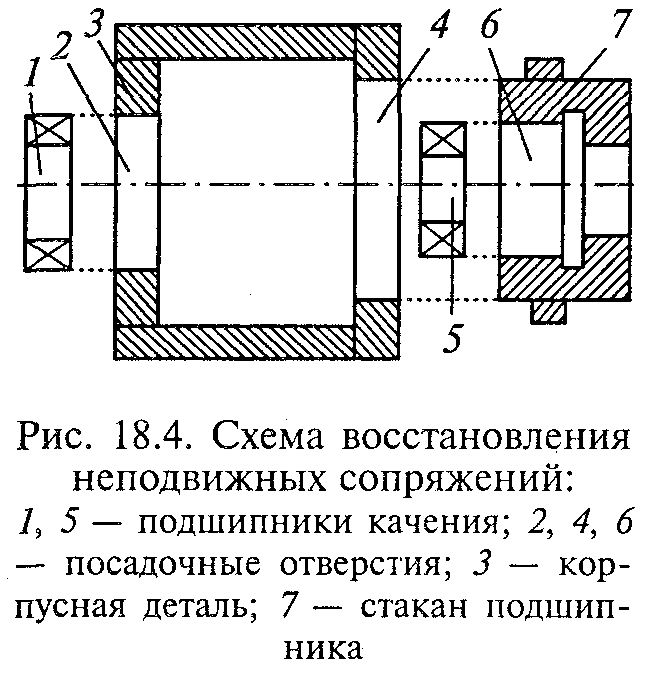 аким способом восстанавливают посадочные отверстия подшипников в корпусах водяного насоса, коробок передач, раздаточных коробок, в крышках распределительных шестерен двигателей и т. д. аким способом восстанавливают посадочные отверстия подшипников в корпусах водяного насоса, коробок передач, раздаточных коробок, в крышках распределительных шестерен двигателей и т. д.Для калибрования используют механические или гидравлические прессы, вертикально-расточные или сверлильные станки. На рис. 18.4 представлена схема восстановления неподвижных сопряжений при ослаблении посадки. При износе посадочного отверстия 2 корпусной детали 3 эластомер наносят на поверхность Наружного кольца подшипника 7. Аналогично этому при износе Посадочного отверстия 4 корпусной базовой детали покрытие наносят на поясок стакана подшипника 7. При ослаблении посадки в сопряжении подшипника 5 и гнезда эластомер наносят на поверхность отверстия стакана подшипника. Часто посадочные поверхности в корпусах (иногда и на валах) восстанавливают вклеиванием втулок, заранее изготовленных с необходимой точностью с помощью эпоксидного состава А. В этом случае исключается последующая механическая обработка втулки. Иногда в подготовленное отверстие с нанесенным эпоксидным клеем вставляют обезжиренную тонкую пластину — свер-тную втулку и раскатывают отверстие роликовым раскатником (см. разд. 11.5). При фиксации колец подшипников в корпусе и на валу с помощью анаэробных герметиков поверхности обеих деталей очищают и тщательно обезжиривают. На поверхности деталей наносят из капельницы флакона герме-тик, разравнивают капли кистью. При сборке детали центрируют с помощью оправок и приспособлений. Собранное соединение выдерживают в неподвижном состоянии при комнатной температуре 30...40 мин, после чего анаэробный материал набирает технологическую прочность, и с ремонтируемого узла можно снимать центрирующее приспособление. По истечении 5...24 ч (см. табл. 18.1) герметик набирает рабочую прочность. Марку герметика выбирают по таблице в зависимости от зазора в соединении. С увеличением толщины слоя герметика его долговечность снижается. Для повышения прочности и расширения технологических возможностей в герметики добавляют наполнители. Составы на основе анаэробных материалов приготавливают непосредственно перед их употреблением путем тщательного перевешивания наполнителей с герметиком. Состав следует использовать в течение 1 ч. Сильно изношенные резьбовые отверстия в корпусных деталях часто восстанавливают установкой ввертышей. В этом случае ввертыши удобно закреплять нанесением на поверхности их и отверстия эпоксидного состава А. При небольших износах соединение восстанавливают путем нанесения эпоксидного состава на подготовленные отверстие и шпильку (болт). При износе до 0,3 мм наносят состав Е или анаэробный герметик, а более 0,3 мм — состав Б, при восстановлении соединения с алюминиевой деталью — состав В. Для стопорения резьбовых соединений применяют анаэробный герметик или состав Е. Во всех случаях необходимо соблюдать условия подготовки поверхностей и режимы отверждения полимера. При ремонте из-за деформации сопрягаемых деталей разъемного неподвижного соединения, повреждений прокладок не всегда удается добиться надежной герметичности. Для обеспечения герметичности находят эффективное применение полимерные герметизирующие материалы. Они могут быть неотверждающимися (жидкие уплотняющие материалы типа ГИПК и уплотнительные замазки, например У-20А). Их применяют обычно в сочетании с твердыми традиционными прокладками и отверждающимися (герметик типа «Эластосил» и др.) взамен твердых прокладок. «Эластосил 137-83» и компаунд КЛТ-75 можно использовать при неплоскостности соединяемых поверхностей до 0,8 мм. Технологический процесс включает очистку поверхностей сопрягаемых деталей от старых прокладок, зачистку, обезжиривание поверхностей ацетоном, нанесение герметика и сборку соединения. Герметик «Эластосил 137-83» и компаунд КЛТ-75 наносят на одну из подготовленных деталей ровным слоем толщиной 1... 3 мм (взамен твердых прокладок). Сборку соединений после нанесения герметика производят в течение 20 мин, отверждение — при комнатной температуре в течение 6 ч. Герметики ГИПК-242 и ГИПК-244 разогревают до 80 °С, наносят на одну из деталей, устанавливают твердую прокладку, на нее вновь наносят слой герметика и собирают соединение. Эти герметики Можно использовать и без твердых прокладок при зазоре до 0,15 мм. Появляющиеся при сборке подтеки в соединении должны быть Удалены тампоном, смоченным ацетоном. При трещинах, пробоинах и обрывах трубопроводов зачищают и обезжиривают поврежденный участок, наносят на него эпоксидный состав А (см. табл. 18.1). Затем покрывают составом одну из сторон стеклоткани и наматывают ее в два-три слоя на поврежденный участок. На стеклоткань вновь наносят эпоксидный состав А и отверждают. В табл. 18.6 приведена спецификация основного оборудования. Таблица 18.6 Оборудование для ремонта деталей полимерными материалами
18.4. Нанесение полимеров Газопламенное напыление. Сущность процесса — струя воздуха со взвешенными в ней частицами порошкового полимера проходит через факел ацетиленовоздушного пламени (температура 650...700С и выше; скорость прохождения полимерного материала 20…30 м/с), частицы размягчаются до пластического состояния и при ударе о подготовленную поверхность детали сцепляются с ней, образуя сплошное полимерное покрытие. Покрытие наносят с помощью установки для газопламенного напыления (УПН-6-63 или УГПЛ-П), которая имеет распылительную газовую горелку и питательный бачок, соединенные между собой шлангом. В технологический процесс напыления входят операции: очистка от краски, грязи и масла кабины, кузова, деталей оперения, имеющих неровности и вмятины глубиной не более 5 мм. Поврежденные поверхности с вмятинами и неровностями выправляют, а трещины и пробоины заваривают. Поверхность сварных швов зачищают шлифовальной машиной для удаления острых углов и кромок с радиусом закругления менее 2 мм; сушка порошка (ПФН-12 или ТПФ-37), просеянного через сито с сеткой 0,16...0,25 мм, при температуре 60°С в течение 5...6 ч. Влажность порошка должна быть не более 2 %; п 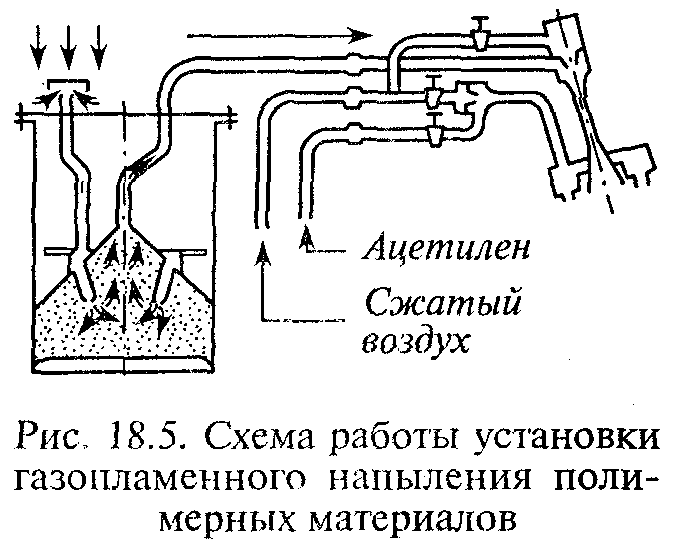 одготовка установки. В установку засыпают предварительно подготовленный порошок; присоединяют к горелке круглое или плоское сопло; присоединяют шланг одним концом к штуцеру питательного бачка, другим — к порошковому штуцеру горелки; подводят ацетилен и сжатый воздух к соответствующим штуцерам горелки (рис. 18.5). Применяемый сжатый воздух должен быть очищен от избытка влаги и масляных загрязнений. Использование круглого или плоского сопла зависит от ширины поверхности, на которую наносят покрытие: при цилиндрическом сопле струя за один проход захватывает 15...20 мм, при плоском — 65...70 мм; одготовка установки. В установку засыпают предварительно подготовленный порошок; присоединяют к горелке круглое или плоское сопло; присоединяют шланг одним концом к штуцеру питательного бачка, другим — к порошковому штуцеру горелки; подводят ацетилен и сжатый воздух к соответствующим штуцерам горелки (рис. 18.5). Применяемый сжатый воздух должен быть очищен от избытка влаги и масляных загрязнений. Использование круглого или плоского сопла зависит от ширины поверхности, на которую наносят покрытие: при цилиндрическом сопле струя за один проход захватывает 15...20 мм, при плоском — 65...70 мм;нанесение покрытия. Зачищенную поверхность нагревают до 220... 230 °С (температуру нагрева контролируют по изменению цвета термокарандаша; перегрев поверхности (до синей побежалости) не допускается). Режим нанесения покрытия: скорость перемещения горелки — 1,2... 1,6 м/мин; давление сжатого воздуха — 0,3...0,6 МПа; расстояние между мундштуком и нагревательной поверхностью — 100... 120 мм; число проходов горелки — 2...3; прикатывание нанесенного слоя роликом, смоченным холодной водой (процедуру проводят через 5...8 с после нанесения покрытия). Перед прикаткой ролик должен находиться в холодной воде, а при прикатке — периодически охлаждаться холодной водой; второй слой наносят после прогрева покрытия пламенем горелки в течение 5...8 с. Через 8...10 с опять прикатывают покрытие роликом. Операцию повторяют до полного выравнивания вмятины или неровности. Покрытие должно быть плотным, без пузырей и неровностей. После нанесения покрытия через 15... 20 мин его зачищают шлифовальной машиной до получения плавного перехода от поверхности металла к поверхности покрытия. Отслаивания нанесенного покрытия от металлической поверхности не должно быть. Полимерные покрытия на значительные по площади поверхности наносят по частям. Вибровихревые способы нанесения полимерных покрытий. Применяют для нанесения тонкослойных полимерных покрытий. Эти покрытия обладают высокими прочностными и антифрикционными качествами, имеют противокоррозионную и химическую стойкость, износостойкость и т.д. В ремонтном производстве тонкослойные покрытия из полимерных материалов используют для ремонта изношенных деталей; для химической или противокоррозионной защиты; для улучшения антифрикционных свойств трущихся поверхностей; для создания электроизоляции, теплоизоляции, а также для декоративных целей. В установках такого типа взвихрение порошка при подаче воздуха или газа через пористое дно совмещено с вибрацией дна или всего аппарата. Регулированием подачи воздуха, частоты и амплитуды колебаний создается возможность получения слоя с равномерной концентрацией воздушно-порошковой смеси по высоте аппарата. Нанесение тонкослойных полимерных покрытий вибровихревым способом осуществляют в такой последовательности: подготовка порошкового материала и поверхности детали (обезжиривание, зачистка, изоляция участков детали, не подлежащих покрытию); предварительный нагрев детали; нанесение покрытия; термообработка; контроль качества нанесенного покрытия. Нагретую до температуры на 30... 50 °С выше температуры плавления полимера деталь помещают в псевдоожиженный слой порошка и выдерживают в нем определенное время. Частицы порошка, интенсивно перемешиваясь под действием проходящего воздуха (инертного газа), оседают на поверхности нагретой детали и, сплавляясь, превращаются в равномерное покрытие без пор. Достоинства вибровихревого метода нанесения полимерных покрытий: равномерное псевдоожижение порошка по всему объему; легкость перевода в псевдоожиженное состояние комкующихся и плохосыпучих порошков полимерных материалов; равномерность толщины покрытия по высоте детали; возможность получения покрытий большей толщины, чем при вихревом или вибрационном напылении; хорошее ожижение смеси порошкообразных полимеров с наполнителями; отсутствие расслоения компонентов в процессе сжижения; увеличение отношения объема взвихренного порошка к насыпному (до значений 1,6...2,0). 18.5. Нанесение покрытий и изготовление деталей литьем под давлением Технологический процесс переработки термопластичных полимерных материалов литьем под давлением включает следующие операции (рис. 18.6): предварительное размягчение полимерного материала в инжекционном цилиндре литьевой машины до состояния текучести; подача плунжером или червяком (шнеком) полимерного материала в гнезда литьевой пресс-формы; остывание полимерного материала в гнездах под определенным давлением; раскрытие пресс-формы и выталкивание изделия из формующей полости; возврат плунжера или червяка (шнека) в исходное положение инжекционным механизмом. Процесс формирования материала в деталь протекает за 20... 30 с. В течение каждого хода плунжера полимерный материал проходит ряд зон нагревания с постепенно повышающейся температурой и через мундштук инжекционного цилиндра впрыскивается в пресс-форму. Отверстие в мундштуке имеет диаметр 1 ...5 мм. Т 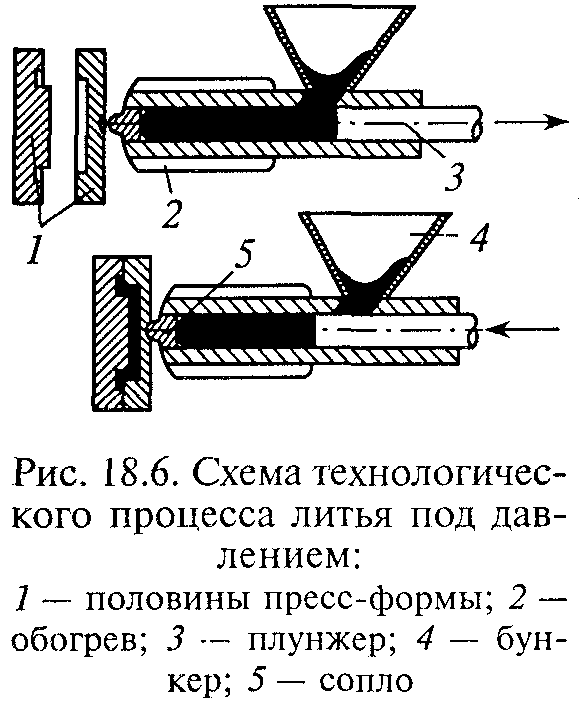 рудоемкость изготовления деталей машин из термопластичных полимерных материалов в среднем в 3...9 раз ниже, чем металлических (вследствие резкого сокращения числа операций, например механической обработки деталей после изготовления, продолжительности машинного и подготовительно-заключительного времени, контрольных, транспортных и других операций, длительности производственного цикла). рудоемкость изготовления деталей машин из термопластичных полимерных материалов в среднем в 3...9 раз ниже, чем металлических (вследствие резкого сокращения числа операций, например механической обработки деталей после изготовления, продолжительности машинного и подготовительно-заключительного времени, контрольных, транспортных и других операций, длительности производственного цикла).Способом литья под давлением могут быть восстановлены детали типа «вал» и «отверстие»; изготовлены различные втулки, колпаки, крышки, пробки, заглушки, ручки, шайбы и другие детали. Восстановление изношенных деталей нанесением полиамидных покрытий литьем под давлением (например, валов привода вентилятора, валиков водяного насоса, вилок выключения муфт сцепления и др.). Литьем под давлением восстанавливают детали, износ поверхности которых более 0,5 мм, при следующих условиях работы: без смазки — удельное давление до 5 МПа; скорость скольжения — до 1,0 м/с; рабочая температура — до 80 С; со смазкой — удельное давление до 10 МПа; скорость скольжения — до 1,5 м/с; рабочая температура—до 100°С. Последовательность операций технологического процесса: удаление следов износа с поверхности деталей (точение или шлифование); обезжиривание поверхности деталей (капля воды должна ра_ стекаться и смачивать поверхность. Попадание масла и грязи на обезжиренную поверхность не допускается); фосфатирование деталей в 50 %-ном растворе суперфосфата. Время обработки 5... 10 мин. Цвет поверхностей фосфатированных деталей должен быть от светло-серого до темного. На воздухе при влажности 50...70% фосфатированные детали могут храниться не более 48 ч; длительное их хранение предусмотрено только в герметичной таре; промывка деталей последовательно в холодной проточной воде 5 %-ном растворе кальцинированной соды и горячей воде; сушка деталей в термошкафу при температуре 100... 120°С или лампами инфракрасного излучения; приготовление полиамидного полимерного материала или отходов полиамидных деталей к литью. Сушка при температуре 85... 95 С в течение 36... 48 ч в сушильном шкафу до влажности не более 0,25 % (высушенный материал хранят в герметически закрытой таре); нагрев детали до температуры 240 °С (их температура в момент впрыска расплава полимера должна быть не менее 170°С); нагрев пресс-формы до температуры 80... 110 С. Рабочие полости пресс-форм периодически смазывают парафином. Нагревают пресс-форму только в начале работы при нанесении покрытий на первые 3...5 деталей; подготовка литьевой машины: включение обогрева за 45... 60 мин до литья; загрузка высушенного полимерного материала. Температура расплава полиамидного материала 230...250°С; установка в пресс-форму детали, сборка пресс-формы, установка на стол литьевой машины и поджим к соплу; впрыскивание расплава полимера. Время выдержки расплава под давлением должно быть 20...35 с, удельное давление на расплав полимера — 30...35 МПа; снятие давления, разборка пресс-формы, извлечение детали с нанесенным полимерным покрытием и удаление облоя и литниковой прибыли; термообработка детали — выдержка в масле Дп-11 при температуре 120... 130°С в течение 1,5...2 ч с последующим охлаждением в этой среде до 100 °С и далее — на открытом воздухе; контроль качества поверхности и размеров — проводят через 24 ч после нанесения покрытия. Волнистость, раковины, трещины, поры, пузыри и утяжка на поверхности детали не допускаются, покрытие не должно отставать от металлической поверхности. 18.6. Нанесение покрытий и изготовление деталей прессованием Технологический процесс переработки термореактивных материалов прессованием (рис. 18.7) включает операции: загрузку пресс-материала в виде порошка или таблеток в пресс-форму; воздействие тепла и давления (материал размягчается, растекается по внутренней полости пресс-формы и принимает ее конфигурацию); снятие температуры и отвердевание материала; снятие давления пресса, разборку пресс-формы и изъятие готовой детали. Этот метод относительно прост. Он обеспечивает хорошее качество восстановленных или изготовленных деталей в условиях ремонтного производства. Режим прессования включает три основных параметра — температуру, удельное давление и выдержку в прессе. В 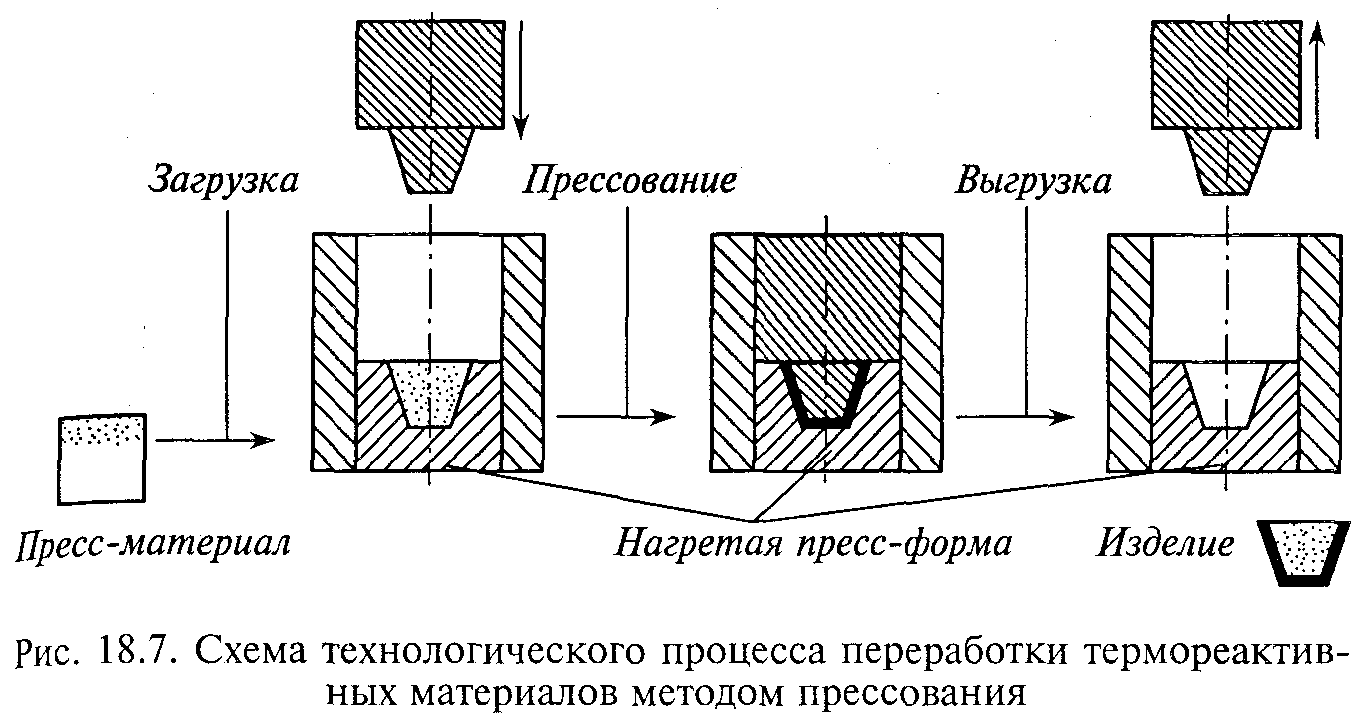 осстановление изношенной детали опрессовкой. Деталь устанавливают в пресс-форму до загрузки ее пресс-материалом или после, в зависимости от конфигурации детали. Прессованием можно достичь толщину покрытия детали до 5 мм. осстановление изношенной детали опрессовкой. Деталь устанавливают в пресс-форму до загрузки ее пресс-материалом или после, в зависимости от конфигурации детали. Прессованием можно достичь толщину покрытия детали до 5 мм.Технологический процесс восстановления включает следующие операции: зачистку поверхности (стальным ершом, шабером, напильником или шлифовальной шкуркой); загругление и притупление острых граней (следы коррозии на поверхности детали не допускаются); обезжиривание поверхности детали; взвешивание прессовочного материала; предварительный подогрев прессовочного материала в сушильном шкафу при температуре 80...90°С в течение 5...7 мин (при нагревании материал периодически перемешивают; перегрев материала не допускается; подогревают одновременно несколько дозировок материала); подготовка пресс-формы к прессованию (очистку ее от остатков материала продувкой сжатым воздухом под давлением 0,2...0,5 МПа и смазку (периодическую) рабочих поверхностей парафином или воском); подогрев Пресс-формы на прессе до температуры 160... 170°С; подогрев детали до 120... 130 °С; установка детали в пресс-форму; загрузка прессовочного материала; снятие давления, поднятие пуансона и извлечение детали; зачистка облоя; контроль качества прессования. 18.7. Техника безопасности работы с синтетическими материалами При работе с полимерными материалами необходимо соблюдать правила, изложенные в «Санитарных правилах по работе с эпоксидными смолами». Токсичность полимерных материалов обусловлена как токсичностью самих материалов, так и токсичностью растворителей и отвердителей. Летучие вещества эпихлоргидрин и толуол, выделяемые при нагревании эпоксидных смол, действуют на нервную систему и печень. Эпоксидные смолы вызывают заболевания кожи (дерматит, экземы) как при непосредственном контакте со смолой и отвердителем, так и при воздействии продуктов испарения. Допустимые концентрации опасных газов и паров в воздухе рабочей зоны (в мг/м3): ацетон — 200; бензин-растворитель — 300; гексемитилендиамин — 1; дихлорэтан — 10; толуол — 50; керосин — 300; эпихлоргидрин — 1; этилендиамин — 2. Отвердитель полиэтиленполиамин при попадании в глаза вызывает продолжительный конъюнктивит, попадание в органы дыхания вызывает нарушение дыхания, угнетение центральной нервной системы. Цехи и участки, на которых выполняются работы с использованием полимерных композиций, должны быть оборудованы приточно-вытяжной вентиляцией. Все работы с приготовлением и использованием композиции на основе эпоксидных смол должны производиться в вытяжном шкафу. При попадании на кожу эпоксидных композиций, брызг отвердителя, смолы надо немедленно удалить их тампоном, смоченным этилцеллозольвом и смыть горячей водой с мылом. Запрещается принимать пищу и курить на рабочем месте. В течение рабочего дня следует периодически мыть руки и лицо теплой водой с мылом. Механическая обработка отвержденной эпоксидной композиции выполняется на рабочем месте, оборудованном местным отсосом. Для защиты кожи применяют силиконовый крем, который тонким слоем наносят на лицо и руки. |