ремонт автомобилей. remont auto КАРАГОДИН. В процессе эксплуатации автомобиля его рабочие свойства постепенно ухудшаются изза изнашивания деталей, а также коррозии и усталости материала, из которого они изготовлены
 Скачать 7.18 Mb. Скачать 7.18 Mb.
|

|
ГЛАВА 2. ОСНОВЫ ОРГАНИЗАЦИИ КАПИТАЛЬНОГО РЕМОНТА АВТОМОБИЛЕЙ 2.1. Порядок направления и приемки автомобилей и их составных частей в ремонт Капитальный ремонт автомобилей и их составных частей производится на специализированных ремонтных предприятиях, как правило, обезличенным методом, предусматривающим полную разборку объекта ремонта, дефектацию, восстановление или замену составных частей, сборку, регулировку, испытание. Направление автомобилей и их составных частей в КР производится на основании результатов анализа их технического состояния с применением средств контроля (диагностирования) и с учетом пробега, выполненного с начала эксплуатации или после КР, норм пробега до капитального ремонта, суммарной стоимости израсходованных запасных частей с начала эксплуатации и других затрат на текущие ремонты. Автобусы и легковые автомобили направляются в КР при необходимости капитального ремонта кузова. Грузовые автомобили направляются в КР при необходимости капитального ремонта рамы, кабины, а также не менее трех других агрегатов в любом их сочетании. Агрегат направляется в КР, если: базовая и основные детали (табл. 2.1) требуют ремонта с полной разборкой агрегата; работоспособность агрегата не может быть восстановлена или ее восстановление путем проведения текущего ремонта экономически нецелесообразно. Поступающие в ремонт автомобили и их составные части называют ремонтным фондом. Приемка ремонтного фонда осуществляется представителем ремонтного предприятия, который проверяет его комплектность и соответствие техническим требованиям. Таблица 2.1 Базовые и основные детали агрегатов автомобиля
2.2. Типы авторемонтных предприятий Капитальный ремонт автомобилей и их составных частей выполняют различные АРП, которые в зависимости от масштаба производства, назначения (специализации) и типа производства классифицируются следующим образом. По масштабу производства АРП делятся на две группы: ремонтные заводы и ремонтные мастерские. По основному назначению с учетом специализации АРП могут быть разделены на виды, каждый из которых определяется номенклатурой товарной продукции. Нормами технологического проектирования АРП, используемыми при разработке вариантов реконструкции, технического перевооружения и нового строительства, предусмотрены предприятия, осуществляющие ремонт: силовых агрегатов грузовых автомобилей и автобусов (двигателя со сцеплением и коробкой передач или гидромеханической передачей); прочих основных агрегатов грузовых автомобилей и автобусов (мостов, рулевого управления, раздаточной коробки); силовых и прочих агрегатов легковых автомобилей, в том числе передней и задней подвесок в сборе; автобусов на базе получаемых по кооперации агрегатов. В нормах технологического проектирования не предусмотрены предприятия по ремонту полнокомплектных грузовых и легковых автомобилей и комплектов их агрегатов. В свое время эти типы предприятий в связи с отказом от ремонта полнокомплектных автомобилей были признаны неперспективными, однако практика авторемонтного производства в современных экономических условиях показывает, что подобные предприятия имеют такое же право на существование, как и перечисленные выше. Предприятия по централизованному восстановлению деталей и по ремонту отдельных сборочных единиц оказались нежизнеспособными из-за трудностей их стабильного обеспечения ремонтным фондом. Практика показала, что при достижении достаточно больших производственных программ предприятий по ремонту агрегатов на них эффективно восстановление отдельных деталей и сборочных единиц. Тип производства — классификационная категория производства, выделяемая по признакам широты номенклатуры, регулярности, стабильности и объема выпуска продукции. Различают единичное, серийное, массовое производство. Одной из основных характеристик типа производства является коэффициент закрепления операций, количественно представляющий собой отношение числа всех различных операций, выполняемых в течение месяца, к числу рабочих мест. Единичное производство характеризуется малым объемом выпуска одинаковых изделий, что характерно для ремонтных мастерских, где автомобили и агрегаты ремонтируются, как правило, необезличенным методом. Применяемое оборудование и инструмент имеют универсальное назначение, уровень механизации процессов низкий, квалификация рабочего персонала высокая и широкопрофильная. Серийное производство характеризуется изготовлением или ремонтом изделий периодически повторяющимися партиями. В зависимости от количества изделий в партии или серии и значения коэффициента закрепления операций различают мелко-, средне- и крупносерийное производства. Коэффициент закрепления операций составляет для мелкосерийного производства — 20...40, для среднесерийного — 10...20, для крупносерийного — 1... 10. Для серийного производства характерно применение универсального оборудования со специальными приспособлениями и инструментом. В средне- и крупносерийном производствах широко применяется поточный метод ремонта. Уровень квалификации рабочих колеблется в широких пределах и с возрастанием серийности понижается. Массовое производство характеризуется большим объемом выпуска изделий, непрерывно изготовляемых или ремонтируемых продолжительное время, в течение которого на большинстве рабочих мест выполняется одна рабочая операция. Коэффициент закрепления операций для массового производства равен 1. Закрепление за каждым рабочим местом одной технологической операции позволяет применять конвейеры, широко использовать специальное оборудование, механизировать и автоматизировать трудоемкие процессы. Требования к уровню квалификации рабочих при этом существенно снижаются. На принципах единичного производства осуществляются ремонт большегрузных автомобилей и разномарочных автобусов в авторемонтных мастерских, а также ремонт и изготовление прицепного состава на заводах и в мастерских. Серийное производство характерно для ремонта основных типов автомобилей и агрегатов на ремонтных заводах. К условиям массового производства приближается ремонт двигателей и других агрегатов и сборочных единиц на специализированных ремонтных заводах с большим установившимся объемом выпуска продукции. 2.3. Основы организации производственного процесса на авторемонтном предприятии В условиях АРП возможно применение различных организационных форм выполнения ремонтных работ: ремонт на универсальных рабочих местах; ремонт на специализированных рабочих местах; поточный ремонт автомобилей и агрегатов. Ремонт на универсальных рабочих местах производится в том случае, если производственная программа по данному типу изделий мала, а их конструкция не допускает обезличивания составных частей. Эта форма организации ремонта применяется обычно в условиях небольших мастерских. Весь ремонт выполняется одной бригадой рабочих, которая производит все работы от начала до конца. Детали, требующие для восстановления специального оборудования, которого нет на универсальных рабочих местах, направляются на соответствующие участки предприятия. Недостатками такой формы являются длительный простой объекта в ремонте, потребность в высококвалифицированной рабочей силе и высокая стоимость ремонта. Ее положительной стороной считается сравнительная простота организации работ и определенность исполнителя, отвечающего за качество выполненных работ. При значительной производственной программе ремонт организуется на специализированных рабочих местах. В условиях такой организации работ на каждом рабочем месте выполняется ремонт одного узла или совокупность заранее определенных технологических операций, что позволяет повысить производительность труда, снизить требования к уровню квалификации рабочих и уменьшить за счет этого стоимость ремонта. Эта форма организации работ применяется на ремонтных заводах и в крупных мастерских. Наиболее совершенной формой организации производства является поточная. Поточное производство характеризуется расположением средств технологического оснащения в последовательности выполнения операций технологического процесса и определенным интервалом выпуска изделий. При этой форме технологические операции закрепляются за рабочими местами, расположенными в последовательном порядке согласно технологическому процессу ремонта. Перемещение объектов осуществляется механизированным способом непрерывно или с перерывом через некоторые промежутки времени, соответствующие такту выпуска продукции. Такт выпуска — интервал времени, через который периодически производится выпуск изделий или заготовок определенного наименования, типоразмера и исполнения. Поточное производство требует ритмичной синхронной работы всех рабочих мест, четкого и бесперебойного функционирования всех производственных подразделений предприятия, обслуживающих поточные линии. Поточная форма организации работ обеспечивает наивысшую производительность труда, не требует использования высококвалифицированных рабочих и, следовательно, снижает стоимость ремонта. 2.4. Основы организации рабочих мест Рабочее место — первичное и основное звено структуры предприятия, где размещены исполнители работы, технологическое оборудование, оснастка и предметы труда. Правильная организация рабочего места предполагает четкое определение объема и характера выполняемых на нем работ, необходимое оснащение, рациональную планировку, систематическое обслуживание, благоприятные и безопасные условия труда. Оснащение рабочего места осуществляется по утвержденной технической документации на выполнение работ и включает организационную и технологическую оснастку. К организационной оснастке относятся устройства для хранения и размещения при работе инструмента, приспособлений, технической документации и предметов ухода за рабочим местом (верстаки, инструментальные шкафы); устройства для временного размещения на рабочем месте заготовок, деталей, узлов и агрегатов (стеллажи, подставки, специальная тара), устройства для обеспечения наиболее удобной рабочей позы и безопасных условий труда (подъемно-поворотные стулья, решетки под ноги, упоры для ног и подлокотники, щитки, защитные экраны и очки, крючки для снятия стружки и т.д.); средства для поддержания чистоты, порядка и обеспечения благоприятных условий труда (щетки, совки, урны для отходов, короба для стружки); светильники для местного освещения, местные вентиляционные и пылеотсасывающие устройства и пр. Количество и номенклатура средств технологической оснастки на рабочем месте определяются работами по принятому технологическому процессу. Технологическое оснащение включает оборудование и оснастку, измерительный, режущий, монтажный и вспомогательный инструмент, а также техническую документацию. Средства технологического оснащения на рабочем месте должны размещаться в определенном, удобном для работы порядке. 2.5. Схемы технологических процессов капитального ремонта автомобилей и их составных частей Технологический процесс капитального ремонта полнокомплектного грузового автомобиля включает работы, перечисленные на рис. 2.1. С принятого в ремонт автомобиля снимают аккумуляторную батарею, приборы систем питания, электрооборудования и направляют его на склад ремонтного фонда, откуда по мере необходимости автомобили подают в разборочно-моечный цех. Буксиром или с помощью тяговой цепи автомобиль устанавливают на конвейер, по которому он проходит рабочее место наружной мойки, а затем предварительной разборки, где с него снимают платформу, колеса, кабину и топливные баки. Снятые части направляют для ремонта на соответствующие производственные участки. Шасси автомобиля повторно моют и в специальные резервуары сливают масло из картеров двигателя, коробки передач, ведущих мостов, механизмов управления. Затем шасси перемещают по конвейеру на рабочие места полной разборки, где с него снимают механизмы управления, силовой агрегат, карданные валы, передний и задний мосты, части подвески и тормозной привод. Снятые механизмы и раму автомобиля моют и направляют для ремонта на соответствующие участки. Агрегаты, снятые с автомобиля или поступающие в КР как товарная продукция, проходят наружную мойку и поступают на разборку. После разборки агрегатов наружные и внутренние поверхности деталей моют и очищают от нагара, накипи, старой краски, продуктов коррозии, коксовых и смолистых отложений. При дефектации детали разделяют на три группы: утильные (восстановление которых технически невозможно или экономически нецелесообразно), годные без ремонта (износ которых не превысил допустимого значения, регламентированного техническими условиями) и требующие восстановления. Детали последней группы восстанавливают различными способами и после контроля передают на комплектование, где их подбирают в комплекты и передают на сборку агрегатов.  Двигатели обычно собирают на поточных линиях, другие агрегаты — на специализированных рабочих местах. Собранные агрегаты испытывают и после устранения обнаруженных дефектов окрашивают. Агрегаты, принятые отделом технического контроля (ОТК), поступают на конвейер для сборки автомобилей или на склад готовой продукции, откуда выдаются заказчикам. Автомобиль после общей сборки заправляют топливом и испытывают пробегом или на стенде с беговыми барабанами. Во время испытаний регулируют механизмы и устраняют обнаруженные неисправности. При необходимости автомобиль моют, подкрашивают, после чего сдают заказчику. 2.6. Схема технологического процесса централизованного ремонта по техническому состоянию Ремонт по техническому состоянию может выполняться на автотранспортном предприятии (АТП) и централизованном специализированном производстве (ЦСП). В первом случае перечень технологических операций ремонта определяется для каждого отдельно взятого агрегата, т. е. ремонт выполняется в условиях единичного производства по единичным технологиям. Во втором случае подобная организация производства неоправданна, так как при механическом переносе принципов организации ремонта по техническому состоянию из АТП в ДСП централизация позволяет несколько повысить загрузку технологического оборудования и исполнителей, однако практически не вносит в технологический процесс ремонта изменений, которые бы его качественно улучшили. ДСП может быть организовано при авторемонтном заводе либо как самостоятельное хозрасчетное предприятие. Централизованный ремонт по техническому состоянию (ЦРТС) основывается на принципах серийного производства и характеризуется широким использованием типовых технологических процессов. Его суть состоит в том, что каждому агрегату по результатам предремонтного диагностирования, которое может проводиться перед отправкой агрегата в ремонт (до снятия с автомобиля) либо при его приемке в ремонт (на испытательном стенде), назначается один из заранее разработанных технологических маршрутов типового технологического процесса ремонта. Это сопровождается некоторым увеличением объемов разборочно-сборочных работ ввиду неполного соответствия, с одной стороны, фактических сочетаний дефектов агрегатов, направленных по соответствующему технологическому маршруту, а с другой — сочетания дефектов, устранение которых предусмотрено данным маршрутом. Однако оно будет компенсироваться сокращением объема контрольно-диагностических операций, так как в этом случае не требуется локализация всех дефектов агрегата, а достаточно установить наличие или отсутствие только тех дефектов, которые определяют распределение агрегатов по технологическим маршрутам. Эффективность и качество ЦРТС в значительной степени зависят от используемых методов и средств технического диагностирования. Однако при предремонтном диагностировании неизбежны значительные по величине ошибки типа «ложная неисправность» (ошибки 1-го рода) и «пропуск неисправности» (ошибки 2-го рода). Повысить достоверность распознавания технического состояния ремонтируемого агрегата и правильность назначения технологического маршрута ремонта можно путем введения дополнительных контрольно-диагностических операций непосредственно в процесс разборки агрегата (операционного контроля разборочного процесса). Кроме того, при операционном контроле появляется возможность локализации таких неисправностей, которые принципиально не могут быть выявлены при предремонтном диагностировании. Определение технического состояния частично разобранного агрегата также позволяет исключить искажающие влияния на определяемый диагностический параметр некоторых структурных параметров. Например, значения утечек сжатого воздуха, определяемые с помощью пневмотестера при снятой головке цилиндров, будут определяться только зазорами между гильзами цилиндров и юбками поршней, между компрессионными кольцами и стенками канавок поршней. При пневмотестировании же двигателя в сборе невозможно исключить влияние на измеряемый диагностический параметр неплотностей клапанов и дефектов прокладки головки цилиндров. Схема технологического процесса централизованного ремонта автомобильных агрегатов по техническому состоянию показана на рис. 2.2. Каждый поступающий в ЦРТС агрегат характеризуется имеющимся у него q-м сочетанием дефектов из множества Q (q = 1, ..., Q) сочетаний дефектов, устранимых на данном предприятии. По результатам предремонтного диагностирования агрегату с q-м сочетанием дефектов назначается k-й технологический маршрут ремонта из множества K (k= 1, ..., К) технологических маршрутов, выполняемых на предприятии, причем К < Q, и в один маршрут могут объединяться агрегаты со сходными сочетаниями дефектов. Агрегаты в соответствии с назначенными им технологическими маршрутами распределяются по специализированным рабочим местам, множество которых R (r = 1, ..., R) достаточно для выполнения годового объема работ, причем на одном рабочем месте может выполняться один или несколько технологических маршрутов. В ходе разборки агрегатов выполняется операционный контроль, результаты которого могут подтвердить или опровергнуть правильность назначенного технологического маршрута. В первом случае выполняется весь комплекс разборочно-сборочных работ, предусмотренных технологическим маршрутом, после чего агрегат поступает на обкатку и испытания (приемочный контроль). В случае ошибочного назначения технологического маршрута по результатам операционного контроля агрегату назначается другой маршрут, выполняемый на этом же (штриховая линия) или другом рабочем месте (штрихпунктирная линия). 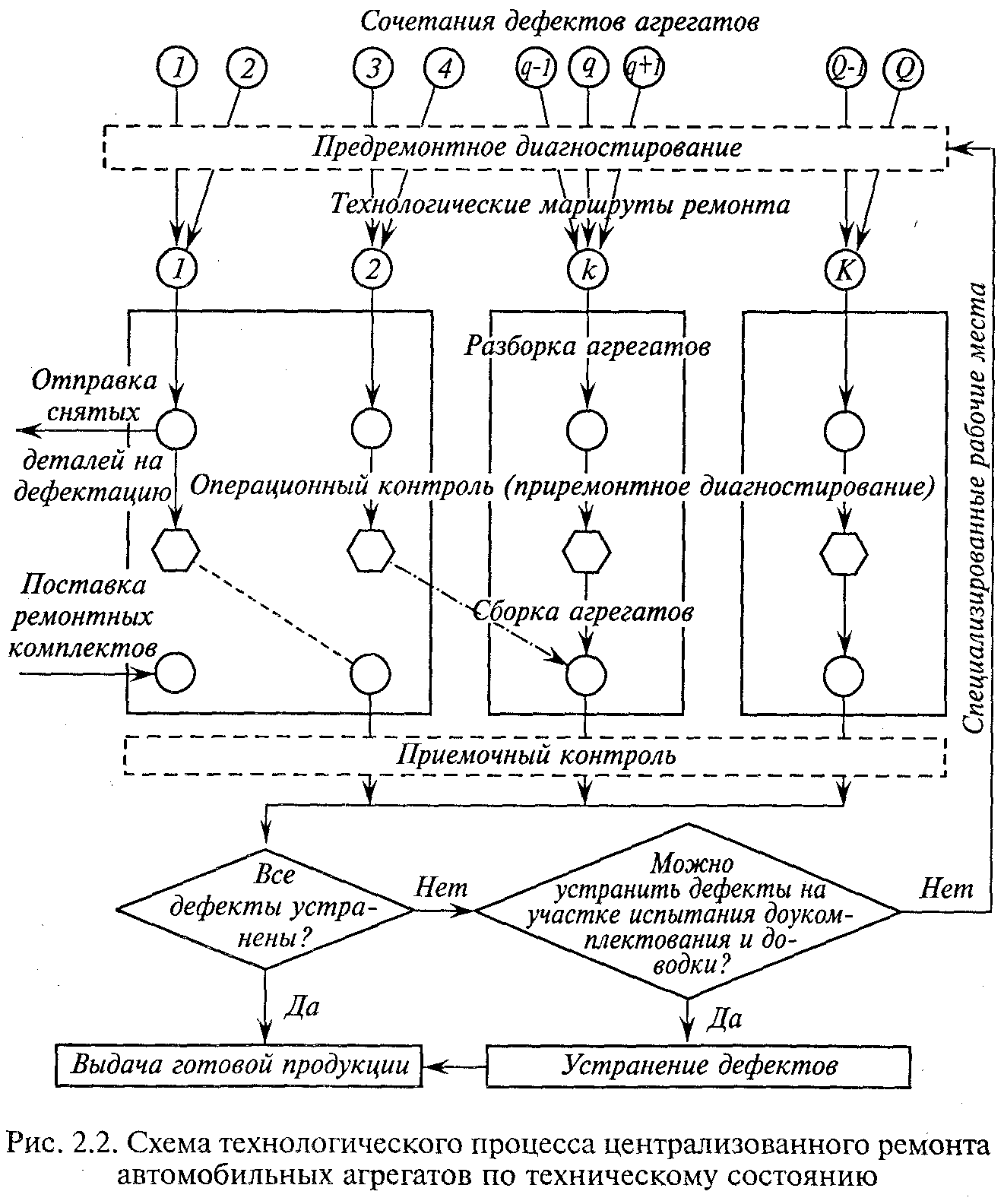 Детали, снятые в соответствии с выполняемым технологическим маршрутом, направляются на дефектацию, а на рабочие места подаются ремонтные комплекты (комплекты деталей, необходимые и достаточные для выполнения ремонта по назначенному технологическому маршруту). Восстановление деталей производится на специализированных участках АРП. В случае обнаружения дефектов отремонтированных агрегатов при приемочном контроле они либо устраняются на участке испытания, доукомплектования и доводки агрегатов, либо, если это технически невозможно или экономически нецелесообразно в связи с большим объемом дополнительных работ, агрегат направляется в повторный ремонт. Соответствующий техническим условиям на приемку агрегат направляется на склад готовой продукции или выдается заказчику. |