ремонт автомобилей. remont auto КАРАГОДИН. В процессе эксплуатации автомобиля его рабочие свойства постепенно ухудшаются изза изнашивания деталей, а также коррозии и усталости материала, из которого они изготовлены
 Скачать 7.18 Mb. Скачать 7.18 Mb.
|

|
ГЛАВА 4. РАЗБОРКА АВТОМОБИЛЕЙ И АГРЕГАТОВ 4.1. Организация разборочных работ Разборка — это совокупность операций, предназначенных для разъединения объектов ремонта (автомобилей и агрегатов) на сборочные единицы и детали, в определенной технологической последовательности. Трудоемкость разборочных работ в процессе капитального ремонта автомобилей и агрегатов составляет 10... 15 % общей трудоемкости ремонта. При этом около 60 % трудоемкости приходится на резьбовые, а около 20 % — на прессовые соединения. Технологический процесс разборки дает ремонтному предприятию до 70 % деталей, которые пригодны для повторного использования. Качественное проведение разборочных работ может позволить значительно исключить повреждения деталей и тем самым уменьшить себестоимость ремонта. Годные детали обходятся ремонтному предприятию в 6... 10% от их цены, отремонтированные в 30...40%, а замена деталей в 110...150%. Разборку автомобилей и агрегатов выполняют в последовательности, предусмотренной картами технологического процесса, используя указанные в них универсальные и специальные стенды и оснастку (рис. 4.1). Степень разборки определяется видом ремонта и техническим состоянием объектов разборки. Разборку автомобилей и их агрегатов производят в соответствии со следующими основными правилами: сначала снимают легкоповреждаемые и защитные части (электрооборудование, топливо- и маслопроводы, шланги, крылья и т.д.), затем самостоятельные сборочные единицы (радиаторы, кабину, двигатель, редукторы), которые очищают и разбирают на детали; агрегаты (гидросистемы, электрооборудования, топливной аппаратуры, пневмосистемы и т.д.) после снятия с автомобиля направляют на специализированные участки или рабочие места для определения технического состояния и при необходимости ремонта; в процессе разборки не рекомендуется разукомплектовывать сопряженные пары, которые на заводе-изготовителе обрабатывают в сборе или балансируют (крышки коренных подшипников с блоком цилиндров, крышки шатунов с шатунами, картер сцепления с блоком цилиндров, коленчатый вал с маховиком двигателя), а также приработанные пары деталей и годные для дальнейшей работы (конические шестерни главной передачи, распределительные шестерни, шестерни масляных насосов и др.). Детали, не подлежащие обезличиванию, метят, связывают, вновь соединяют болтами, укладывают в отдельные корзины или сохраняют их комплектность другими способами; в процессе разборки необходимо использовать стенды, съемники, приспособления и инструменты, которые позволяют центрировать снимаемые детали и равномерно распределять усилия по их периметру. При выпрессовке подшипников, сальников, втулок применяют оправки и выколотки с мягкими наконечниками (медными, из сплавов алюминия). Если выпрессовывают подшипник из ступицы или стакана, то усилие прикладывают к наружному кольцу, а при снятии с вала — к внутреннему. При этом запрещается пользоваться ударными инструментами; крепежные детали (гайки, болты, шпильки) при разборке машины укладывают в сетчатую тару для лучшей очистки в моечных установках или устанавливают на свои места. Запрещается разукомплектовывать детали с резьбой повышенной точности (болты и гайки крепления крышек шатунов, маховика к коленчатому валу). При разборке, особенно для чугунных деталей (во избежание появления трещин от перекосов), сначала отпускают все болты или гайки на пол-оборота, а затем отсоединяют их полностью; открытые полости и отверстия для масла и топлива в гидроагрегатах и топливной аппаратуре после снятия с машины закрывают крышками и пробками; если метки перед разборкой плохо заметны, необходимо их восстановить; при выполнении разборочных работ следует знать способы и особенности их выполнения; для подъема и транспортирования деталей и агрегатов массой более 20 кг используют подъемно-транспортные средства и надежные захватные приспособления. Наиболее типовыми из операций при разборке являются вывертывание винтов, шпилек, болтов и отвертывание гаек, удаление сломанного болта или шпильки, снятие зубчатых колес, шкивов, муфт и подшипников. По принципу организации разборка может быть стационарной и подвижной (поточной). Стационарная разборка автомобилей и агрегатов на сборочные единицы и детали производится на одном рабочем месте, снятые с автомобиля агрегаты разбирают на стационарных стендах. Стационарная разборка применяется на предприятиях с единичным типом производства. На специализированных ремонтных предприятиях рабочие места по разборке автомобилей и агрегатов могут быть организованы в поточную линию. Поточный метод разборки позволяет: сосредоточить одноименные операции на специализированных постах; сократить количество одноименных инструментов на 30 %; увеличить интенсивность использования технологической оснастки на 50%; увеличить производительность труда рабочих на 20%. Поточный метод разборки организуют на постах, где разница трудоемкостей не превышает 10%. Этого достигают правильным распределением операций по постам, применением специального оборудования, приспособлений, производительных инструментов, дублированием отдельных постов и наличием на некоторых постах большего количества рабочих. Только при поточном способе разборки создаются условия для механизации работ. 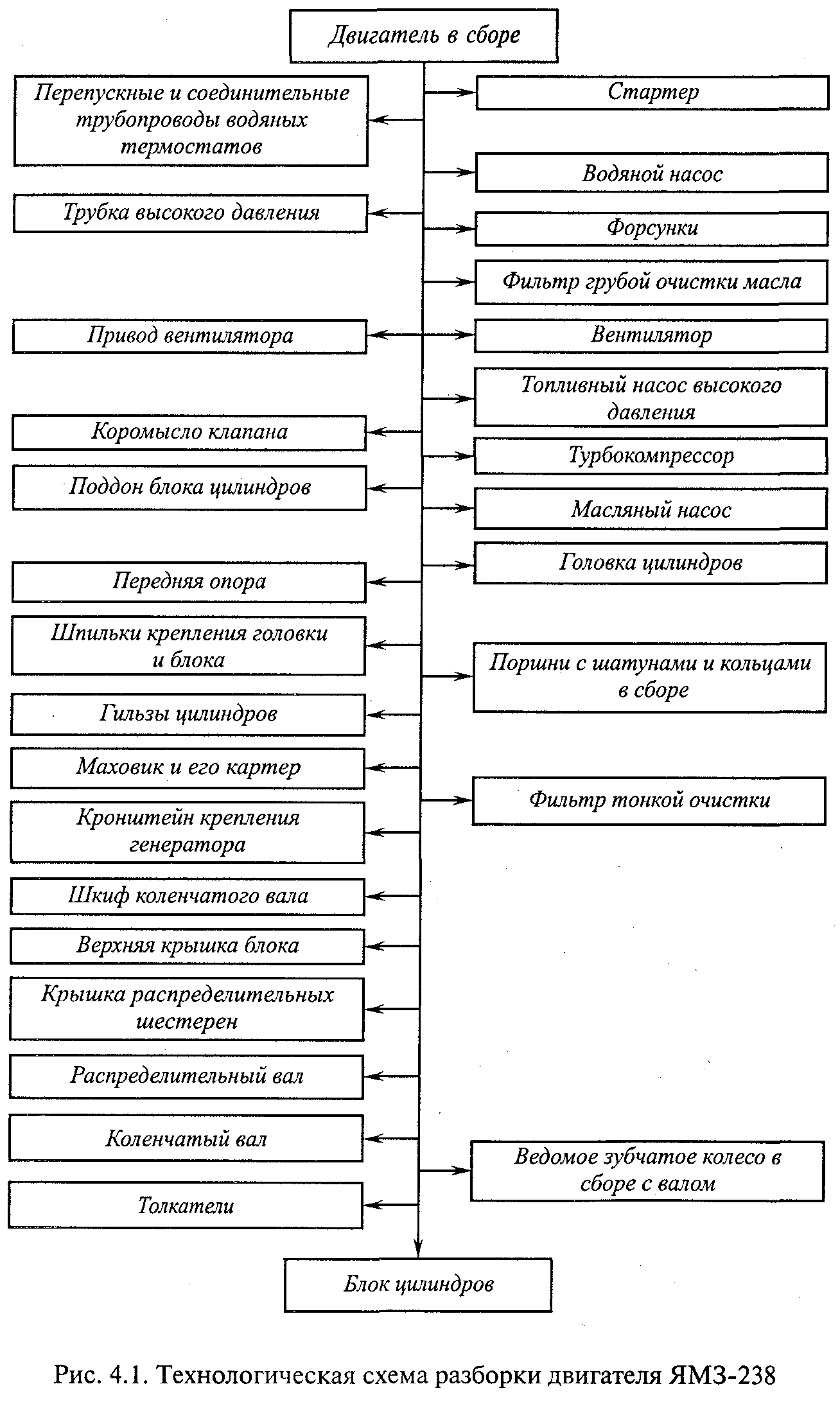 Применение средств механизации позволяет снизить трудоемкость разборки в 1,5...2,0 раза и повреждаемость деталей на 70...89%, увеличить объем повторного использования подшипников на 15...20% и стандартного крепежа до 25%, снизить затраты на ремонт автомобилей на 5...9%. Средний уровень механизации разборочных работ не превышает 20% (передних мостов — 15%, задних — 15%, подразборки двигателей и коробок передач — 16%; окончательной разборки двигателей —• 25%, коробок передач — 35%). Разборка 60% всех соединений автомобиля может быть механизирована. В основу механизации разборочных участков ремонтных предприятий положен ряд принципов: процесс разборки строится по поточному методу; агрегаты, сборочные единицы, поступающие на разборку, должны быть предварительно очищены от масла и грязи; перемещение агрегатов и сборочных единиц в процессе разборки максимально механизируется. Разборочные работы состоят из основных и вспомогательных элементов. Основные элементы, которые занимают наибольший удельный вес в разборочном процессе, — это операции разборки резьбовых и прессовых соединений. Вспомогательные элементы — это перемещение, установка и крепление разбираемых изделий и агрегатов. Доля времени, затрачиваемая на выполнение вспомогательных элементов, довольно значительна и является резервом снижения трудоемкости разборочных работ. Поэтому большое внимание при организации разборочных работ необходимо уделять вопросам механизации транспортных операций по передаче изделий с поста на пост. Перемещать автомобили в процессе разборки целесообразно конвейерами непрерывного действия, агрегаты к постам подразборки можно перемещать подвесными толкающими или грузоне-сущими конвейерами, а сборочные единицы и детали — напольными транспортерами, рольгангами и склизами. На разборочных участках и постах необходимо применять сбалансированные манипуляторы (вместо кранов-укосин), пневматические подъемники, кантователи, тележечные транспортеры, самодвижущиеся эстакады и т.д. Повторяемость операций открывает широкие возможности для механизации операций разборки и создает условия для применения многопозиционных механизированных инструментов. С целью сокращения непроизводительных затрат рабочего времени, повышения культуры производства, производительности труда и рационального использования производственной площади ремонтных предприятий на рабочих местах разборки целесообразно устройство технологических потолков. Технологический потолок — это пространственная металлическая конструкция, которая может перекрывать зону участка или рабочего места, или находиться над рабочим местом без его перекрытия. На конструкции смонтированы механизированные инструменты, приспособления и оснастка, применяемые при выполнении операций, а также грузоподъемные средства, которые предназначены для транспортирования агрегатов и деталей в рабочую зону, снятия и удаления их из рабочей зоны. В состав технологического потолка для разборочных работ входят: несущая конструкция, траверса, однорельсовый или двухрельсовый подвесной путь с электроталью или кран-балка, разводка гидро-, пневмоприводов и электрокабелей, подвески для механизированного инструмента, осветительная арматура и др. Конструктивно подвески подразделяют на эластичные и жесткие. Жесткую подвеску применяют при использовании механизированных инструментов, развивающих крутящий момент, равный 120...220 Н∙м. Нежесткая подвеска инструментов более удобна, так как после окончания операции инструмент, поднимаясь вверх, освобождает руки рабочего для выполнения последующих работ. Однако эта подвеска не гасит реактивный момент, поэтому ее применяют для инструментов небольшой мощности. На таких подвесках часто предусматривают устройства для автоматического выключения тока при освобождении (подъеме) инструмента. В качестве эластичной подвески используют балансиры (пружинные, гидравлические, электромагнитные и др.). Универсальным средством механизации рабочих мест разборки являются шарнирно-балансирные манипуляторы с ручным управлением. Они представляют собой многозвенный механизм с приводами в каждом суставе, которые позволяют удерживать груз в равновесии. 4.2. Особенности разборки резьбовых соединений Основной задачей разборки резьбовых соединений является разъединение скрепленных деталей, обеспечивающее экономически целесообразное сохранение годности деталей разбираемой сборочной единицы и самого соединения. Резьбовые соединения классифицируются на три группы, которые приведены в табл. 4.1. Для разборки резьбовых соединений применяют инструмент ручной и механизированный. К ручному инструменту относятся гаечные ключи следующих видов: с открытым зевом двусторонние; кольцевые двусторонние коленчатые (накладные); торцовые немеханизированные со сменными головками; специальные. Ключи гаечные с открытым зевом двусторонние изготавливают из среднеуглеродистых сталей (ст. 40ХФА, 40Х, 45). Накладные ключи охватывают все грани гайки, что придает им большую жесткость и долговечность. Накладными ключами с 12-гранным зевом можно поворачивать гайки при отвертывании на 30°, что очень важно при работе в труднодоступных местах. Торцовые ключи можно вращать, не переставляя с грани на грань, поэтому сокращается время на отвинчивание гайки по сравнению с открытыми гаечными ключами. Из специальных ключей при разборке применяют коловоротные ключи и ключи для круглых гаек. Коловоротные ключи рациональны для отвертывания болтов и гаек небольших размеров. Производительность труда может быть повышена в 2 ...5 раз. Таблица 4.1 Классификация резьбовых соединений и значений крутящего момента при разборке
Задача сокращения затрат труда при разборке резьбовых соединений в основном решается применением механизированного инструмента (гайко-, винто- и шпильковертов). Применение его позволяет повысить производительность труда при разборке резьбовых соединений в 3,5...4,5 раза, трудоемкость разборочных работ сокращается при этом на 15 ...20%. По используемому виду энергии гайко- и винтоверты разделяют на электрические, пневматические, гидравлические, а по конструктивным признакам — без фиксированного крутящего момента, с механизмом ударного действия, с самоостановом двигателя в конце затяжки. На ремонтных предприятиях механизация разборки напряженных резьбовых соединений частично обеспечивается за счет применения одношпиндельных пневматических гайковертов статического или ударного действия. Пневмогайковерты статического действия применяют для резьбовых соединений с небольшим крутящим моментом, а при помощи гайковертов ударного действия реализуют значительные крутящие моменты. Преимущества пневматических гайковертов ударного действия — это сравнительно небольшая масса и незначительный реактивный момент, действующий на руку рабочего, а недостатки — малый срок службы из-за быстрого износа деталей, в особенности ударного механизма; значительный расход сжатого воздуха (энергии), особенно увеличивающийся при оборотах холостого хода; низкий КПД; высокий уровень шума и вибраций. Гидравлические гайковерты статического действия в значительной степени свободны от указанных недостатков и имеют ряд преимуществ перед пневматическими: высокий КПД (50...60 % против 7... 11% для пневмогайковертов); повышенная износоустойчивость (срок службы в 2 раза выше); бесшумность и отсутствие вибраций; точное тарирование крутящего момента; значительная масса. Крутящий момент отвертывания гаек и болтов (Н ∙ м) диаметром от 10 до 26 мм определяют по формуле где k0 — коэффициент, учитывающий состояние резьбового соединения (k0 = 0,5...0,8), dср — средний диаметр резьбы гайки, мм. Для вывертывания шпилек применяют эксцентриковые, клиновые, цанговые наконечники и специальные ключи. Для соединений со значительным крутящим моментом (до 350 Н-м) используют щпильковерты. Так, например, для вывертывания шпилек всех диаметров из блока цилиндров двигателя используется шпильковерт, который содержит механизмы для захвата шпилек и их освобождения после вывертывания. В результате использования таких шпильковертов производительность труда увеличивается на 30...40%. 4.3. Разборка соединений с натягом Значительную часть трудоемкости разборочных работ при ремонте машин занимает разборка сборочных единиц, детали которых соединены с натягом. Действительные усилия, имеющие место при распрессовке таких сопряжении, значительно превосходят теоретические, особенно, если эти сопряжения находились в условиях коррозии. Разборка соединений с гарантированным натягом (снятие подшипников качения, втулок, шкивов, пальцев, штифтов) производится путем приложения осевого усилия и использования тепловых деформаций (нагрев охватывающей детали). Для приложения осевого усилия применяют прессы, съемники, специальные приспособления. Прессовое оборудование выбирают в зависимости от требуемого усилия для разборки конкретного соединения. Усилие выпрессовки колец подшипников определяется по формуле где Рп — усилие выпрессовки колец подшипников, Н; d — номинальный диаметр отверстия подшипника, мм; f1 — коэффициент трения в сопряжении (f1 = 0,10...0,25); Е — модуль упругости материала подшипника (Е = 22- 104 МПа); В — ширина опорного кольца подшипника, мм; δ — расчетный натяг, мм; kп — коэффициент, характеризующий серию подшипника (kп = 2,78 для подшипников легкой серии, kп = 2,27 для подшипников средней серии, kп = 1,96 для подшипников тяжелой серии). Усилие для выпрессовки шкивов, шестерен и втулок определяют по формуле где Рв — усилие выпрессовки шкивов, шестерен и втулок, Н; f2 — коэффициент трения в сопряжении (f2= 0,15. ..0, 25); dcp — средний диаметр контактирующих поверхностей, мм; L — длина запрессованной части детали, мм; σср — напряжение сжатия на контактирующей поверхности, МПа. Разобрать сборочную единицу, детали которой соединены с натягом, можно различными способами, которые по принципу воздействия на посадочные поверхности сопряженных деталей можно разделить на механический, гидравлический, термический и комбинированный. Каждый из перечисленных способов может быть осуществлен на производстве различными методами (табл. 4.2). Основное оборудование для разборки прессовых соединений — это съемники, прессы, стенды и приспособления. Съемники предназначены для быстрого разъединения деталей и являются приспособлениями, которые закрепляются за охватывающую и охватываемую детали. Они бывают специальные, предназначенные для снятия какой-либо определенной детали, и универсальные, позволяющие производить распрессовывание ряда деталей, отличающихся друг от друга по конструкции и размерам. Принцип действия съемников — это захват снимаемой детали или упор в нее. Таблица 4.2 Способы разработки прессовых соединений
Специальные съемники по способу захвата детали подразделяют на съемники с креплением лап к детали болтами или шпильками, навинчиванием корпуса съемника на резьбовую часть детали, с захватом детали цанговым зажимом изнутри, с захватом детали лапами, разжимаемым корпусом, с захватом детали упором, с заключением в замкнутый корпус. Универсальные съемники в зависимости от конструкции захватов могут быть шарнирно-винтовые, с шарнирным креплением лап и удерживающим кольцом и с перемещением лап по Т-образной планке. Для разборки неподвижных разборочных соединений, не требующих значительных усилий (шпоночных, шлицевых и т. д.), используют съемники с механическим и пневматическим приводами (табл. 4.3.). Напряженные прессовые соединения разбирают с помощью прессов и стендов, которые работают от стационарных гидроприводов с давлением 10...20 МПа. В зависимости от расположения штока и направления действия создаваемого усилия различают прессы вертикальные и горизонтальные, а по характеру их использования — стационарные и переносные. Кроме того, прессы делятся на универсальные и специальные, ручные и приводные. Ручные прессы делятся на реечные, винтовые и эксцентриковые, а приводные — на пневматические, гидравлические, пневмогидравлические и электромагнитные. Таблица 4.3 Классификация съемников
Применение оборудования с механизированным приводом позволяет увеличить производительность труда в 3... 5 раз по сравнению с ручным. Чаще всего при этом используют гидравлический и пневматический приводы. Требуемые усилия этих средств определяют исходя из расчетной силы распрессовки с коэффициентом запаса от 1,5 до 2,0 (большие значения коэффициента соответствуют менее мощным прессам). Прессы и стенды, работающие при давлении в гидроприводе 15...20 МПа, имеют следующие недостатки: высокую материалоемкость; большие занимаемые производственные площади; большую энергоемкость; недостаточное рабочее давление (10... 20 МПа); отсутствие мобильности, что приводит к недогрузке гидравлического оборудования. Существуют комплекты гидрофицированного инструмента высокого давления (70...80 МПа), которые состоят из универсальной переносной гидравлической станции, наборов исполнительных механизмов вращательного и поступательного действия (гидроцилиндров) широкого диапазона усилий (от 1 до 200 т), набора рабочих органов (съемников, захватов и т.д.). Детали кольцевой формы (втулки, внутренние кольца роликовых подшипников качения, шкивы) можно снимать при помощи установки для нагрева. Наиболее распространены индукционные нагревательные устройства, принцип действия которых основан на нагревании кольца при прохождении через него индуктированного электрического тока, возбуждаемого катушкой. Индукционное приспособление устанавливают на демонтируемое кольцо и включают в сеть. При этом разъединение деталей происходит при тепловом зазоре, что обеспечивает разборку соединений с гарантированным натягом без повреждения посадочных поверхностей. Зазор образуется вследствие нагрева охватывающей детали со скоростью, превышающей скорость передачи тепла в охватываемую деталь через поверхность их контакта. Этот метод также применим для демонтажа соединений из разнородных материалов. В этом случае разъединение происходит после охлаждения соединения вследствие различия коэффициентов линейного расширения материалов деталей. Преимущества индукционно-тепловой разборки: быстрота и универсальность процесса; компактность оборудования; удобство в эксплуатации; сохранность деталей; возможность автоматизации процесса. В процессе нагрева посадочная поверхность охватывающей детали должна расшириться на величину, компенсирующую натяг и увеличение диаметра охватываемой детали. Выполнение этого условия обеспечивается правильным выбором скорости нагрева и назначением соответствующей мощности индукционно-нагревательного устройства. Скорость нагрева, особенно для деталей сложной конфигурации, не должна превышать скорости, при которой возникают опасные температурные напряжения. Степень нагрева ограничивается температурой необратимого изменения физико-механических свойств материала детали. Изменений структуры и физико-механических свойств материала не происходит при температуре нагрева детали до 250... 300°С (для подшипников качения — не выше 100 °С). Продолжительность нагрева не должна превышать 25... 30 с. После нагревания кольца приспособление поворачивают вокруг оси в одну и другую стороны, а после ослаблении посадки его снимают вместе с приспособлением. Необходимую температуру нагрева стальных охватывающих деталей определяют по формуле где tн — температура нагрева охватывающей детали, °С; Δ — требуемое увеличение диаметров отверстия, мкм; d — диаметр отверстия, мм; tп — температура вала, с которого демонтируется кольцо, °С; ε — коэффициент, учитывающий потери тепла при нагреве вследствие теготоотвода в сопряженную деталь (ε = 1,2... 1,6). 4.4. Организация рабочих мест и техника безопасности при выполнении разборочных работ Рабочее место — это часть производственной площади цеха или участка, закрепленной за данным рабочим (или бригадой рабочих), со всем необходимым оборудованием, инструментами, приспособлениями, материалами и принадлежностями, которые он (или она) применяет для выполнения производственного задания. Под организацией рабочего места разборщика понимается правильная расстановка оборудования, наивыгоднейшее расположение инструмента на рабочем месте, равномерное снабжение его объектами разборки, механизация и оснащение специальными приспособлениями . Основным элементом организации рабочего места является его планировка, т. е. расположение его относительно других рабочих мест, относительно оборудования, приспособлений, инструментов, местоположения рабочего. При организации рабочего места необходимо использовать основные достижения научной организации труда (НОТ). Расстояния от тары и от оборудования до рабочего должны быть такими, чтобы рабочий мог использовать преимущественно движение рук, т.е. при этом не наклоняться сильно, не приседать, не тянуться высоко. При планировке рабочего места учитывают зоны досягаемости рук в горизонтальной и вертикальной плоскостях. Эти зоны определяют, на каком расстоянии от корпуса рабочего должны быть размещены предметы, которыми он пользуется в процессе работы. Оптимальная зона (наиболее удобная) определяется полудугой радиусом примерно 400 мм для каждой руки. Максимальная зона досягаемости составляет 500 мм без наклона корпуса и 650 мм с наклоном корпуса не более 30 ° для рабочего среднего роста. Расположение предметов дальше указанных пределов повлечет дополнительные, а следовательно, лишние движения, т. е. вызовет ненужную затрату рабочего времени, ускорит утомляемость работающего и снизит производительность труда. Оптимальной зоной досягаемости рук в вертикальной плоскости является зона от уровня плеча до пояса. При организации рабочих мест руководствуются следующими требованиями: на посты разборки ремонтный фонд должен поступать тщательно вымытый и очищенный; рабочее место должно предусматривать максимальную экономию движений рабочего, что должно быть заложено в конструкцию оборудования (высота конвейера, стенда), взаимное расположение рабочих мест и т.д.; рабочее место должно быть оснащено средствами механизации основных и вспомогательных работ, необходимой документацией, местом для инструмента, специализированной тарой; на рабочем месте должно находиться только то, что требуется для выполнения данного задания; приспособления и инструменты должны быть расположены на расстоянии вытянутой руки, причем их следует разложить в строгой последовательности их применения, а не разбрасывать и не накладывать друг на друга; все, что берется левой рукой, должно быть расположено слева, а все, что берется правой, — справа. Все, что берется обеими руками, должно находиться впереди; режущие инструменты следует укладывать на деревянные подставки так, чтобы они были предохранены от повреждений; чертежи, инструкции и другую документацию нужно помещать для удобства пользования на видном месте; во время работы рабочий обязан в течение всего рабочего дня полностью использовать все рабочее время, не отвлекаясь от работы, и не отлучаться с рабочего места; использовать приспособления и инструмент только по его назначению и предохранять его от повреждений и загрязнения; строго соблюдать правила техники безопасности; по окончании работы рабочий обязан привести в порядок свое рабочее место, а также прилегающую к нему площадь, инструменты и приспособления, применявшиеся при работе. Основные требования техники безопасности: участок разборки должен иметь прочные несгораемые стены. Полы на участке должны иметь ровную (без порогов) гладкую, но не скользкую удароустойчивую, не впитывающую нефтепродукты поверхность. Их необходимо систематически очищать от смазки и грязи. Потолки и стены следует закрашивать краской светлых тонов; оборудование должно быть расставлено с соблюдением необходимых разрывов. Не допускается скопления на участке большого количества агрегатов и деталей. Запрещается загромождать проходы, проезды и подходы к доскам с пожарным инструментом и огнетушителями; для обеспечения электробезопасности производственное помещение окольцовывают шиной заземления, расположенной на 0,5 м от пола и снабженной надежными контактами. Все корпусы электродвигателей, а также металлические части оборудования, которые могут оказаться под напряжением, должны быть занулены или заземлены. Переносной электроинструмент можно применять при условии его исправности при напряжении не более 36 В. Если переносной электроинструмент работает от напряжения большего, чем 36 В, то он должен выдаваться вместе с защитными приспособлениями (диэлектрические перчатки, обувь, коврики и др.). При перерыве в подаче электроэнергии немедленно отключить инструмент и приспособления; при работе пневматическим инструментом его во время работы держат двумя руками — за рукоятку и корпус; при неисправности пневмоинструмент отключают от воздухопровода; вставляют и вынимают рабочий инструмент только после выключения пнев-моинструмента. Шланг не должен иметь изломов, разрывов, потертостей, порезов. Следует избегать натяжения, петления и перекручивания шланга. Попадание на шланг масла и других нефтепродуктов тоже нежелательно. Отсоединять шланг от воздухопровода или инструмента следует только после закрытия крана, подающего сжатый воздух в шланг, так как сжатый воздух может вырвать шланг из рук и травмировать; разбирать агрегаты, имеющие пружины, разрешается только на специальных стендах или при помощи приспособлений, обеспечивающих безопасную работу; при выпрессовке деталей, имеющих плотную посадку, на прессах последние следует снабжать защитными решетками; освещенность рабочих мест искусственным светом должна соответствовать для работ средней точности при малом контрасте различения объекта с фоном (фон светлый). Все стационарные светильники должны быть прочно укреплены, чтобы они не давали качающихся теней. | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||