ремонт автомобилей. remont auto КАРАГОДИН. В процессе эксплуатации автомобиля его рабочие свойства постепенно ухудшаются изза изнашивания деталей, а также коррозии и усталости материала, из которого они изготовлены
 Скачать 7.18 Mb. Скачать 7.18 Mb.
|

Таблица 28.1Расчет параметров пневмоцилиндра (гидроцилиндра). Исходные данные: Qили D, tили v, L, р
привод компактен в осевом направлении и несколько развит в радиальном; требования к чистоте и точности обработки деталей привода (кроме штока) невысокие; явления прилипания отсутствуют; диафрагменный привод очень чувствительный; правильно выполненная и эксплуатируемая диафрагма выдерживает не менее 500 тыс. циклов работы (для специальных диафрагм); утечки сжатого воздуха совершенно отсутствуют на протяжении всего периода эксплуатации, вплоть до полного износа (разрыва) диафрагмы; стоимость изготовления ниже поршневого. На рис. 28.2 приведена конструкция пневмокамеры, которая представляет собой силовой узел одностороннего действия и который состоит из двух штампованных чашек 2 и б, между которыми зажата резинотканевая диафрагма 4. При впуске сжатого воздуха в полость 5 диафрагма оказывает давление на шайбу 3 штока 7 и перемещает его вниз. При обратном движении штока под давлением пружин /диафрагма становится выпуклой. Толщина диафрагмы Н= 4... 10 мм. В  еличина усилия на штоке диафрагменных пневмокамер изменяется по мере движения штока и зависит от расчетного диаметра D, толщины диафрагмы Н, ее материала и конструкции, а также диаметра опорной шайбы. Обычно выбирается такая длина хода штока, при которой на нем не происходит резкого изменения усилия. Приближенный расчет усилия Qна штоке пневмокамер двустороннего действия и значения усилий при; р = 0,4 МПа приведены в табл. 28.2. Для определения усилия на штоке диафрагменных пневмокамер одностороннего действия следует вычесть значения усилия возвратной пружины Т. Для пневмокамер двустороннего действия Т= 0. еличина усилия на штоке диафрагменных пневмокамер изменяется по мере движения штока и зависит от расчетного диаметра D, толщины диафрагмы Н, ее материала и конструкции, а также диаметра опорной шайбы. Обычно выбирается такая длина хода штока, при которой на нем не происходит резкого изменения усилия. Приближенный расчет усилия Qна штоке пневмокамер двустороннего действия и значения усилий при; р = 0,4 МПа приведены в табл. 28.2. Для определения усилия на штоке диафрагменных пневмокамер одностороннего действия следует вычесть значения усилия возвратной пружины Т. Для пневмокамер двустороннего действия Т= 0.Типовая схема включения пневмоцилиндра приведена на рис. 28.3. Сжатый воздух из сети через вентиль 10 поступает в фильтр-влагоотделитель 9. Для понижения давления сжатого воздуха, поступающего из пневмосети, до заданного предназначен редукционный клапан 8. Контроль давления сжатого воздуха, подаваемого в пневмоцилиндр, осуществляется с помощью манометра 7. Маслораспылитель б обеспечивает подачу смазочной жидкости в поток сжатого воздуха. Таблица 28.2 Усилие на штоке диафрагменных пневмокамер, Н
Реле 5предназначено для контроля давления (0,1 ...0,63 МПа) сжатого воздуха и подачи сигнала при достижении заданного давления, а также для отключения электродвигателей станка при аварийном падении давления. Для защиты от аварийного падения давления в пневмосети предусмотрен обратный клапан 4. Для управления подачей сжатого воздуха в пневмоцилиндр 1применяется пневмораспределитель 2. Отработавший сжатый воздух должен выбрасываться в атмосферу через глушитель 3. Гидравлические приводы. Основные свойства и преимущества: б  лагодаря значительному увеличению давления рабочей жидкости для получения идентичных усилий зажима по сравнению с пневматическими приводами диаметры рабочих цилиндров значительно уменьшаются, что дает возможность значительно сократить габариты приспособлений, т. е. сделать их максимально компактными; лагодаря значительному увеличению давления рабочей жидкости для получения идентичных усилий зажима по сравнению с пневматическими приводами диаметры рабочих цилиндров значительно уменьшаются, что дает возможность значительно сократить габариты приспособлений, т. е. сделать их максимально компактными;высокое давление рабочей жидкости в цилиндрах позволяет получить большое усилие зажима, которое может передаваться непосредственно от гидравлических рабочих цилиндров зажимным элементам, исключая применение механических усиливающих механизмов, что значительно повышает КПД передачи и упрощает конструкцию; большие усилия зажимов позволяют распределять усилие зажима на несколько деталей, которое значительно сокращает вспомогательное время на зажим и разжим обрабатываемых деталей, а также позволяет вести многостаночное обслуживание; рабочей жидкостью в гидравлических системах приспособлений является масло, что обеспечивает надежную смазку трущихся поверхностей, значительно уменьшая износ механизмов системы; отсутствует коррозия механизмов; передача зажимных усилий происходит плавно без ударов и толчков благодаря практической несжимаемости масла; сокращение габаритов приспособлений приводит к уменьшению их массы, облегчает их эксплуатацию (транспортирование, смену и установку) и площади; общий насос гидропривода может быть использован как для подачи, так и для зажима обрабатываемых деталей; не требуют обязательного наличия специальной компрессорной установки; наличие самотормозящих звеньев в гидроприспособлениях позволяет значительно сократить расход электроэнергии, поскольку электродвигатель насоса включается только во время зажима и разжима обрабатываемой детали; бесшумность работы в отличие от пневматических систем. Н 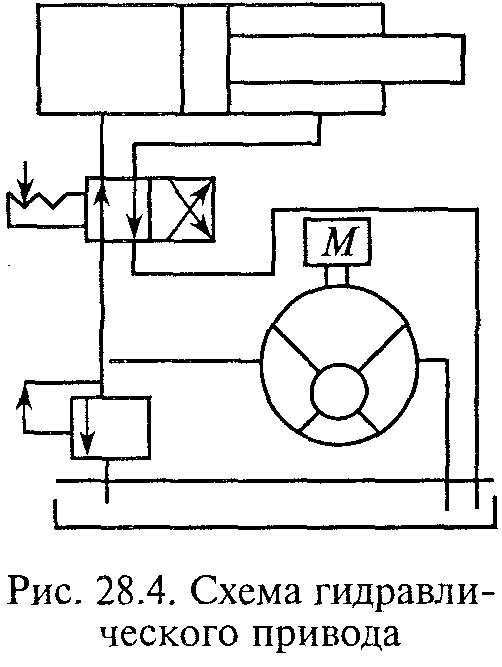 едостатки пневматических приводов: утечки жидкости, ухудшающие характеристики работы гидропривода; изменение свойств рабочей жидкости в зависимости от температуры, приводящее к изменению характеристики работы; высокая стоимость; необходимость квалифицированного обслуживания. едостатки пневматических приводов: утечки жидкости, ухудшающие характеристики работы гидропривода; изменение свойств рабочей жидкости в зависимости от температуры, приводящее к изменению характеристики работы; высокая стоимость; необходимость квалифицированного обслуживания.Гидравлический привод (рис. 28.4) состоит из гидравлической установки, включающей электродвигатель с пусковой аппаратурой, насос, резервуар для масла, аппаратуру управления и регулирования, гидроцилиндры и трубопроводы. При применении гидропривода принимают: давление — в пределах 5...10 МПа; рабочие скорости — 0,01...1,0 м/с; длина хода поршня в зависимости от прочности штока — не более 10 диаметров цилиндра; длина цилиндра при этом с учетом технологии изготовления из отношения L/D < 20; отношение диаметра штока к диаметру цилиндра выбирают из отношения d/D= 0,2...0,7, причем большее значение обычно выбирается для более нагруженных установок. При расчете гидроцилиндра должны быть заданы значения требуемого усилия Qили диаметра цилиндра Dи длина хода поршня L. Основные расчетные параметры гидроцилиндров приведены в табл. 28.1. К гидроцилиндрам предъявляют технические требования: отсутствие остаточных деформаций после испытаний, течи и потения; давление холостого хода не должно превышать 1,0... 1,5 МПа; давления холостого хода при втягивании штока не должно превышать 0,5 МПа, а при выдвижении — 0,3 МПа. В качестве жидкостей для гидроприводов, работающих при температуре до 60 °С с легкими нагрузочными режимами, используются индустриальные масла общего назначения без присадок: И-12А, И-20А, И-ЗОА, И-40А, И-50А. Для очистки рабочей жидкости от взвешенных ферромагнитных частиц в гидростанции предусматривают сепараторы, которые выполняют в виде постоянных магнитов, установленных в пробках, завинченных в днище гидробака. При обычных требованиях к работе гидропривода необходимо обеспечить фильтрацию масла с тонкостью 25...40 мкм. Количество подаваемой в гидроцилиндр жидкости регулируют изменением производительности насоса или сопротивления при постоянном давлении участка трубопровода, по которому течет жидкость. Первый способ регулирования называют объемным, второй — дроссельным. Каждый из этих способов может быть осуществлен изменением количества жидкости, подводимой к силовому органу (на входе) или выходящей из него (на выходе). Объемное регулирование на выходе не нашло применения из-за сложности и высокой стоимости. Оно применяется в тех случаях, когда требуется сохранить наибольшее усилие гидропривода (большой мощности). При дроссельном регулировании мощность, потребляемая насосом, остается постоянной, а скорость движения силового органа меняется в зависимости от величины сопротивления дросселя. Часть масла бесполезно протекает через переливной клапан (предохранительный) в бак. Дроссельное регулирование основано на изменении величины потерь. При уменьшении пропускной способности силового органа с неизменным расходом насоса возрастает стравливаемый избыток масла в бак, и поэтому растут потери. При увеличении пропускной способности силового органа, наоборот, эти потери уменьшаются. Поэтому дроссельное регулирование применяется при малых мощностях. В гидравлических приводах используются шестеренчатые, лопастные и поршневые насосы. Шестеренные и лопастные насосы применяются для давлений до 12,0... 15,0 МПа. Они компактны, просты в эксплуатации, однако чувствительны к перегреву, а при работе на предельных давлениях недолговечны. Аксиальные и радиальные поршневые насосы применяются для давлений до 20….30 МПа, а поршневые эксцентриковые — до 50 МПа. П 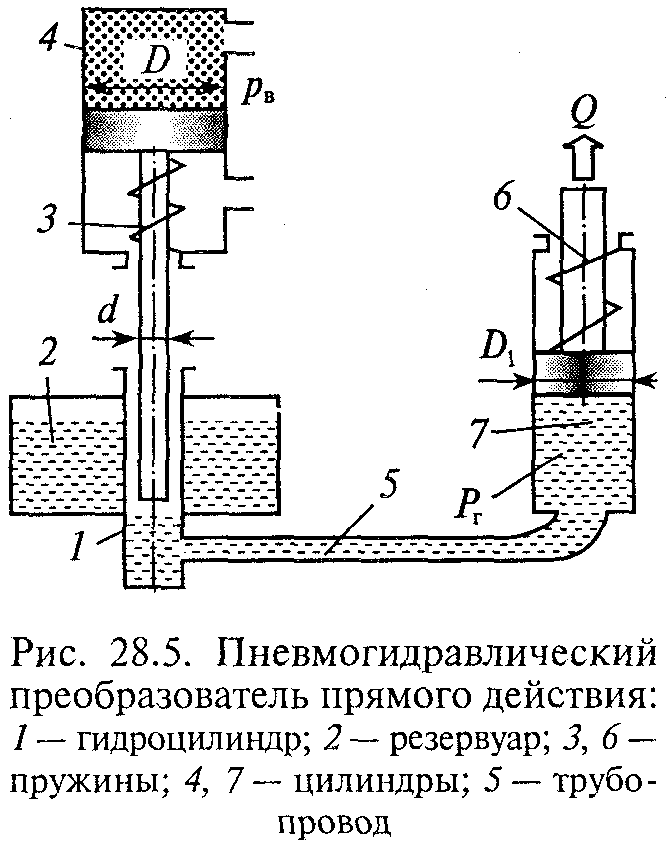 невмогидравлический привод. В пневмогидравлическом приводе использованы преимущества пневматического и гидравлического приводов, а именно возможность создания высоких рабочих усилий, быстрота действия, относительно низкая стоимость и небольшие габариты. Их применяют для получения высоких рабочих усилий зажима и равномерной подачи рабочего элемента приспособления. В пневмогидравлических системах масло меньше нагревается, чем в насосных гидравлических системах, и меньше вспенивается. Потери энергии в них ниже, а надежность работы выше. Они просты, недорогостоящие в изготовлении и достаточно универсальны в применении. Управление ими легко автоматизируется. Пневмогидравлические приводы по принципу работы делятся на приводы с преобразователем давления прямого действия и с преобразователями давления последовательного действия. невмогидравлический привод. В пневмогидравлическом приводе использованы преимущества пневматического и гидравлического приводов, а именно возможность создания высоких рабочих усилий, быстрота действия, относительно низкая стоимость и небольшие габариты. Их применяют для получения высоких рабочих усилий зажима и равномерной подачи рабочего элемента приспособления. В пневмогидравлических системах масло меньше нагревается, чем в насосных гидравлических системах, и меньше вспенивается. Потери энергии в них ниже, а надежность работы выше. Они просты, недорогостоящие в изготовлении и достаточно универсальны в применении. Управление ими легко автоматизируется. Пневмогидравлические приводы по принципу работы делятся на приводы с преобразователем давления прямого действия и с преобразователями давления последовательного действия.Привод с преобразователем давления прямого действия (рис. 28.5) основан на непосредственном преобразовании низкого давления сжатого воздуха в высокое давление жидкости. Сжатый воздух поступает в цилиндр 4 диаметром D. Шток этого цилиндра диаметром dслужит плунжером гидроцилиндра 7. Масло, вытесняемое плунжером, поступает по трубопроводу 5 во второй гидроцилиндр 7 диаметром D3. Шток этого цилиндра связан с исполнительным зажимным механизмом. При выпуске отработавшего воздуха обратное движение поршней осуществляется пружинами 6 и 3, если обратный ход невелик. Из резервуара 2 масло поступает в систему для компенсации утечек. Устройство выполняется в виде одного блока или с отдельно вынесенным цилиндром 7. Последний встраивается в приспособление, а блок цилиндров 4 и 1 устанавливают в удобном месте у станка. Управление устройством осуществляется трехходовым краном. Усилие на штоке рабочего гидроцилиндра определяют по формуле (без учета усилия пружин) где D— диаметр пневмоцилиндра, мм; D1 — диаметр гидроцилиндра, мм; рв— давление воздуха, МПа; о — объемный КПД привода (о = 0,9...0,95); — КПД преобразователя ( = 0,8...0,9); d— диаметр штока пневмоцилиндра, мм. Отношение (D/d)2называется коэффициентом усиления и при проектировании пневмопривода принимают равным ky = 15...20. Давление жидкости в рабочем гидроцилиндре (рг) равно: pг = pвky П 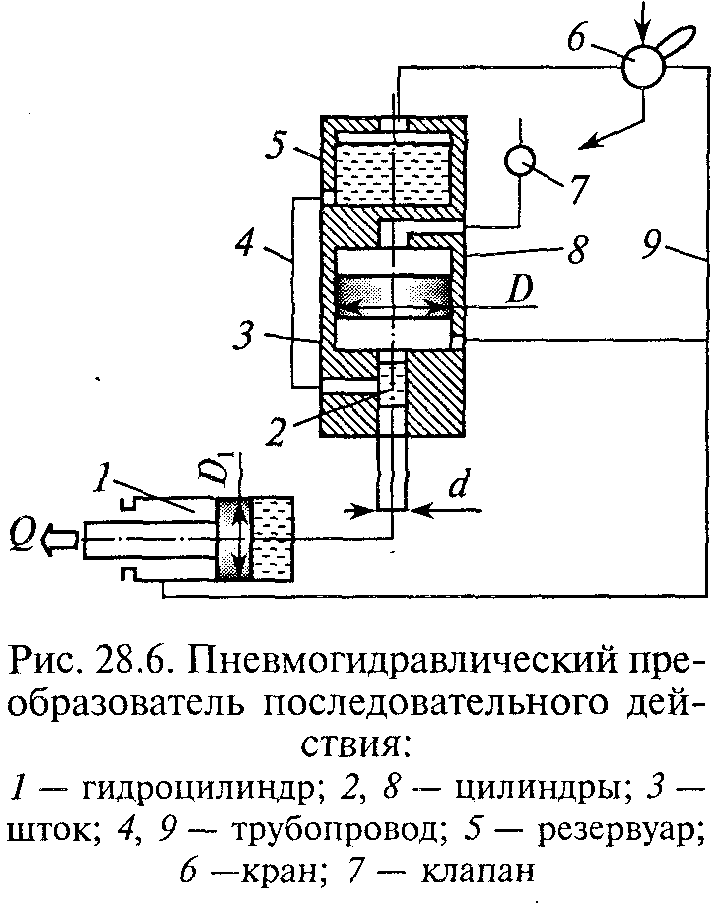 ривод с преобразователем последовательного действия (рис. 28.6) основан на подаче жидкости низкого давления в силовые цилиндры с последующей подачей жидкости высокого давления. Слив жидкости производится в полость низкого давления при освобождении деталей. Приводы с преобразователями последовательного действия по сравнению с приводами с преобразователями прямого действия обеспечивают ускорение холостого хода и предварительное закрепление детали. Они могут обслуживать несколько рабочих цилиндров при небольших габаритах привода, позволяют экономить сжатый воздух на 90...95 %. Недостатком этих пневмогидравлических приводов является более сложная конструкция и значительное количество утечек. ривод с преобразователем последовательного действия (рис. 28.6) основан на подаче жидкости низкого давления в силовые цилиндры с последующей подачей жидкости высокого давления. Слив жидкости производится в полость низкого давления при освобождении деталей. Приводы с преобразователями последовательного действия по сравнению с приводами с преобразователями прямого действия обеспечивают ускорение холостого хода и предварительное закрепление детали. Они могут обслуживать несколько рабочих цилиндров при небольших габаритах привода, позволяют экономить сжатый воздух на 90...95 %. Недостатком этих пневмогидравлических приводов является более сложная конструкция и значительное количество утечек.Воздух из магистрали через четырехходовой кран б (см. рис. 28.6) поступает в резервуар 5 и вытесняет из него масло по трубопроводу 4 в цилиндр 2, обеспечивая быстрый подвод штока гидроцилиндра 1 к закрепляемой детали. В результате повышения давления масла в гидроцилиндре 7 автоматически срабатывает клапан последовательного действия 7. Воздух поступает в цилиндр 8, поршень со штоком 3 начинает перемещаться, и в цилиндре 2 развивается высокое давление, обеспечивающее окончательное закрепление заготовки. При переключении крана б воздух подается по трубопроводу 9 и возвращает поршни цилиндров 8 и 1в исходное положение. Расчет усилий на штоке рабочих гидроцилиндров аналогичен расчету преобразователя прямого действия. ГЛАВА 29. МЕТОДИКА КОНСТРУИРОВАНИЯ ТЕХНОЛОГИЧЕСКОЙ ОСНАСТКИ Приступая к проектированию средств технологического оснащения операций, необходимо установить цель проектирования, которая определяется производственной необходимостью предприятия. Проектирование новой оснастки может осуществляться для технологических операций, на которые она не была разработана, или может быть проведена модернизация применяемой технологической оснастки для повышения ее производительности, сокращения числа ручных операций и улучшения условий работы рабочих. Для этого необходимо: обосновывать применение каждой детали, элемента и механизма приспособления; обеспечивать удобство сборки, разборки и регулировки приспособления. Исключать по возможности подбор и подгонку деталей, а также операции выверки и регулировки деталей и узлов при сборке; экономично расходовать материал, необходимый для изготовления приспособления; обеспечивать необходимую прочность деталей способами, не требующими увеличения массы (придание деталям рациональных форм с наилучшим использованием материала, применение материалов повышенной прочности, введение упрочняющей обработки); отработать конструкцию приспособления на технологичность; упростить процесс эксплуатации приспособления (предусмотреть автоматизацию смазки трущихся поверхностей, удобную очистку установочных поверхностей от стружки и т.д.) и управление, сосредоточивая органы управления и контроля по возможности в одном месте; предупреждать возможность достижения аварийного состояния приспособления, вводя предохранительные и предельные устройства, коррозию деталей; предусматривать защиту трущихся поверхностей от проникновения грязи, пыли и влаги и обеспечивать надежную страховку резьбовых соединений от самоотворачивания; максимально использовать нормализованные и унифицированные детали и узлы; заменять, если это возможно, оригинальные детали стандартными, нормализованными, унифицированными, заимствованными или покупными узлами и деталями; обеспечивать удобство загрузки и выгрузки обрабатываемых деталей из рабочей зоны, предусматривать применение выталкивающих устройств для выгрузки деталей. В процессе проектирования средств технологической оснастки участвует технолог и конструктор, которые в своей работе должны осуществлять тесное взаимодействие и творческое сотрудничество. Каждый из них имеет свои задачи проектирования. Технолог должен осуществлять выбор заготовок и технологических баз; разрабатывать технологические процессы изготовления элементов технологической оснастки (формирование маршрутов обработки и содержания технологических операций, разработка эскизов механической обработки деталей, определение режимов обработки и т.д.) и процесс сборки приспособления. К задачам конструктора можно отнести: уточнение принятой технологом схемы приспособления и установки детали; выбор конструкции и размеров элементов приспособления; определение величины усилия зажима, схемы базирования детали и т. д.; определение общей компоновки приспособления с установлением необходимых допусков на изготовление деталей и сборку приспособления. Исходными данными для проектирования приспособления являются: чертежи заготовок и детали с техническими требованиями, технологические процессы изготовления деталей, заданная производительность, альбомы нормалей и стандартов деталей и сборочных единиц приспособлений. Из технологических процессов изготовления деталей конструктор получает сведения о станках, методе базирования заготовок, режущем инструменте, режимах обработки и технологических нормах времени на обработку. Эти сведения необходимы для выявления размеров, допусков, шероховатости поверхностей, марки материалов и термической обработки, размеров, связанных с установкой приспособления и расположения органов его управления. Процесс проектирования приспособлений осуществляют в такой последовательности: изучение чертежа изделия, содержания и структуры технологической операции, схем и поверхностей базирования, закрепления и наладки, характеристик и конструктивных особенностей станка, на котором планируется обработка; анализ условий эксплуатации, обслуживания и ремонта проектируемого приспособления с учетом типа производства; анализ существующих конструкций, используемых для аналогичных работ. Уточнение схемы базирования и закрепления. Расчет сил резания и зажима. Выбор места приложения зажима, определение и выбор типа и размеров установочных элементов, их числа и взаимного положения. Выбор типа зажимного механизма и его привода и определение его основных параметров с учетом заданного времени на установку, закрепление и снятие изделия после его обработки; установление и выбор: типа и размеров элементов для направления и контроля положения режущего инструмента; конструкции и размеров вспомогательных элементов и устройств, корпуса приспособления; эскизная разработка вариантов общего вида приспособления путем последовательного нанесения элементов приспособления (установочных, зажимных, направляющих для инструмента, вспомогательных) вокруг контура детали, нанесенного в трех проекциях посередине листа соответствующего формата. Вычерчивание корпуса приспособления, объединяющего все элементы конструкции. Выбор оптимального варианта конструкции; уточнение и отработка выбранного варианта конструкции. Составление кинематической, пневматической, гидравлической и других схем. Произвести расчет элементов приспособления — силового и прочностного, оценить жесткость элементов, точности обработки детали на данном приспособлении и др. Графическое оформление приспособления по ЕСКД; выполнение технико-экономических расчетов целесообразности и эффективности применения (модернизации, замены) приспособлений. После окончания проектирования необходимо уточнить: стыковку, привязку и другие кинематические связи; достаточность числа размеров, указаний, проекций, разрезов; использования нормализованных, стандартных и покупных изделий; степень учета фактических нагрузок, возникающих при работе приспособления; отработку приспособления на производственную, эксплуатационную и ремонтную технологичность; соблюдение правил техники безопасности и производственной санитарии при сборке и эксплуатации. РАЗДЕЛ VI. ТЕХНИЧЕСКОЕ НОРМИРОВАНИЕ ТРУДА НА АВТОРЕМОНТНЫХ ПРЕДПРИЯТИЯХ ГЛАВА 30. МЕТОДЫ ТЕХНИЧЕСКОГО НОРМИРОВАНИЯ ТРУДА Техническое нормирование труда представляет собой систему установления технически обоснованных норм времени, т.е. необходимых затрат времени на качественное выполнение определенной работы. Значение технического нормирования в новых условиях хозяйствования исключительно велико. Оно позволяет: правильно организовать труд всех категорий работников предприятия; обеспечить данные, на основе которых можно четко спланировать, подготовить и организовать работу многочисленных подразделений предприятия; обоснованно подойти к оценке затрат на ремонт изделия. Техническое нормирование и научная организация труда неотделимы друг от друга, поскольку нормировать необходимо организованный труд, т. е. труд, приведенный к определенной системе. Главная задача технического нормирования — это обеспечение более высоких темпов роста производительности труда. Реализация этой задачи осуществляется за счет разработки мероприятий, направленных: на выявление и использование резервов повышения производительности труда, которые имеются практически на каждом предприятии в силу наличия как явных, так и скрытых потерь рабочего времени; на повышение производительности труда; на разработку и установление технически обоснованных норм на различные работы с учетом наиболее полного и эффективного использования имеющейся техники. При этом предусматривается четкая организация рабочих мест и построение технологических процессов, использование передовых приемов и методов труда. Выявление скрытых резервов производства (резервов рабочего времени) осуществляется на основе исследования производственных процессов, анализа содержания труда и всех условий, оказывающих влияние на его производительность. Методы, которые применяет техническое нормирование в повседневной практике, просты и доступны для применения на любом предприятии и включают наблюдение за работой непосредственно на рабочем месте, обработку и анализ всего того, что удалось увидеть и зафиксировать. Результаты анализа являются основой разработки новой, более рациональной и более эффективной организации труда, лучших и более совершенных приемов работы. Сокращение рабочего времени на изготовление (ремонт) той или иной продукции может осуществляться различными путями (например, за счет создания и использования новых, более производительных машин, механизмов, транспортных средств, путем привлечения большего числа рабочих). Они весьма эффективны, но неминуемо влекут за собой увеличение материальных и трудовых затрат и следовательно могут использоваться только на предприятиях с большой производственной программой и эффективной экономикой. Техническое нормирование труда предлагает свои пути и способы снижения затрат рабочего времени, которые проявляются в самом принципе нормирования. Норма времени на определенную операцию или работу является мерой труда, необходимого при изготовлении (ремонте) данного изделия. В виде нормы выступают только минимально необходимые затраты времени, расходуемые на изготовление (ремонт) данного изделия или выполнение данной работы, при использовании максимальных возможностей машин и оборудования, на которых выполняется работа, прогрессивных формы организации и оплаты труда. Под методом нормирования понимается совокупность приемов установления норм труда, которые включают анализ трудового процесса, проектирование рациональной организации и расчет норм труда. Выбор метода определяется характером нормируемых работ и условий их выполнения. Методы нормирования труда. Методы нормирования труда делятся на аналитические и суммарные. Аналитические методы предполагают установление норм на основе анализа конкретного трудового процесса, проектирования рациональных режимов работы оборудования и приемов труда рабочих, определения норм по элементам трудового процесса с учетом специфики конкретных рабочих мест и производственных подразделений. Суммарные методы устанавливают нормы без анализа конкретного трудового процесса и проектирования рациональной организации труда, т. е. на основе опыта нормировщика (так называемый опытный метод) или на основе статистических данных о выполнении аналогичных работ (статистический метод). Нормы, установленные с помощью суммарных методов, обычно называют опытно-статистическими. Такие нормы не позволяют эффективно использовать производственные ресурсы и должны заменяться нормами, установленными аналитическими методами. Аналитические методы классифицируют по следующим трем признакам: степени дифференциации трудового процесса — дифференцированные и укрупненные; методике получения исходных данных — исследовательские и нормативные; характеру зависимости норм труда от факторов, влияющих на их величину — прямые и косвенные. Дифференцированные методы предполагают детальное расчленение трудового процесса на элементы (до трудовых движений и действий), исследование факторов, влияющих на продолжительность каждого элемента, проектирование нового состава, последовательности и длительности выполнения элементов операции с учетом передового производственного опыта. Эти методы применяются в условиях, когда требуется высокая точность нормирования трудовых операций, обусловленная частой их повторяемостью. Укрупненные методы устанавливают необходимое время на основе типовых норм или эмпирических формул путем расчленения трудового процесса до комплексов приемов и операций. Исследовательские методы предполагают получение исходной информации путем наблюдений. Нормативные (аналитически-расчетные) методы предполагают получение норм на основе нормативов. Прямые методы предполагают расчет нормы на основе установления функциональных зависимостей величины норм от трудоемкости соответствующих работ. Косвенные методы предполагают установление статистических зависимостей норм от факторов, косвенно влияющих на трудоемкость соответствующих работ. Нормы, установленные на основе аналитических методов, называют обычно технически обоснованными или научно обоснованными. Изучение затрат времени производится методом непосредственных замеров и методом моментных наблюдений. Метод непосредственных замеров затрат времени применяется для более полного изучения процессов труда и получения данных, характеризующих приемы и методы исполнения работы, а также последовательности ее отдельных элементов. Недостатки метода — это проведение большого числа замеров, значительная трудоемкость обработки полученных данных и невозможность изучения одним наблюдателем действий больших групп рабочих или оборудования. Метод моментных наблюдений основан на регистрации и учете затрат времени работы и перерывов, имевших место в период наблюдения, и определения на основании этих данных удельного веса и абсолютных значений затрат времени. Положительными сторонами этого метода являются: простота проведения наблюдений; незначительная трудоемкость, затрачиваемая на обработку полученных результатов; оперативность, обеспечивающая получение требуемых данных в короткие сроки; возможность изучения одним наблюдателем затрат времени больших групп рабочих и оборудования; возможность прерывать процесс без снижения точности результатов. В зависимости от назначения, степени охвата и детализации затрат времени применяются следующие виды наблюдений: хронометраж — разновидность изучения затрат рабочего времени путем наблюдения отдельных многократно повторяющихся элементов операции; фотография использования времени, включающая фотографии рабочего времени, времени использования оборудования и производственного процесса. По объекту наблюдения и формам организации труда на изучаемых рабочих местах различают следующие виды наблюдений: индивидуальный, если наблюдение производится за работой одного рабочего или работой одной машины; групповой, когда наблюдение ведется за работой нескольких рабочих, каждый их которых занят выполнением отдельной работы, или за работой нескольких машин; бригадный — при наблюдении за работой бригады рабочих, занятых выполнением общей, технологически связанной работы на одном рабочем месте; многостаночный, если наблюдение производится за работой одного рабочего, занятого обслуживанием нескольких машин; маршрутный — при наблюдении за работой рабочего, перемещающегося по определенному маршруту, или за работой нескольких рабочих, далеко расположенных друг от друга, вследствие чего наблюдатель обходит изучаемые рабочие места по заранее установленному маршруту. Классификация затрат рабочего времени должна предусматривать возможность: изучать состояние организации труда и использование рабочего времени, наиболее полно выявлять потери рабочего времени с установлением их причин; устанавливать степень необходимости и целесообразности отдельных затрат времени при выполнении заданной работы, выявлять нерациональные затраты рабочего времени и их причины; изучать и анализировать время использования оборудования во взаимосвязи с рабочим временем исполнителя; устанавливать затраты труда на выполнение заданной работы. Существуют две основные классификации: классификация рабочего времени исполнителя и классификация времени использования оборудования. Классификация затрат рабочего времени исполнителя. Рабочее время исполнителя делится на время работы и время перерывов в работе (рис. 30.1). Время работы — это период, в течение которого рабочий производит действия, связанные с выполняемой им работой. Оно включает в себя затраты времени как на выполнение производственного задания, так и на работы, не предусмотренные производственным заданием. Время работы, не предусмотренное производственным заданием — это время случайной работа. Время работы по выполнению производственного задания — это период времени, который затрачивается рабочим на подготовку и на непосредственное выполнение полученного задания. Оно расчленяется на подготовительно-заключительное время, оперативное время, время обслуживания рабочего места и время перерывов на отдых и личные (естественные) надобности. К подготовительно-заключительному времени относится время, которое рабочий затрачивает на подготовку к заданной работе и выполнение действий, связанных с ее окончанием: получение материалов, инструментов, приспособлений, технологической документации и наряда на работу; о 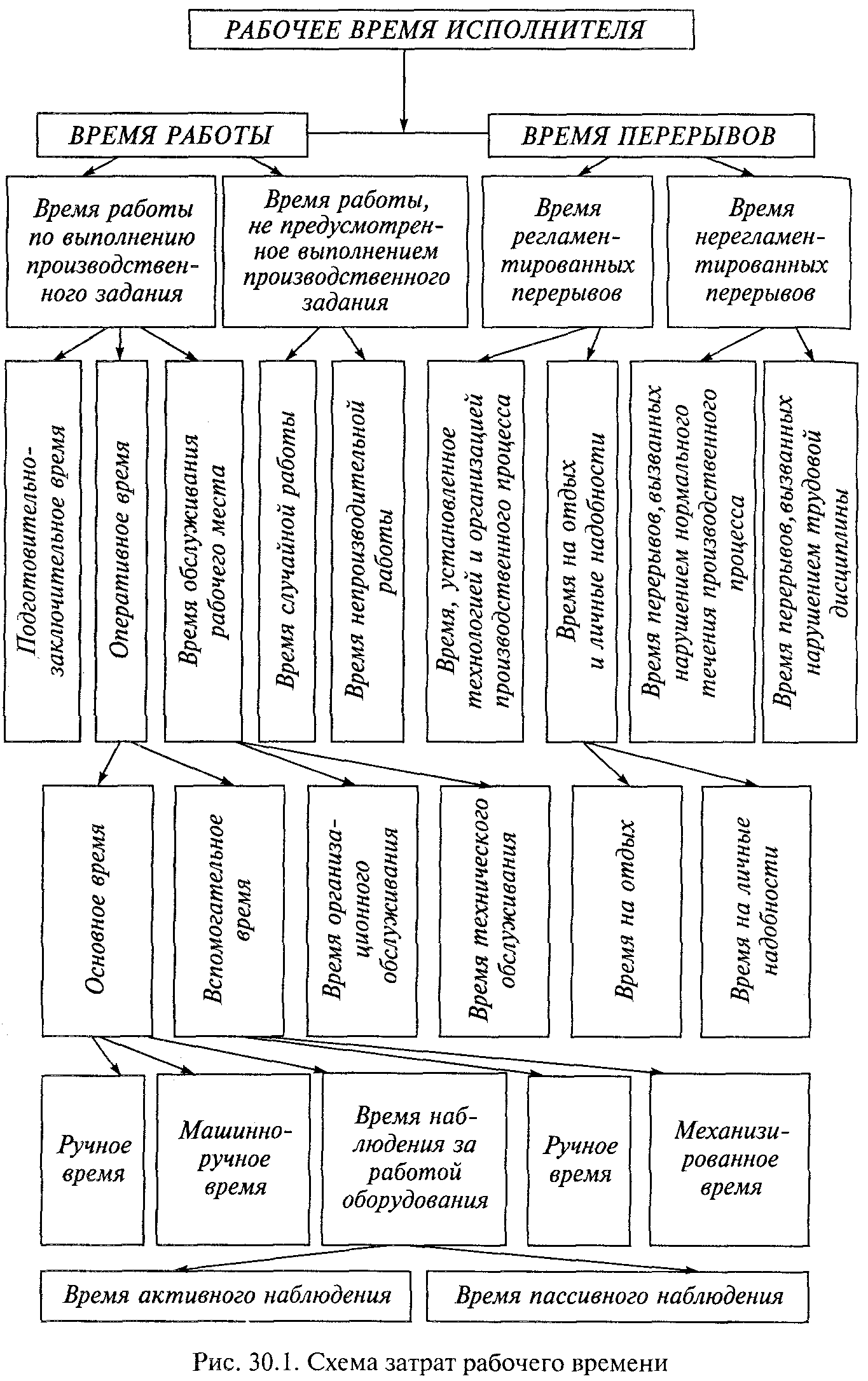 знакомление с работой, технологической документацией, чертежом, получение необходимого инструмента; знакомление с работой, технологической документацией, чертежом, получение необходимого инструмента;установка приспособлений, инструментов, наладка оборудования на соответствующий режим работы; снятие приспособления и инструмента; сдача готовой продукции, приспособлений, инструмента, технологической документации и наряда. Подготовительно-заключительное время затрачивается один раз на всю партию изделий, изготавливаемых (ремонтируемых) без перерыва по данному рабочему наряду, и не зависит от числа изделий в этой партии. К оперативному относится время, которое затрачивается на непосредственное выполнение заданной операции и повторяется либо с каждой единицей изделия, либо через строго определенное их число. Оперативное время делится на основное (технологическое) и вспомогательное. Основное (технологическое) время представляет собой время, в течение которого осуществляется непосредственная цель данного технологического процесса. В зависимости от характера процесса целью может быть: изменение формы и размеров заготовки путем снятия стружки на металлообрабатывающих станках (точение, фрезерование, сверление, строгание и т.п.); изменение формы и размеров заготовки путем деформации, осуществляемой внешним давлением в горячем и холодном виде (ковка, горячая и холодная штамповка, гибка и т.п.); изменение состояния или свойств материала (например, наплавка металла); изменение формы и размеров заготовки с применением механизированного или ручного инструмента (сверление электродрелью, резка ручными ножницами или ручной ножовкой, обрубка пневматическим или ручным зубилом, опиловка напильником); изменение структуры, физико-химических и механически свойств металла посредством термической обработки (закалка, отпуск, отжиг, нормализация, цементация и т.п.); изменение внешнего вида детали или изделия путем травления, полирования, окраски и т.д.; соединение и крепление деталей при сборке, сварке, пайке и т. п. Вспомогательным называется время, затрачиваемое рабочим на выполнение действий, создающих возможность выполнения основной работы. Так, например, к вспомогательным элементам рабочего время относится время съема готовой продукции, управления оборудованием, время на промеры обрабатываемых поверхностей, время на переустановку инструмента. Вспомогательное время может быть как ручным, так и механизированным. Например, время установки коленчатого вала при наплавочных работах, установка и снятие двигателей у автомобилей при разборо-сборочных работах с помощью подъемно-транспортных механизмов. Время обслуживания рабочего места — это время, затрачиваемое рабочим на уход за оборудованием и поддержание в рабочем месте порядка и чистоты. Ко времени обслуживания рабочего места относятся затраты на раскладывание и уборку инструмента в начале и конце смены, осмотр, опробование, смазку и чистку оборудования, передачу смены, подналадку оборудования и смену инструмента в процессе работы и т. п. Время обслуживания рабочего места подразделяется на время технического и организационного обслуживания. К времени технического обслуживания относится время, затрачиваемое на уход за рабочим местом (оборудованием) в течение данной конкретной работы (время на смену затупившихся инструментов и подналадку оборудования в процессе работы и т.д.). К времени организационного обслуживания относится время, затрачиваемое на уход за рабочим местом в течение рабочей смены (время на раскладку и уборку инструмента в начале и конце смены, время на смазку и чистку оборудования и т. п.). В зависимости от характера участия рабочего в выполнении производственных операций основное время работы может быть: временем ручной работы — период выполнения или ее элементов без применения машины (агрегата) или механизмов; временем машинно-ручной работы — период, в течение которого предмет труда обрабатывается машиной (агрегатом) или перемещается механизмом при непосредственном участии рабочего; временем наблюдения за работой оборудования. Время наблюдения за работой оборудования может быть активным и пассивным. Временем активного наблюдения за работой оборудования называется период времени, в течение которого рабочий следит за работой оборудования, ходом технологического процесса, чтобы обеспечить необходимое качество продукции и исправность оборудования. В течение этого времени его присутствие на рабочем месте необходимо. Время пассивного наблюдения — это период времени, когда нет необходимости осуществлять постоянное наблюдение за работе оборудования или технологическим процессом, но рабочий производит его в связи с отсутствием работы. Это время может иметь место при обслуживании автоматических линий, агрегатов и многоагрегатном обслуживании. В ряде случаев оно оказывается экономически целесообразным, поскольку приводит к сокращению простоев оборудования в ожидании обслуживания, вызванных занятостью рабочих на других агрегатах. Обоснованное устранение или частичное сокращение времени пассивного наблюдения является существенным резервом повышения производительности труда на машинах, автоматизированных и аппаратурных процессах. При наблюдении и анализе затрат рабочего времени и проектировании технически обоснованных норм времени (выработки) во всех видах работ, выполняемых вручную (вспомогательные и обслуживание рабочего места), необходимо выделить ту их часть, которая выполняется или может быть выполнена во время работы оборудования. Поэтому ручное время необходимо подразделять на перекрываемое и не перекрываемое машинным временем. В состав нормы времени включается лишь время, не перекрываемое машинным, а перекрываемое время учитывается при определении занятости и загрузке рабочего. При правильной организации труда и производства некоторые затраты рабочего времени могут бить устранены и не должны включаться в состав нормы времени. К нормируемому времени относится также время перерывов на отдых и личные (естественные) надобности рабочего. Величина его зависит от условий труда. Оно делится: на время регламентированных перерывов — время перерывов на отдых (время, затрачиваемое рабочим для отдыха для предотвращения утомления и поддержки нормальной работоспособности), личные надобности (время, затрачиваемое рабочим на личную гигиену и естественные надобности) и время, установленное технологией и организацией производственного процесса (время перерывов, вызванных специфическими условиями проектирования технологического процесса); на время нерегламентированных перерывов, которое включает: перерывы, вызванные нарушением нормального течения производственного процесса, т. е. перерывы в работе по организационно-техническим причинам, возникающим из-за плохой организации труда и производства, несвоевременной подачи материалов на рабочее место, из-за неисправности оборудования, перебоев в подаче электроэнергии и т.д.; перерывы, вызванные нарушением трудовой дисциплины. Классификация времени использования оборудования. Время использования оборудования состоит из периодов его работы и перерывов в работе (рис. 30.2). Бременем работы оборудования называется период, в течение которого оно находится в действии, независимо от того, выполняется на нем основная работа или нет. Время работы по выполнению производственного задания — это время, в течение которого оборудование находится в рабочем состоянии независимо от того, совершается ли при этом процесс обработки (переработки) или на нем производятся вспомогательные действия, необходимые для выполнения основной работы. Основное время работы оборудования — это время, в течение которого совершается процесс обработки (переработки) предмета труда и автоматический ввод его в обработку. М  ашинное время — это время автоматической работы оборудования, когда рабочий выполняет функции наблюдения и выполняет необходимые регулировки. ашинное время — это время автоматической работы оборудования, когда рабочий выполняет функции наблюдения и выполняет необходимые регулировки.К машинно-ручному относится время, в течение которого наряду с машинной работой в обработке участвует ручной труд. Вспомогательное время необходимо для выполнения действий, обеспечивающих выполнение основной работы, не перекрываемых машинным временем. Например, время установки заготовок, время управления оборудованием и т.д. Время непроизводительной работы оборудования — это время, не приводящее к увеличению объема продукция или улучшению ее качества (время работы оборудования по изготовлению бракованной продукции, время излишней обработки продукции и др.). Время случайной работы оборудования — это время изготовления продукции, не предусмотренной производственным заданием, но выполнение которой вызвано производственной необходимостью. Временем перерывов в работе оборудования называется период, в течение которого это оборудование бездействует. Затраты рабочего времени и времени использования оборудования могут быть нормируемыми (необходимые для работы по выполнению производственного задания и все регламентированные перерывы) и ненормируемыми (потери, затраты на выполнение непроизводительной работы и все нерегламентированные перерывы). Ненормированные затраты в состав нормы времени не включаются. При изучении затрат рабочего времени и времени использования оборудования применяют единые буквенные обозначения, которые приведены в табл. 30.1. Нормы времени на ручные, машинно-ручные и машинные работы состоят из следующих категорий затрат рабочего времени: Т = То+Тв+Тоб+Тпз+Тпт+Тотл. (30.1) При изготовлении продукции отдельными партиями подготовительно-заключительное время устанавливается отдельно на всю партию продукции, так как оно не зависит от числа единиц одинакового продукта, изготовленной по определенному заданию или наряду. В этом случае норма времени на изготовление единицы продукции или выполнение единицы работы устанавливается без подготовительно-заключительного времени и называется нормой штучного времени (Тшт). Время, установленное на подготовительно-заключительную работу, называется нормой подготовительно-заключительного времени. Установление норм времени на операции производится путем определения времени на каждую категорию затрат аналитическим методом с последующим его суммированием. Если данная операция выполняется несколькими рабочими, то суммируется время, затрачиваемое всеми рабочими (в чел. -мин) на каждую категорию. При этом такие категории затрат, как время обслуживания рабочего места, время на отдых и личные надобности, определяются в процентах к оперативному времени. |