ремонт автомобилей. remont auto КАРАГОДИН. В процессе эксплуатации автомобиля его рабочие свойства постепенно ухудшаются изза изнашивания деталей, а также коррозии и усталости материала, из которого они изготовлены
 Скачать 7.18 Mb. Скачать 7.18 Mb.
|

|
35.12. Проектирование кузнечного участка Кузнечный (кузнечно-рессорный) участок имеет своим назначением ремонт упругих элементов подвесок с устранением остаточных деформаций и изготовление деталей методом пластического деформирования (давления). Таблица 35.6 Массы автомобилей и их составных частей, кг
Требующие восстановления изделия поступают на участок со склада деталей, ожидающих ремонта. После ковочных работ согласно технологическому маршруту их направляют на дальнейшую обработку. Восстановленные детали поступают на участок комплектования. Подлежащие ремонту рессоры поступают на кузнечно-рессорный участок в собранном виде, подвергаются разборке, промывке и де-фектации. Рессорные листы отжигаются в печи и подвергаются деформации для получения требуемой формы. После этого они подвергаются термической обработке и рихтуются. Восстановленные листы поступают на рабочие места сборки рессор. При проектировании предприятий по капитальному ремонту грузовых автомобилей с грузоподъемностью, отличной от средней, легковых автомобилей и автобусов, а также их составных частей следует пользоваться формулой (35.7) и данными табл. 35.6. Потребность в кузнечном оборудовании определяют по формуле (35.4). При этом масса (кг) поковок на один грузовой автомобиль средней грузоподъемности ориентировочно может быть принята равной: для полнокомплектного автомобиля — 45, двигателя со сцеплением — 5, коробки передач — 6, заднего моста — 15, переднего моста — 12, рулевого управления — 1,5, карданного вала — 1,5. Производительность горнов составляет 8... 10 кг/ч, производительность пневматических молотов указана в табл. 35.7. Таблица 35.7 Характеристика пневматических молотов
В авторемонтном производстве могут использоваться печи с размером пода (глубина х ширина), м: 0,47x0,52; 0,58 х 0,58; 0,58 х 0,81 и 0,70х 1,05. Их удельная производительность (на 1 м2 пода) составляет 150...200 кг/м2. Обычно каждый молот обслуживается одной печью с производительностью, превышающей производительность молота в 1,5...2 раза, с тем, чтобы обеспечить бесперебойную работу при необходимости повторного нагрева. Потребное число производственных рабочих определяется по количеству оборудования и составу рабочей бригады. Бригады включают: при машинной ковке под молотом с массой падающих частей до 100 кг — 2 чел. (кузнец, подручный); при ковке под молотом с массой падающих частей 150...400 кг — 3 чел. (кузнец, подручный, машинист); на ручной ковке — 2 чел. (кузнец, молотобоец). При разработке планировки кузнечно-рессорных участков оборудование на участке следует размещать по группам. Возле горнов и печей необходимо предусматривать достаточно места для свободного выполнения работ с прутковым материалом и крупногабаритными деталями, а также для непродолжительного хранения деталей, материалов и заготовок. Горны рекомендуется размещать вдоль стен на удалении от них 0,5... 1 м. Удаление наковальни от горна 1,5... 1,8 м. Камерные печи располагаются на удалении 1,0...2,0 м между собой и 0,8... 1,6 м — от стены. Пример планировки кузнечно-рессорного участка авторемонтного завода представлен на рис. 35.10. При разработке мероприятий по охране труда и технике безопасности особое внимание должно быть уделено обеспечению общеобменной вентиляции на участке и местной вентиляции от печей, горнов и ванн охлаждения. 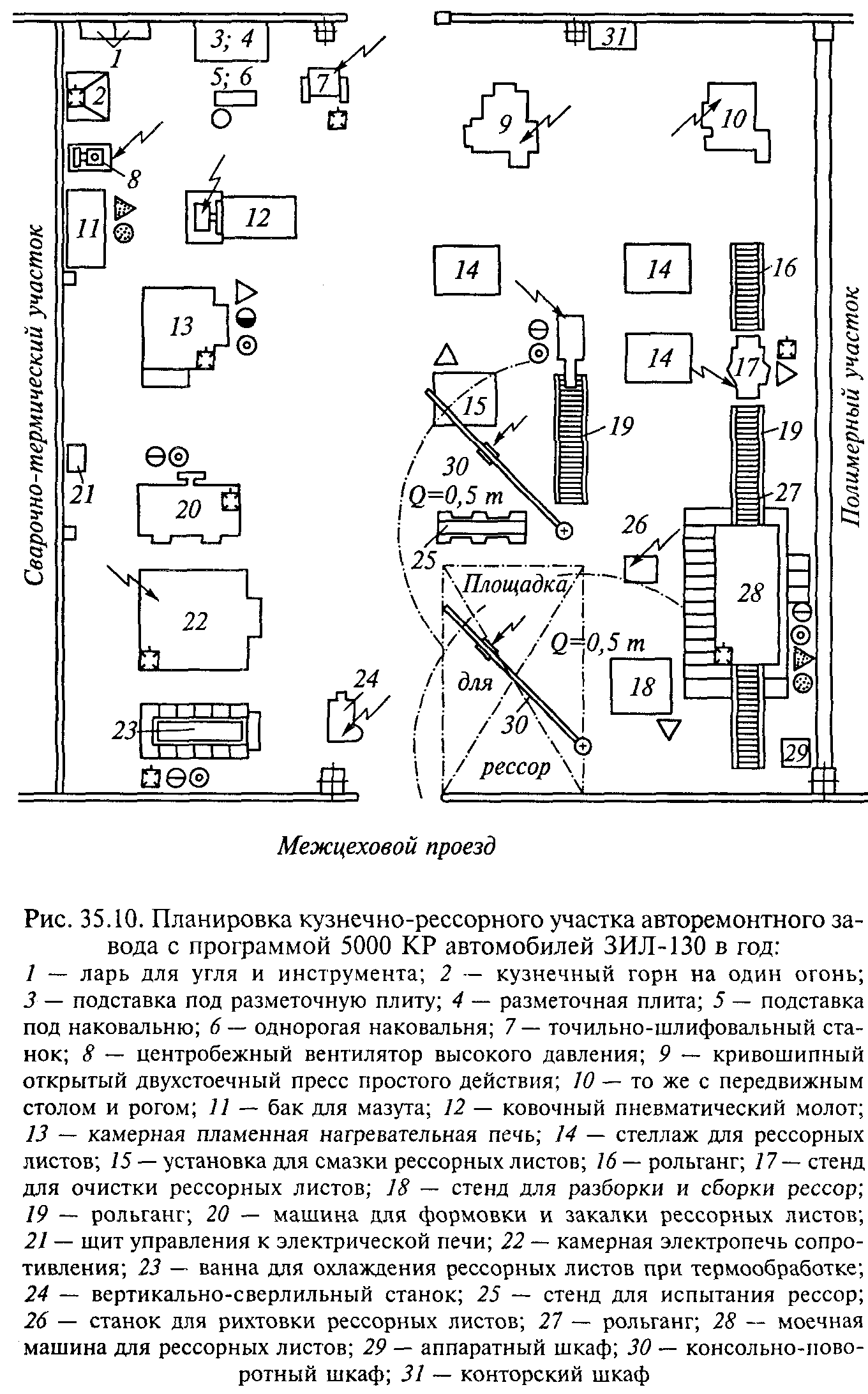 35.13. Проектирование термического участка Термический участок предназначен для выполнения различных операций по термической и химико-термической обработке деталей. Участок обеспечивает удовлетворение потребностей основного и вспомогательного производств. К числу операций, выполняемых здесь, относятся: отжиг, нормализация, цементация, закалка с нагревом в печах и токами высокой частоты, различные виды отпуска. Детали на участок поступают согласно технологическим маршрутам со склада деталей, ожидающих ремонта, или со слесарно-механического участка. После термической обработки детали контролируют на твердость и глубину поверхностно-закаленного слоя. Признанные годными детали транспортируются на слесарно-ме-ханический участок для последующей обработки (шлифование, финишная обработка). Производственная программа участка определяется номенклатурой, количеством и массой деталей ремонтируемых объектов с разбивкой по видам термической обработки. Эта программа выражается в единицах массы (кг). При подсчете годового объема работ на участке эту программу необходимо увеличить в 1,2...2 раза. Этим учитывается повторность нагрева деталей, а также потребности вспомогательного производства. Основным видом технологического оборудования термического участка являются нагревательные печи. Число печей может быть подсчитано по формуле (35.4). Ориентировочная масса составных частей грузового автомобиля средней грузоподъемности, подвергаемых термической обработке, приведена в табл. 35.8, а удельная производительность термических печей — в табл. 35.9. Часовая производительность печи может быть определена путем умножения удельной производительности на соответствующую техническую характеристику: площадь пода или мощность печи. При проектировании предприятий по капитальному ремонту грузовых автомобилей с грузоподъемностью, отличной от средней, легковых автомобилей и автобусов, а также их составных частей следует пользоваться формулой (35.7) и данными табл. 35.6. Массы комплектов рессор, подвергаемых закалке и отпуску, составляют для автомобилей: Грузоподъемность автомобиля, т 1,5 2,5 3,0 3,5 5,0 5...7 Масса рессор, кг 96,8 174,0 192,8 252,0 305,8 340,0 При выработке планировочного решения по термическому участку следует учитывать необходимость выделения для установки ТВЧ отдельного помещения, а также соблюдения нормативных расстояний между оборудованием и от оборудования до элементов зданий (рис. 35.11). Нагревательные печи принято размещать в линию вдоль стен, ванны и баки для охлаждающих жидкостей (воды, масла) — непосредственно у печей. Вентиляция должна быть общеобменной на участке и местной от нагревательных печей. Таблица 35.8 Ориентировочная масса составных частей грузового автомобиля средней грузоподъемности, подвергаемых термической обработке
Таблица 35.9 Удельная производительность термических печей
*Единовременная загрузка, кг/кВт. 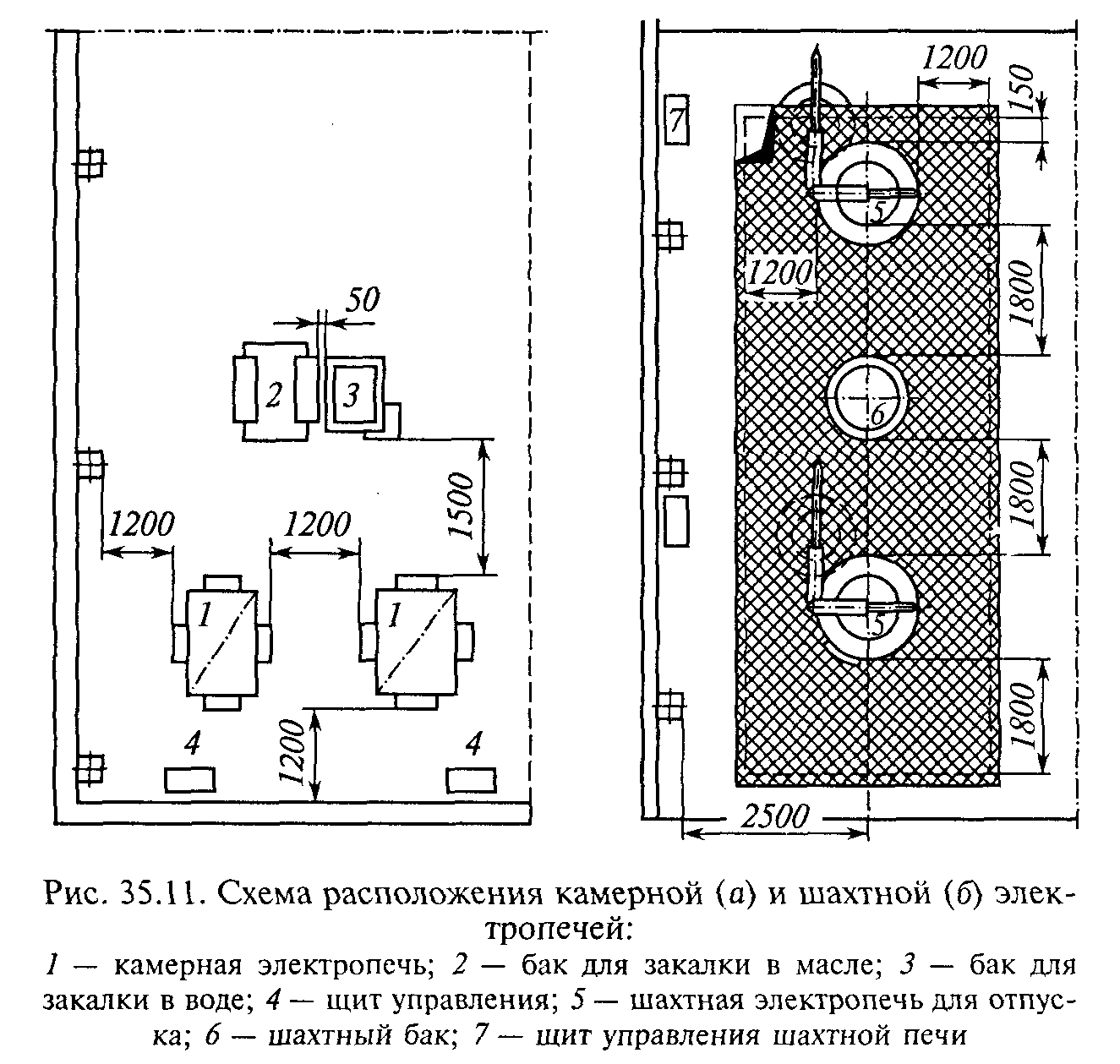 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||