ремонт автомобилей. remont auto КАРАГОДИН. В процессе эксплуатации автомобиля его рабочие свойства постепенно ухудшаются изза изнашивания деталей, а также коррозии и усталости материала, из которого они изготовлены
 Скачать 7.18 Mb. Скачать 7.18 Mb.
|

Таблица 2.4.1Критерии пригодности покрышек для ремонта местных повреждений
Окончание табл. 24.2
Подготовка починочного материала. Резиновые починочные материалы протирают бензином и сушат под вытяжным устройством. При потере ими клейкости на них наносят клей концентрацией 1:8 один раз с двух сторон и просушивают. Заделка повреждений — процесс наложения подготовленного починочного материала на ремонтируемые участки с последующей прикаткой роликом. Место вырезки при заделке несквозного наружного повреждения до двух слоев каркаса обкладывают проелоечной резиной толщиной 0,9 мм и тщательно прикатывают роликом. Полость вырезанного конуса в области каркаса заполняют слоями прослоенной резины толщиной 2 мм. Размер каждого слоя соответствует размеру того пояса конуса, на который слой укладывается. Каждый слой тщательно прикатывают роликом, а образовавшиеся вздутия прокалывают шилом. В области протектора полость конуса заполняют слоями протекторной резины. Починочная резина должна быть выше поверхности покрышки на 2...3 мм для обеспечения опрессовки при вулканизации. Если повреждены более двух слоев каркаса покрышки, то с ее внутренней стороны накладывают пластырь, который предварительно покрывают прослоечной резиной. Таблица 24.3 Критерии пригодности покрышек для восстановления
Окончание табл. 24.3
Ц  ентр пластыря должен совпадать с центром выреза. Края наложенного пластыря обкладывают лентой из прослоечной резины толщиной 0,9 мм и шириной 25...30 мм. Пластырь тщательно прикатывают роликом. Если необходимо осуществить заделку несквозного внутреннего повреждения, то полость конуса в зоне протектора заполняют протекторной резиной, а затем прослоечной. Полость конуса заделывают заподлицо с внутренней поверхностью покрышки и затем накладывают пластырь. Последовательность заделки повреждения покрышки: сквозного — заделывают конус с внутренней стороны, накладывают пластырь и заделывают конус с наружной стороны; вырезанного в рамку — ступенчатую поверхность покрывают прослоечной резиной (толщина 0,9 мм), прикатывают роликом (рис. 24.4), вставляют (последовательно) куски корда (направление нитей корда должно совпадать с направлением нитей в соответствующем слое каркаса; последний слой корда должен перекрывать границы выреза на 30... 50 мм на каждую сторону, а края этого слоя обкладывают лентой прослоечной резины толщиной 0,9 мм и шириной 30 мм) и затем заделывают повреждения со стороны протектора. Проколы размером до 15 мм заделывают резиновыми г ентр пластыря должен совпадать с центром выреза. Края наложенного пластыря обкладывают лентой из прослоечной резины толщиной 0,9 мм и шириной 25...30 мм. Пластырь тщательно прикатывают роликом. Если необходимо осуществить заделку несквозного внутреннего повреждения, то полость конуса в зоне протектора заполняют протекторной резиной, а затем прослоечной. Полость конуса заделывают заподлицо с внутренней поверхностью покрышки и затем накладывают пластырь. Последовательность заделки повреждения покрышки: сквозного — заделывают конус с внутренней стороны, накладывают пластырь и заделывают конус с наружной стороны; вырезанного в рамку — ступенчатую поверхность покрывают прослоечной резиной (толщина 0,9 мм), прикатывают роликом (рис. 24.4), вставляют (последовательно) куски корда (направление нитей корда должно совпадать с направлением нитей в соответствующем слое каркаса; последний слой корда должен перекрывать границы выреза на 30... 50 мм на каждую сторону, а края этого слоя обкладывают лентой прослоечной резины толщиной 0,9 мм и шириной 30 мм) и затем заделывают повреждения со стороны протектора. Проколы размером до 15 мм заделывают резиновыми г рибками с адгезивным слоем (рис. 24.5), которые входят в комплект автоаптечки (табл. 24.4), или постановкой заплат размером 25 х 25 мм. На внешнюю сторону покрышки накладывают трехслойные заплаты из прослоечной резины, а на внутреннюю — двухслойные. Для заделки местных повреждений также применяют шприц-машины, при помощи которых в поврежденную полость покрышки вьщавливается подогретая резиновая масса. Преимущество способа — это высокое качество ремонта, большая производительность и снижение расхода починочных материалов. рибками с адгезивным слоем (рис. 24.5), которые входят в комплект автоаптечки (табл. 24.4), или постановкой заплат размером 25 х 25 мм. На внешнюю сторону покрышки накладывают трехслойные заплаты из прослоечной резины, а на внутреннюю — двухслойные. Для заделки местных повреждений также применяют шприц-машины, при помощи которых в поврежденную полость покрышки вьщавливается подогретая резиновая масса. Преимущество способа — это высокое качество ремонта, большая производительность и снижение расхода починочных материалов.В 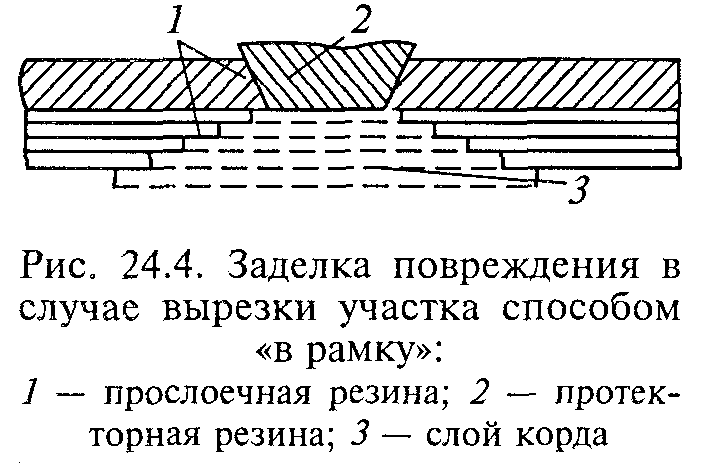 улканизация предназначена для создания прочного монолитного соединения ремонтируемых участков покрышки с починочными материалами и превращения их в прочную, эластичную массу. Ее проводят: в специальных секторных аппаратах для вулканизации с паровым или электрическим подогревом при температуре (143+2) °С; для покрышек со сквозными и наружными повреждениями применяют мульды; сектор с внутренними повреждениями (рис. 24.6). Опрессовку покрышек в процессе вулканизации осуществляют в воздушных варочных мешках, которые вкладывают в полость покрышки в месте вулканизируемого участка (давление воздуха в мешке должно быть 0,5...0,6 МПа). Время вулканизации колеблется в пределах 40...200 мин в зависимости от размера покрышки, характера повреждения, применения одностороннего или двухстороннего обогрева. улканизация предназначена для создания прочного монолитного соединения ремонтируемых участков покрышки с починочными материалами и превращения их в прочную, эластичную массу. Ее проводят: в специальных секторных аппаратах для вулканизации с паровым или электрическим подогревом при температуре (143+2) °С; для покрышек со сквозными и наружными повреждениями применяют мульды; сектор с внутренними повреждениями (рис. 24.6). Опрессовку покрышек в процессе вулканизации осуществляют в воздушных варочных мешках, которые вкладывают в полость покрышки в месте вулканизируемого участка (давление воздуха в мешке должно быть 0,5...0,6 МПа). Время вулканизации колеблется в пределах 40...200 мин в зависимости от размера покрышки, характера повреждения, применения одностороннего или двухстороннего обогрева.К   онтроль качества ремонта покрышки проводят в соответствии с техническими требованиями. На внутренней поверхности покрышки не должно быть отслоений починочных материалов, складок, утолщений, недовулканизации, влияющих на работу камеры. Допускается на поверхности отремонтированного участка наличие раковины или поры размером до 10 мм и глубиной до 2 мм. онтроль качества ремонта покрышки проводят в соответствии с техническими требованиями. На внутренней поверхности покрышки не должно быть отслоений починочных материалов, складок, утолщений, недовулканизации, влияющих на работу камеры. Допускается на поверхности отремонтированного участка наличие раковины или поры размером до 10 мм и глубиной до 2 мм.24.3. Технология восстановительного ремонта покрышек Восстановительный ремонт покрышек выполняют после устранения местных повреждений путем снятия с них старого протектора и наложение нового. Технологический процесс наложения нового протектора включает следующие операции: Мойка и сушка (см. разд. 24.2). Удаление старого протектора и шероховка — выполняют на ше-роховальном станке, который оснащен специальным режущим инструментом. Для придания упругости покрышки внутрь ее вкладывают камеру и наполняют сжатым воздухом. После шероховки с поверхности покрышки с помощью пылесоса удаляют пыль. Устранение повреждений (см. разд. 24.2). Нанесение клея на шерохованную поверхность покрышки осуществляют методом распыления, используя для этого сжатый воздух. Метод позволяет сократить время сушки клея за счет испарения паров бензина. Подготовка протекторной резины включает: подготовку заготовки требуемой длины, создание на ее концах косою среза под углом 20°, нанесение резинового клея малой концентрации на поверхности заготовки и косого среза в месте стыка и сушку заготовки в камере при температуре 30...40°С в течение 30...40 мин. Наложение протекторной резины и ее прикатку выполняют на прикаточном станке в следующем порядке: проводят укладку слоя листовой прослоечной резины на просушенную клеевую пленку и прикатывают его роликом, проводят укладку и прикатывние подготовленной протекторной профилированной резины. Наложение нового протектора также может осуществляться методом навивки на вращающуюся покрышку узкой ленты из сырой резиновой смеси шириной 20...25 мм и толщиной 3...5 мм по определенной схеме автоматически на специальном агрегате. Вулканизация протектора выполняется в кольцевых вулканизаторах, которые представляют собой разъемную по окружности форму с выгравированным рисунком протектора. Форма нагревается паром до температуры вулканизации (143 ± 2) °С. Для опрессовкй покрышки вовнутрь ее укладывают в варочную камеру, в которую подается сжатый воздух давлением 1... 3 МПа. После вулканизации на протекторе образуется рисунок, соответствующий рисунку пресс-формы. Время вулканизации зависит от размеров покрышки, толщины вулканизируемого слоя резины и состава резиновой смеси. Отделка покрышки — это срезание излишков и наплывов резины, зачистка на шероховальном станке мест среза и стыковка краев протектора с боковинами. Контроль качества ремонта — это физико-механические испытания, предназначенные для проверки покрышек на твердость, разрыв, относительное удлинение и стирание. Контроль качества покрышек проводится выборочно в количестве 0,1% от каждой принимаемой партии. У восстановленных покрышек не допускаются пористость, губчатость, пузыри, отслоения, складки, неровности на внутренней поверхности, расслоения каркаса и брокера, деформация металлического кольца. На боковине или в плечевой зоне покрышки обозначаются: заводской номер; наименование или товарный знак предприятия, выполняющего восстановление; класс восстановления; месяц и год восстановления; штамп ОТК. 24.4. Технология ремонта камер Камеры могут иметь следующие дефекты: проколы, пробои или порезы, разрывы, повреждения или отрыв вентиля. Перед ремонтом камеры подвергаются осмотру и проверке под давлением 0,15 МПа в ванне с водой. Камеры выбраковываются с признаками старения резины, при наличии трещин, разрывов длиной свыше 150 мм и шириной более 50 мм и подвергшихся воздействию веществ, разрушающих резину. Технологический процесс ремонта камер включает следующие операции: Подготовка камеры включает вырезку поврежденного места ножницами в форме овала. При повреждении камеры в месте установки вентиля или самого вентиля этот участок вырезают под постановку заплаты, а для вентиля пробивают отверстие в другом месте Диаметром 5 ...6 мм. В местах проколов камеру не вырезают. Придание шероховатости краям выреза выполняют шлифовальным кругом на ширину 20...30 мм по всему периметру. Границы обработки места под установку пятки вентиля должны быть удалены от краев накладываемой пятки на 15...20 мм. Обработанные Места очищают от пыли жесткой щеткой. Нанесение клея и его сушка. Клей получают растворением клеевой резины в бензине Б-70. Нанесение клея и сушку проводят дважды: первый слой — клеем малой концентрации (1:8); второй — Клеем большой концентрации (1:5). Клей наносят методом распыления или кистью из тонкой щетины тонким ровным слоем. Сушку каждого слоя выполняют при 25...40°С в течение 20... 30 мин. Подготовка починочного материала включает: вырезку заплаты, ее шероховка, нанесение на нее клея и просушку. Для ремонта камер используют заплаты из годных частей утильных камер, не имеющих трещин, затвердений и следов воздействия нефтепродуктов или заплаты из сырой камерной листовой резины толщиной 2 мм. Размеры вырезанных заплат превышают размеры повреждений камер на 15... 30 мм. Заплаты из вулканизированной резины готовят в такой последовательности: шероховка на наждачном круге с одной стороны, скашивая края заплаты; нанесение клея концентрацией 1:8 с просушкой каждого слоя; обкладка краев лентой из прослоечной резины ширины 5...7 мм. Проколы размером до 2 мм заделывают только сырой резиной. Заготовки для пятки вентилей камер изготавливают из сырой камерной резины и прорезиненного чефера, на который наносят один слой клея с последующей просушкой, собираются с вентилем и вулканизируются. Заделка повреждений заключается в наложении заплат на камеру, прикатывании их роликом и припудривании тальком. Вулканизация камер проводится в такой последовательности: камеру накладывают заплатой на вулканизационную плиту, припудренную тальком, так, чтобы центр заплаты был совмещен с центром прижимного винта; на участок камеры устанавливают резиновую прокладку и прижимную плитку, которая должна перекрывать края заплаты на 10... 15 мм и не зажимать края сложенной вдвое камеры. Время вулканизации зависит от размера заплаты. Мелкие заплаты вулканизируют в течение 10, стыки — 15, фланцы вентилей — 20 мин. Отделка камер включает срезание краев заплаты и стыков заподлицо с поверхностью камеры и шлифование наплывов, заусенцев и других неровностей. Контроль качества камеры проводят наружным осмотром и испытанием на герметичность под давлением воздуха 0,15 МПа в ванне с водой. У отремонтированных камер не допускаются пористость резины, вздутия, следы недовулканизации, отслаивание пятки вентиля и заплат. 24.5. Гарантийные обязательства Нормы пробега восстановленных и прошедших ремонт местных повреждений шин определяются соответствующими стандартами и гарантируются шиноремонтными заводами (табл. 24.5 и 24.6). На восстановленных шинах фактический пробег считается с момента восстановления. При выходе шин из эксплуатации ранее гарантийной нормы автопредприятие устанавливает причины преждевременного выхода шин из строя. Если это произошло по заводским производственным причинам, комиссия составляет рекламационный акт. Покрышка, подлежащая рекламации, направляется заводу вместе с карточкой учета работы шины и рекламационным актом. | |||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||