|
|
Документ Microsoft Word (2) (Автосохраненный) (1). В соединении
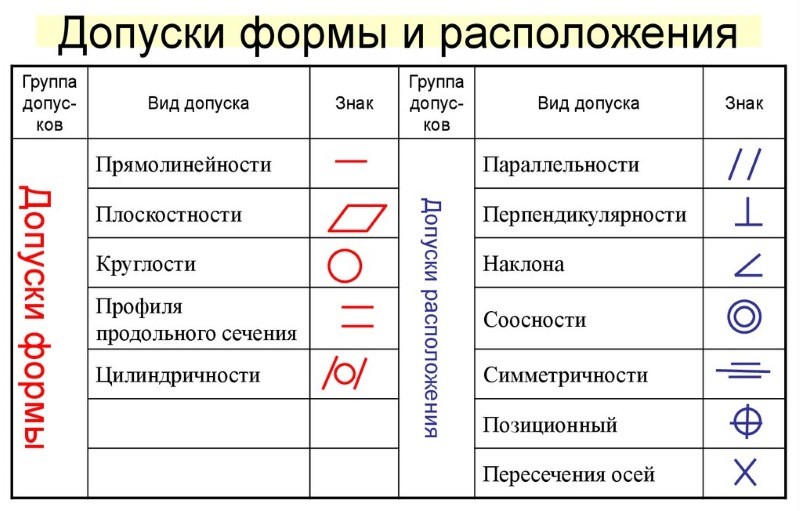
Средства проверки плоскостности и прямолинейности. В качестве контрольно-измерительного инструмента применяют микрометры, штангенциркули, штихмассы, глубиномеры, жесткие шаблоны и контршаблоны, теодолиты, нивелиры и т. д. Поверочные плиты и линейки используют для проверки шаброванных поверхностей, плоскостности и прямолинейности.
2. Форма напильника: Особенности использования
Плоский: Работа с поверхностями плоской формы
Трехгранный: Работа с отверстиями, пазами, канавками
Квадратный: Увеличение отверстий
Круглый (полукруглый): Обработка вогнутых поверхностей и отверстий по размеру.
Насечки - От размера и вида нанесенной насечки на единицу длины, обычно это 1 см, напрямую зависит размер зуба. То есть, чем на один сантиметр длины нанесено меньшее количество канавок, тем больше размер режущего зуба. На практике применяют напильники с насечками от 0 до 5.
К самому крупному виду относят зубья с №0 и №1. Их применяют тогда, когда необходимо за один проход снять слой металл от 0,05 до 0,1 мм. Такой инструмент обладает следующим недостатком – малая точность, она колеблется в пределах от 0,1 до 0,2 мм.
Напильники с размером зуба №2 и №3 применяют в тех случаях, когда требуется удалить слой металла от 0,02 до 0,06 мм. Точность работы такого инструмента составляет от 0,02 до 0,05 мм.
Для финишной обработки поверхности применяют изделие, который позволяет снимать слой металла от 0,01 до 0,005 мм. Инструмент такого вида иногда называют бархатным.
Виды – накат, фрезерование, нарезка.
Натфили - По характеру насечек выделяют напильники: а) с простой одинарной насечкой; б) с двойной или крестовой перекрестной насечкой; в) с точечной рашпильной насечкой; г) с фрезерной дуговой насечкой.
3.Конструкционные стали – это материалы, которые используются при создании различных строительных конструкций, деталей машиностроения и механизмов. Они имеют специфические химические, физические и механические характеристики. По химическому составу стали бывают легированными и углеродистыми. Качество конструкционного металла связано с количеством примесей фосфора (Р) и серы (S), которые в нём содержатся. Они относятся к вредным соединениям. Например, ШХ15 - специализированный материал для подшипников.
Легированная сталь. Леги́рованная сталь — сталь, содержащая кроме железа и углерода (углеродистая сталь) другие специально вводимые в её состав элементы. Целью введения добавок может быть увеличение механических свойств (прочность, пластичность, ударная вязкость, прокаливаемость), химическая или тепловая стойкость (нержавеющие и котловые, быстрорежущие стали), магнитные качества.
Для легирования стали используются следующие химические элементы: марганец (Mn) — Г; кремний (Si) — С; хром (Cr) — Х; никель (Ni) — Н; медь (Cu) — Д; азот (N) — А; ванадий (V) — Ф; ниобий (Nb) — Б; вольфрам (W) — В; селен (Se) — Е; кобальт (Co) — К; бериллий (Be) — Л; молибден (Mo) — М; бор (B) — Р; титан (Ti) — Т; алюминий (Al) — Ю.
4.См Билет №1.
5. Листовой: 1 - Резание необходимо производить в рукавицах во избежание пореза рук.
2 - Разрезание следует производить острозаточенными ножницами.
3 - Не держать левую руку близко к ножницам и кусачкам, чтобы пальцы не попали под лезвие.
4 - Подавать ножницы и кусачки товарищу нужно ручками от себя, а класть на стол ручками к себе.
5 - Если кусачками отрезается небольшой кусок проволоки, откусываемую часть направлять в
сторону защитного экрана верстака.
6 - Необходимо следить за состоянием оси-винта ножниц. Если ножницы начинают «мять» металл,
нужно слегка подтянуть винт.
7 - Следить за положением пальцев левой руки, поддерживая лист снизу.
8 - Оберегать руки от ранения о режущие кромки или заусенцы на металле.
9 - Не сдувать опилки и не удалять их руками во избежание засорения глаз или ранения рук.
10 - При резании материала толщиной более 0,5мм (или при затрудненном нажатии на ручки ножниц)
необходимо одну из ручек прочно закрепить в тисках.
Трубы - Надежно закреплять заготовки с тисках.Смазать место реза.
Следить за перпендикулярностью рукоятки оси трубы.
Внимательно следить за тем, чтобы режущие диски располагались точно, без перекоса, по линии
реза.
Не прикладывать больших усилий при вращении винта рукоятки трубореза для подачи режущих
дисков.
В конце разрезания поддерживать труборез обеими руками; следить за тем, чтобы отрезанный
кусок трубы не упал на ноги.
Не загромаждать рабочее место ненужными инструментами и деталями.
Билет №5
Размеры 20+0,5 и 20-0,2 — это номинальный размер 20 с верхним +0,5 и нижним -0,2 предельными отклонениями. Отклонения могут быть положительными и отрицательными.
Пайка — технологическая операция, применяемая для получения неразъёмного соединения деталей из различных материалов путём введения между этими деталями расплавленного металла (припоя), имеющего более низкую температуру плавления, чем материал соединяемых деталей. Данная операция производится паяльником.
оловянно-свинцовые (Sn — 90 %, Pb — 10 %, t° пл. 220 °C);
медно-серебряные (Ag — 72 %, Cu — 28 %, t° пл. 779 °C);
медно-цинковые (Cu — 48 %, Zn — 52 %, t° пл. 865 °C);
галлиевые (t° пл.
50°С);
в (сплав Вуда с t° пл. 70 °C, сплав Розе с t° пл. 96 °C)
3.См Билет №1.
4. Д16 - это сплав алюминия с магнием и медью. Такие сплавы именуются дюралями, а дюрали применяются в качестве конструкционных сплавов в авиационной и космической промышленности, благодаря их прочности и относительной лёгкости. Алюминиевый сплав Д16 – дюралюминий повышенной прочности системы А1–Сu–Мg.
Д16Т – алюминиевый сплав, который обладает стабильной структурой, малым весом, хорошей прочностью, обрабатываемостью и сопротивляемостью к незапланированной микроскопической деформации. Относится к сплавам системы Al – Cu – Mg (алюминий, медь, магний) и легируется марганцем.
АМц – это сплав системы Al – Mn (Алюминий – марганец), который относится к числу деформируемых давлением, коррозионностойких и свариваемых без ограничений сплавов алюминия. Это пластичный, но малопрочный материал, который применяется чаще всего в автомобильной промышленности. Также следует отметить его высокую электропроводность и теплопроводность, благодаря которой этот сплав получил распространение в изготовлении различных радиаторов.
5. Большое значение при опиливании имеет правильная организация рабочего места. Тиски необходимо устанавливать в соответствии с ростом рабочего. На верстаке не должно быть ничего лишнего. Напильники следует укладывать на подставке справа от тисков, контрольно-измерительный инструмент — в футляры за тисками. После окончания работы инструмент, тиски и верстак очищают и протирают.
Заготовку зажимать плотно в тисках, чтобы при опиливании она не могла вырваться. Несоблюдение этого правила может вызвать не только порчу заготовки, но и ранение рук или ног
Пользоваться только напильниками с исправными деревянными рукоятками с металлическими кольцами
Удалять стружку с верстака и обрабатываемой заготовки только щеткой. Строго запрещается сбрасывать стружку рукой, сдувать ее или удалять сжатым воздухом.
Билет №6
1. 
Контроль шероховатости поверхности может осуществляться: 1) сравнением (визуально или с помощью микроинтерферометра) реальной поверхности изделия с рабочими образцами шероховатости, которые имеют стандартизованные значения параметра R; 2) измерением параметров шероховатости с помощью «ощупывающих» или оптических приборов.
2.Место пайки и пруток припоя подогревают до температуры 300 — 400 °С. Припой погружают в порошкообразный флюс, а место пайки дополнительно подогревают до температуры несколько большей температуры плавления припоя. Проводя припоем с нажимом и быстро по подогреваемому шву, флюсом удаляют окисную пленку. Припой плавится и заполняет шов.
В зависимости от технологии, флюс может использоваться в виде жидкости, пасты или порошка. Существуют также паяльные пасты, содержащие частицы припоя вместе с флюсом; иногда трубка из припоя содержит внутри флюс-заполнитель. Остатки разных флюсов могут быть как диэлектриками, так и проводить электричество.
3. Переменный ток — электрический ток, который с течением времени изменяется по величине, обычно и по направлению в электрической цепи.
Характеристики переменного тока: Период - это время одного полного колебания. Т – период, с. Амплитуда – это наибольшее положительное или отрицательное значение силы тока или напряжения. Частота - это времени, в течение которого ток выполняет одно полное колебание, число полных колебаний за 1 с называется частотой тока и обозначается буквой f. Частота измеряется в герцах (Гц).
4.Твёрдые сплавы — твёрдые и износостойкие металлокерамические и металлические материалы, способные сохранять эти свойства при 900—1150 °C. В основном изготавливаются из твёрдых и тугоплавких материалов на основе карбидов вольфрама, титана, тантала, хрома, связанных кобальтовой или никелевой металлической связкой, при различном содержании кобальта или никеля.
ВК2 – первая буква «В» указывает на наличие в составе вольфрама, вторая определяет наличие кобальта. Цифра указывает на процентное содержание каждого металла. В нашем случае это 2% приходится на кобальт, основу составляет вольфрам. Его содержание достигает 98%;
ВК6М – это также вольфрамокобальтовый твердый слав. Шестерка означает процент имеющегося кобальта. Остальные 94 процента – это вольфрам. «М» конкретизирует область применения. Она указывает на применение данного материала при производстве инструмента для обработки металлов, которые трудно, практически невозможно обработать (например, нержавеющая сталь).
Сплав ВК8 имеет состав: 92% стали, 8% вольфрама.
Т5К10 – такая маркировка указывает — этот образец включает три элемента: вольфрам, титан, кобальт. В нем содержится: вольфрама – 85%, титана – 5%, кобальта -10%.
Т14К8 – имеет такой же состав элементов. Но отличается их процентное содержание: вольфрам – составляет 78%, титан -14%, кобальт – 8%.
ТТ7К12 – в его состав входят четыре основных металла: вольфрам, титан, тантал, кобальт. Вольфрам – 81%, кобальт – 12%, остальное приходится на сплав двух оставшихся металлов.
Современные технологии позволили разработать уникальные соединения с добавлением таких элементов, как никель и молибден. Например, КТС-1 или ТН-20.
5. При работе нельзя держать заготовку руками, ее надежно закрепляют в тисках. Нельзя допускать образования длинных витых стружек: они могут поранить лицо или руки. Сверлить надо с небольшими перерывами, своевременно удаляя стружки щеткой-сметкой. Не разрешается прикасаться руками к вращающимся частям станка и тормозить руками шпиндель. Менять сверло или заготовку можно только после полной остановки станка.
Билет №7
1.
Механические приборы — линейки, штангенциркули, пружинные приборы, микрометрические и т. п. Как правило, механические приборы и инструменты отличаются простотой, высокой надежностью измерений, однако имеют сравнительно невысокую точность и производительность контроля. При измерениях необходимо соблюдать принцип Аббе (компараторный принцип), согласно которому необходимо, чтобы на одной прямой линии располагались ось шкалы прибора и контролируемый размер проверяемой детали, т. е. линия измерения должна являться продолжением линии шкалы. Если этот принцип не выдерживается, то перекос и непараллельность направляющих измерительного прибора вызывают значительные погрешности измерения.
Оптические приборы — окулярные микрометры, измерительные микроскопы, коллимационные и пружинно-оптические приборы, проекторы, интерференционные средства и т. д. При помощи оптических приборов достигается наивысшая точность измерений. Однако приборы этого вида сложны, их настройка и измерение требуют больших затрат времени, они дороги и часто не обладают высокой надежностью и долговечностью.
Пневматические приборы — длинномеры. Этот вид приборов используется в основном для измерений наружных и внутренних размеров, отклонений формы поверхностей (в том числе внутренних), конусов и т. п. Пневматические приборы имеют высокую точность и быстродействие. Ряд измерительных задач, например точные измерения в отверстиях малого диаметра, решается только приборами пневматического типа. Однако приборы этого вида чаще всего требуют индивидуальной тарировки шкалы с использованием эталонов.
Электрические приборы. Они получают все большее распространение в автоматической контрольно-измерительной аппаратуре. Перспективность приборов обусловлена, их быстродействием, возможностью документирования результатов измерений, удобством управления.
2.
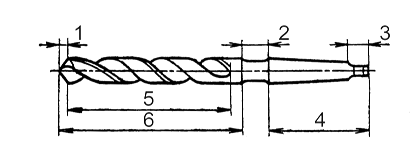
Спиральное сверло, состоит из рабочей части 6, шейки 2, хвостовика 4 и лапки 3. В рабочей части 6 различают режущую 1 и направляющую 5 части с винтовыми канавками. Шейка 2 соединяет рабочую часть сверла с хвостовиком. Хвостовик 4 необходим для установки сверла в шпинделе станка. Лапка 3 служит упором при выбивании сверла из отверстия шпинделя.
Точность и шероховатость поверхности, получаемые при сверлении
Диаметр отверстия при сверлении получается несколько больше диаметра сверла. Это объясняется тем, что сверло уводит в сторону от оси отверстия даже при незначительных неправильностях, допущенных при заточке сверла и его установке на станке, а также при неравномерной твердости обрабатываемого материала.
Отверстие в металле, выполненное с помощью качественного сверла позволяет получить требуемые технические характеристики готового изделия. Точность выполнения такой операции во многом определяет угол заточки сверла по металлу.

3.См Билет №1.
4. Эбонит - получают путем смешения натурального каучука и серы. Эту смесь нагревают (вулканизируют) и получают твердое вещество темного цвета, которое обладает целым рядом несомненных достоинств. Среди этих достоинств следует выделить значительную химическую стойкость, прекрасные диэлектрические характеристики, возможность с легкостью поддаваться механической обработке, высокие электроизоляционные характеристики.
К текстолитам относятся слоистые пластики, состоящие из тканевой основы, пропитанной фенолформальдегидной смолой и прошедшей процедуру горячего прессования. Чаще всего для производства текстолита используются хлопчатобумажные ткани, например, шифон, бязь, миткаль, бельтинг.
Гетинакс - слоистый пластик, электроизоляционный материал, который состоит из бакелитовой бумаги, пропитанной резольными смолами. Изготавливается методом горячей прессовки при температурном режиме не ниже 130 градусов. Устойчивый к высоким температурам, используется в диапазоне от -60 до +100 ºС.
5. Правила техники безопасности при зенкеровании, зенковании и развертывании отверстий
надев спецодежду, волосы тщательно заправить под берет
расположить инструменты и заготовки в определенном установленном порядке на тумбочку или специальном приспособлении, убрать все лишнее
проверить исправную работу станка на холостом ходу
не оставлять ключа в сверлильном патроне после смены режущего инструмента
не браться за вращающийся режущий инструмент и шпиндель
не вынимать рукой сломанных режущих инструментов из отверстия, пользоваться для этого специальными приспособлениями
постоянно следить за исправностью режущего инструмента и устройств для крепления заготовок и инструмента
не передавать и не принимать каких-либо предметов через работающий станок
не работать на станке в рукавицах
не оставлять работающий станок без присмотра.
Билет №8
1.
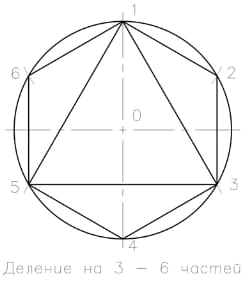
Для деления окружности на 3, 6 и кратное им количество частей, проводим окружность заданного радиуса и соответствующие оси. Деление можно начинать от точки пересечения горизонтальной или вертикальной оси с окружностью. Заданный радиус окружности последовательно откладывается 6-ть раз. Затем полученные точки на окружности последовательно соединяются прямыми линиями и образуют правильный вписанный шести-угольник. Соединение точек через одну даёт равносторонний треугольник, и деление окружности на три равные части.

Построение правильного пятиугольника выполняется следующим образом. Проводим две взаимно перпендикулярные оси окружности равные диаметру окружности. Делим правую половину горизонтального диаметра пополам с помощью дуги R1. Из полученной точки "а" в середине этого отрезка радиусом R2 проводим дугу окружности до пересечения с горизонтальным диаметром в точке "b". Радиусом R3 из точки "1" проводят дугу окружности до пересечения с заданной окружностью (т.5) и получают сторону правильного пятиугольника. Расстояние "b-О" даёт сторону правильного десятиугольника.
2.См Билет №1.
3.
Номинал.
размер, мм
|
r3
|
r4
|
r5
|
r6
|
r7
|
r8
|
r9
|
r10
|
Предельные отклонения, мм
|
До 3 включ.
|
+0.012
+0.01
|
+0.013
+0.01
|
+0.014
+0.01
|
+0.016
+0.01
|
+0.02
+0.01
|
+0.024
+0.01
|
+0.035
+0.01
|
+0.05
+0.01
|
Св. 3 до 6
|
+0.0175
+0.015
|
+0.019
+0.015
|
+0.02
+0.015
|
+0.023
+0.015
|
+0.027
+0.015
|
+0.033
+0.015
|
+0.045
+0.015
|
+0.063
+0.015
|
Св. 6 до 10
|
+0.0215
+0.019
|
+0.023
+0.019
|
+0.025
+0.019
|
+0.028
+0.019
|
+0.034
+0.019
|
+0.041
+0.019
|
+0.055
+0.019
|
+0.077
+0.019
|
Св. 10 до 18
|
+0.026
+0.023
|
+0.028
+0.023
|
+0.031
+0.023
|
+0.034
+0.023
|
+0.041
+0.023
|
+0.05
+0.023
|
+0.066
+0.023
|
+0.093
+0.023
|
Св. 18 до 30
|
+0.032
+0.028
|
+0.034
+0.028
|
+0.037
+0.028
|
+0.041
+0.028
|
+0.049
+0.028
|
+0.061
+0.028
|
+0.08
+0.028
|
+0.112
+0.028
|
Св. 30 до 50
|
+0.038
+0.034
|
+0.041
+0.034
|
+0.045
+0.034
|
+0.05
+0.034
|
+0.059
+0.034
|
+0.073
+0.034
|
+0.096
+0.034
|
+0.134
+0.034
|
Св. 50 до 65
|
|
+0.049
+0.041
|
+0.054
+0.041
|
+0.06
+0.041
|
+0.071
+0.041
|
+0.087
+0.041
|
|
|
Св. 65 до 80
|
|
+0.051
+0.043
|
+0.056
+0.043
|
+0.062
+0.043
|
+0.073
+0.043
|
+0.089
+0.043
|
|
|
Св. 80 до 100
|
|
+0.061
+0.051
|
+0.066
+0.051
|
+0.073
+0.051
|
+0.086
+0.051
|
+0.105
+0.051
|
|
| |
|
|
 Скачать 1.67 Mb.
Скачать 1.67 Mb.