Приложение
Таблица 1 - Форма технологического процесса сборки-сварки изделия
№
операции
|
Наименование и краткое содержание операции
|
Оборудование и инструмент для сборки и сварки
|
1
|
Зачистка. Основной металл очищают от ржавчины, масла, влаги, рыхлого слоя окалины. Допускается зачистка не всей поверхности свариваемых деталей, а только части поверхности кромок шириной 30–40 мм. Особенно тщательно зачитают торцы свариваемых кромок.
|
Для удаления масел применяют ветошь.
Дробометную машину.
|
2
|
Правка. Правку листовой стали производят в холодном состоянии.
При этом устраняют общие и местные неровности, волнистость кромок, саблевидность.
Правку мелких листовых деталей после резки на гильотинных или пресс-ножницах выполняют на листе металла 25–30 мм.
Детали раскладывают в один слой, и лист с деталями пропускают между валками листоправильной машины до полного выправления металла.
|
Четырехвалковая правильно – гибочной машине Х2М-С-600 (Чехословакия). Листоправильная машина.
|
3
|
Разметка. Разметкой называют процесс вычеркивания детали на материале в натуральную величину с нанесением линей сгибов, вырезов и центров отверстий. При заготовке нескольких одинаковых деталей их размечают по шаблону с допуском на резку.
|
Мерительный инструмент.
|
4
|
Резка. Для холодной резки прокатной стали преимущественно применяют гильотинные, уголковые и сортовые ножницы для резки балок и швеллеров, снабженные различными приспособлениями. Широко применяют
кислородную и плазменную резку. Кислородную резку следует выполнять механизированными способами-автоматами и переносными полуавтоматами.
Так как подкрановая балка является ответственной несущей конструкцией, высота неровностей реза после машинной газовой резки должна быть не более 0,3 мм, в противном случае необходимы продольные кромки балки строгать на кромкострогальном станке модели НВ Фирмы «Вагнер», ФРГ.
|
Кромкострогальный станок модели НВ Фирмы «Вагнер», ФРГ. Гильотинные, уголковые и сортовые ножницы.
|
5
|
Подготовка кромок под сварку. Подготовка кромок состоит в ровной обрезке и разделке их по определенной
форме в зависимости от толщины металла.
Для разделки кромок используют механическую обработку: токарную,
строгание, фрезерование, обрезку на гильотинных ножницах.
Зачистку кромок выполняют механическими способами: пескоструйным,
дробеструйным, металлическими щетками, абразивными кругами или
химическим способом.
|
Токарные,
строгальные, фрезеровочные станки. Обрезку на гильотинных ножницах.
|
6
|
Сборка. Сборка сварной конструкции заключается в размещении ее элементов в порядке технологической карты и предварительном скреплении их между собой с помощью приспособлений и наложений прихваток.
От качества сборки в значительной степени зависит качества сварной конструкции.
|
1. клинья;
2. упоры из листов и угловых профилей;
3. угловая сталь на прихватках с болтом;
4. скобы;
5. струбцина
|
7
|
Сварка. Это наиболее производительный способ электродуговой сварки; его применяют для прямолинейных стыковых швов длиной более 500 мм, продольных и кольцевых швов листовых конструкций и угловых швов длиной более Зм. Сварку производят голой электродной проволокой. Место сварного шва покрывают ровным слоем флюса толщиной 30–40 мм.
|
Для сварки используется проволока марки Св08Г2СА и флюс марки АН-348, ОСЦ-45, А348АМ.
Сварочный выпрямитель типа ВКС-500–1. Трактор ТС-32.
|
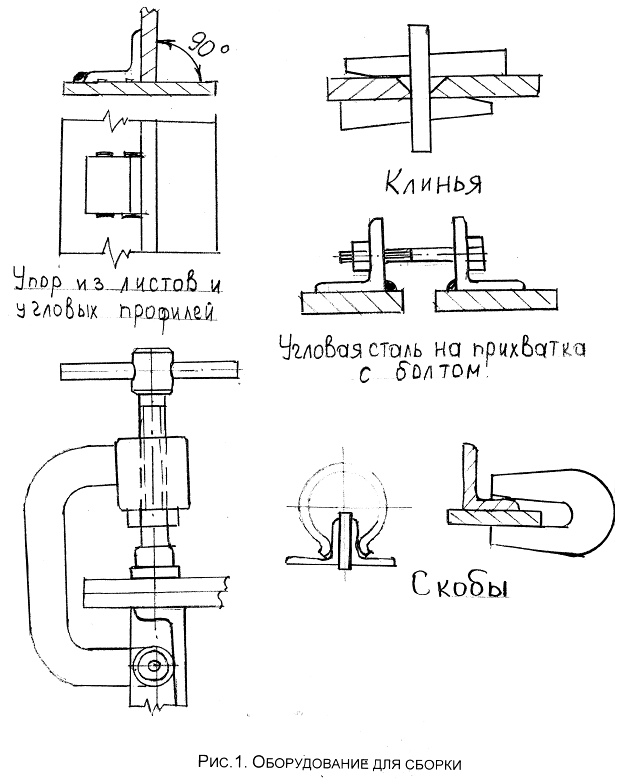
Рис.1 Оборудование для сборки
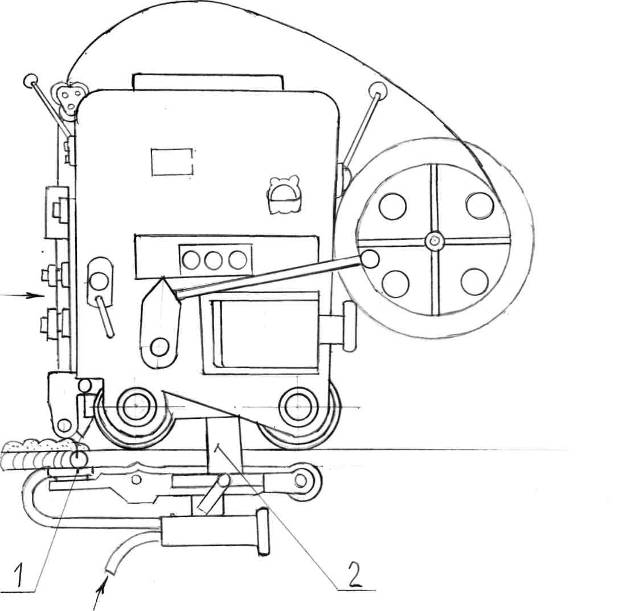
Рис. 2 Трактор ТС-32
Формирующий медный ползун;
Нож;
Сборочная гребенка, удаляемая по мере перемещения трактора.
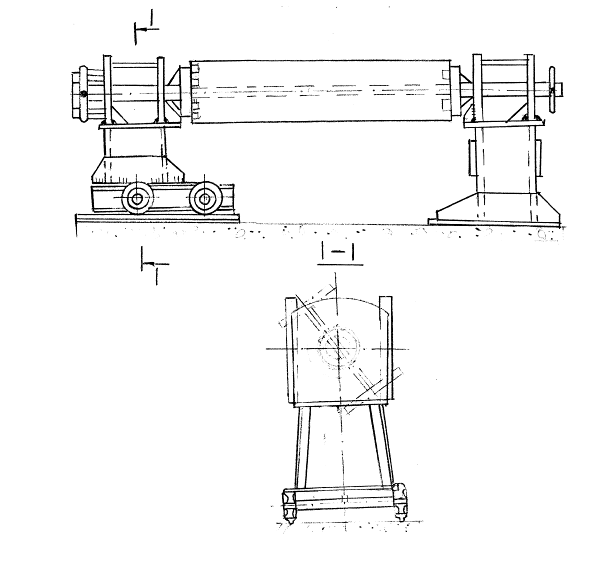
Рис. 3 Кантователь для сварки конструкции
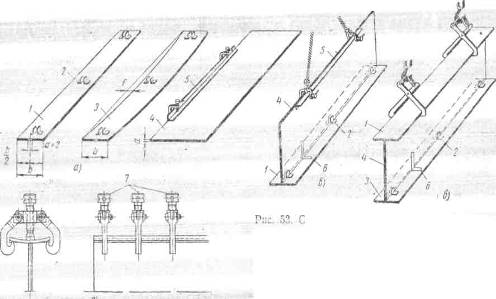
Рис. 4. Сборка двутавровой сварной балки по разметке:
а – отдельные листовые детали, подготовленные к сборке;
б – сборка стенки с первой полкой;
в - сборка стенки со второй полкой;
г – установка кассет в местах в местах расположения монтажных отверстий;
1,3,4 – листы элементов балки;
2 – коротыши из уголков;
5 – временный уголок жесткости;
6 – слесарный угольник;
7 – кассеты.
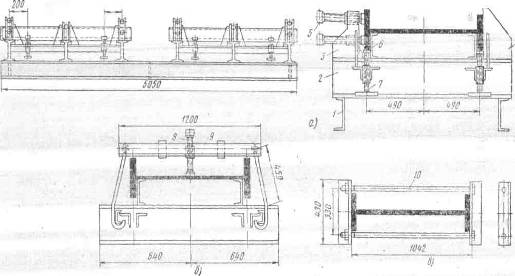
Рис. 5. Сборочный кондуктор для балок постоянного сечения:
1 – рама; 2 – поперечные балки, 3,4 – упоры, 5 – прижимные болты,
(У – продольные швеллеры); 7 – поддерживающие винты,
8-прижимные винты, 9–съемные траверсы, 10 – хомуты
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ
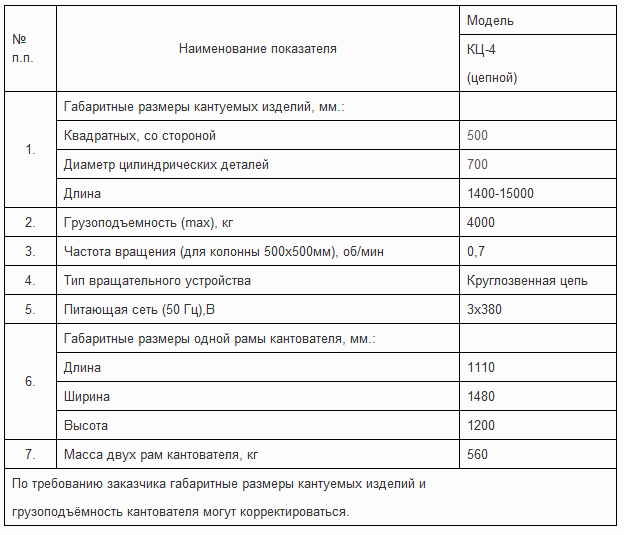
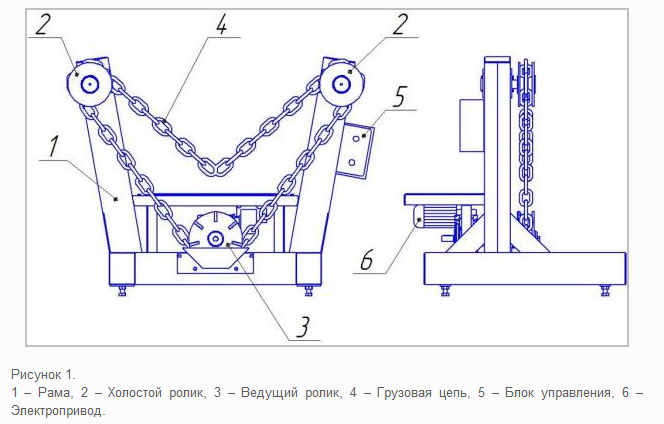
Рис.6. Кантователь цепной. 1 – Рама, 2 – Холостой ролик, 3 – Ведущий ролик, 4 – Грузовая цепь, 5 – Блок управления , 6 – Электропривод.
Таблица 3.1
Расчёт годового полезного фонда времени работы одного работника.
Категория времени и процент потерь
|
Расчёт времени
|
1
|
2
|
1. Календарный фонд рабочего времени в течении года
|
365*8=2920 час
|
2. Потери рабочего времени, связанные с выходными и праздничными днями
|
118*8=944 час
|
3. Потери рабочего времени, связанные с сокращёнными предпраздничными днями.
|
6*1=6 час
|
4. Режимный фонд рабочего времени.
|
2920-944-6=1970 час
|
5. Очередной отпуск.
|
24*8=192 час
|
6. Фонд времени, возможный к использованию.
|
1970-192=1778 час
|
7. Потери рабочего времени по причинам:
а) болезни -0,6%;
б) отпуск на учёбу -0.25%;
в) выполнение государственных обязанностей -0,3%;
г) отпуск с разрешения администрации -0,25%.
|
1778*0.006=10,668 час
1778*0,0025=4,445 час
1778*0,003=5,334 час
1778*0,0025=4,445 час
|
8. Явочный фонд времени одного работника.
|
1778-10,668-4,445-5,334-4,445=1753,108 час
|
10. Эффективный полезный фонд рабочего времени одного работника.
|
1753,108час
|
Таблица 4.1
Тарифная ставка рабочих на сварку балки подкрановой
Операция
|
Квалифразряд
|
Тарифная ставка, руб
|
Трудоем-кость
Чел. Час.
|
Тарифная зар. Плата, руб.
|
Доплата за усл.труда, руб
|
Компенс.выплаты, руб.
|
Слесарь по котельным работам
|
3
|
573,0
|
1,644
|
942
|
18,8
|
235,5
|
Сварщик
|
5
|
674,0
|
1,9
|
1280,6
|
25,6
|
312,7
|
Всего
|
|
|
|
2222
|
44,4
|
548,2
|
Премия – 42,52%
|
|
|
|
944,3
|
18,8
|
|
Итого по
изделию
|
4
|
|
|
3778,2
|
Таблица 4.2
Стоимость материала при изготовлении конструкции
Наименование материалов
|
Единица измере ния
|
Количество
|
Цена по прейскуранту, руб
|
Общая стоимость, руб
|
Основные материалы
|
|
|
|
|
|
Лист 22х2000х6000
|
кг
|
1862
|
35631,00
|
66344,9
|
Лист 30х2000х6000
|
кг
|
2348
|
48588,00
|
114084,6
|
Лист 16х2000х6000
|
кг
|
1163
|
35337,00
|
41096,9
|
Итого основного материала
|
|
|
|
221526,4
|
Вспомогательные материалы
|
Флюс
|
кг
|
264,1
|
4885,70
|
1290,3
|
Проволока сварочная 1,6
Св-08Г2С
|
кг
|
131,2
|
49594,00
|
6506,7
|
Итого вспомогательного материала
|
|
|
|
7797,0
|
Всего
|
|
|
|
188268,4
| |
 Скачать 0.61 Mb.
Скачать 0.61 Mb.