выывывывыв. Введение Структурные характеристики данного тележка
 Скачать 0.51 Mb. Скачать 0.51 Mb.
|

|
Проверка испытание после ремонта Все проверочно-регулировочные работы на тележках производят под тарой вагона, на выверенном участке железнодорожного пути, состояние которого должно проверяться через каждые 6 месяцев. Выверенным участком железнодорожного пути считается путь длиной не менее 30м колеи 1520 мм, на котором допускается превышение одной рельсовой нитки по отношению к другой не более 1 мм и уклон не более 4мм. Зазоры между выступающими частями рамы и тележек вагона должны быть не менее 75мм по концам тележки и не менее 50мм в середине.  На вагонах постройки Германии с прямыми балками тележек зазоры по концам и в середине должны быть не менее 50мм. В тележках КВЗ-ЦНИИ типа I, II, зазор между надрессорной балкой и боковой продольной балкой рамы или приваренной к ней планкой должен быть не менее 20мм и не более 100мм под тарой вагона. В тележках КВЗ-ЦНИИ-М зазор между накладкой продольной балки рамы и опорным листом надрессорного бруса должен быть не менее 25мм и не более 115мм под тарой вагона. Разрешается перекос надрессорной балки по ширине не более 6мм в сторону увеличения этого зазора (измерять необходимо в середине пружины). Зазор между рамой тележки и потолком буксы должен быть у тележек типа КВЗ-ЦНИИ тип I и КВЗ-ЦНИИ-М не менее 64мм под тарой вагона, у тележек КВЗ-ЦНИИ тип II не менее 56мм под тарой вагона. На вагонах постройки Германии с прямыми балками тележек зазоры по концам и в середине должны быть не менее 50мм. В тележках КВЗ-ЦНИИ типа I, II, зазор между надрессорной балкой и боковой продольной балкой рамы или приваренной к ней планкой должен быть не менее 20мм и не более 100мм под тарой вагона. В тележках КВЗ-ЦНИИ-М зазор между накладкой продольной балки рамы и опорным листом надрессорного бруса должен быть не менее 25мм и не более 115мм под тарой вагона. Разрешается перекос надрессорной балки по ширине не более 6мм в сторону увеличения этого зазора (измерять необходимо в середине пружины). Зазор между рамой тележки и потолком буксы должен быть у тележек типа КВЗ-ЦНИИ тип I и КВЗ-ЦНИИ-М не менее 64мм под тарой вагона, у тележек КВЗ-ЦНИИ тип II не менее 56мм под тарой вагона. Разница высот надбуксовых пружин одной буксы допускается не более 3мм для тележек типа ЦМВ и не более 4мм для тележек КВЗ-ЦНИИ тип I, II, КВЗ-ЦНИИ-М. Зазор между крылом буксы и опорным кольцом под пружины для тележек всех типов должен быть не менее 5мм. Суммарный зазор между торцовыми скользунами надрессорной балки и скользунами продольных балок рамы тележки должен быть 70+- 5мм. Разность высот концов рамы тележки от головок рельсов поперек вагона должна быть не более 10мм и вдоль вагона не более 15мм. Разность высот секций в эллиптической рессоре под вагоном допускается не более 10мм. У собранных тележек КВЗ-ЦНИИ типов I и II, КВЗ-ЦНИИ-М, после подкатки под вагон проверяют и регулируют зазор между подпятником тележки и пятником вагона. Этот зазор должен быть не более 16 мм. Регулируют этот зазор регулировочными прокладками, укладываемыми под съемные скользуны тележки, при этом скользуны должны быть опущены в коробке не менее чем на 17мм. После проверки высоты автосцепок на вагоне проверяют правильность установки предохранительных стержней тележки КВЗ-ЦНИИ типа I. При установке предохранительных стержней необходимо следить за тем, чтобы после шплинтования гаек остался зазор от 1 до 4мм между набором опорных шайб и сферой дна поддона. Для этого следует завинтить гайки предохранительных стержней до соприкосновения (без натяжения) опорных шайб с дном поддона, затем соответственно отпустить эти гайки и зашплинтовать. Проверяют правильность установки продольных поводков, которую осуществляют под тарой вагона в соответствии с документом «Вагоны пассажирские. Поводок тележки. Руководство по эксплуатации» НТ-0200РЭ. Правильная установка поводков должна обеспечивать длину поводка, соответствующую расстоянию между осями кронштейнов крепления поводка.  Проверяют смазку и надежность затяжки резьбовых соединений поводка. Контролируют положение надрессорной балки и установку гидравлических гасителей колебаний и одновременно регулируют поводки. При регулировании положения надрессорной балки необходимо, чтобы зазор был не менее 5мм, а суммарный - не более 20мм. Суммарный зазор должен быть 85±5мм. Зазор должен регулироваться путем подбора по толщине накладок, привариваемых на продольных балках рамы тележки. При установке гидравлических гасителей колебаний необходимо отрегулировать боковые зазоры, которые должны быть не менее 7мм. Проверяют смазку и надежность затяжки резьбовых соединений поводка. Контролируют положение надрессорной балки и установку гидравлических гасителей колебаний и одновременно регулируют поводки. При регулировании положения надрессорной балки необходимо, чтобы зазор был не менее 5мм, а суммарный - не более 20мм. Суммарный зазор должен быть 85±5мм. Зазор должен регулироваться путем подбора по толщине накладок, привариваемых на продольных балках рамы тележки. При установке гидравлических гасителей колебаний необходимо отрегулировать боковые зазоры, которые должны быть не менее 7мм. Оборудование для проверки и испытания тележки пассажирского вагона (Таблица 3.1) Таблица 3.1
  4. Проект технологического устройства ММ738 4. Проект технологического устройства ММ738Кантователь балки надрессорной центрального подвешивания тележек КВЗ-ЦНИИ. Кантователь балки надрессорной центрального подвешивания тележек КВЗ-ЦНИИ предназначен для поворота балки центрального подвешивания тележек КВЗ-ЦНИИ на 360° с целью осмотра и ремонта. Характеристика таблица 4.1
 Охрана труда Охрана трудаПравильная организация ремонта тележек должна обеспечить безопасное выполнение всех работ. Это достигается за счет применеия на всех этапах ремонта исправных средств механизации и технологической оснастки, а также строгого соблюдения требований техники безопасности. Бригады и работники тележечных отделений проходят периодические инструктажи по безопасным методам работы и своевременно сдают испытания в знании инструкций по технике безопасности и производственной санитарии. Подкатка и выкатка тележек из под вагона производиться под руководством мастера или бригадира. Расстояние между тележкой и выступающими частями рамы и другого оборудования поднятого вагона должно обеспечить свободную подкатку и выкатку тележек. Транспортировка тележек должна быть механизирована. При по-дкатке и выкатке тележек не допускается находиться на тележке и на пути ее перемещения, а также размещать детали вагонов в непосредственной близости от перемещаемой тележки. После установки тележек на путях следует подклинить колесные пары с обеих сторон. Работы по разборке, сборке и перемещению литых деталей тележек должны выполняться с помощью стендов - кантователей, грузоподъемных механизмов или специального оборудования. Оборудование перед началом работ должно быть осмотрено. При этом обращают особое внимание на исправность захватов, зажимов и предохранительных устройств. Грузоподъемные краны, захваты, чалочные приспособления не разрешается применять, если истек срок их службы до очередного освидетельствования. Нагрев заклепок фрикционных планок должен производиться на электрогорнах. Перебрасывания нагретых заклепок не допускается. Устанавливать заклепки следует с применением гидравлических скоб. При работе с феррозондовыми, вихретоковыми и магнитопорошковыми дефектоскопами следует пользоваться соответствующими руководствами по их правильной и безопасной эксплуатации. Переносные светильник должны иметь напряжение не более 36 В. В тележечном отделении на видном месте должна быть вывешена инструкция по технике безопасности. Охрана труда - это система законодательных, социально-экономических лечебно-профилактических, санитарно-гигиенических мероприятий по созданию условий, обеспечивающих безопасность, сохранение здоровья и жизни человека в процессе труда.  Государственное управление охранной труда осуществляется непос-редственно Российской Федерацией или по его поручению федеральным органам исполнительной власти по труду или другими федеральными организациями. На железнодорожном транспорте - ОАО «Российские Железные Дороги.» Государственное управление охранной труда осуществляется непос-редственно Российской Федерацией или по его поручению федеральным органам исполнительной власти по труду или другими федеральными организациями. На железнодорожном транспорте - ОАО «Российские Железные Дороги.»В целях контроля за соблюдением требований охраны труда в каждой организации создаётся служба охраны или имеется должность специалиста по охране труда. Основными направлениями государственной политики в области охраны труда являются: обеспечение приоритета сохранения жизни и здоровья работников; принятие законов и других нормативных актов об охране труда; государственное управление охраной труда; государственный контроль и надзор за соблюдением требований охраны труда; учёт и расследование несчастных случаев; защита законных интересов работников; финансирование мероприятий по улучшению условий труда. Работодатель обязан обеспечить: . безопасность работников при эксплуатации сооружений, оборудования, инструментов; . условия, труда на рабочем месте, которые соответствуют нормам охраны труда; . режим труда и отдыха работников; . применение средств индивидуальной защиты; . обеспечивать спецодеждой и средствами индивидуальной защиты; . обучение безопасным методам работы; . проведение инструктажа и медосмотров . наличие нормативных правовых актов по требованиям которых содержат основы охраны труда. В свою очередь каждый работник имеет право на: . обеспечение средствами индивидуальными средствами защиты . обязательное страхование от несчастных случаев; . отказ от выполнения работ от возникновения опасных для его здоровья и жизни; . рабочее место, которое соответствует требованиям охраны труда . обучение безопасным методам труда за счёт средств работодателя; . обращение в органы государственной власти или к работодателю по вопросам охраны труда;  . компенсации установленные законом и коллективным договором. . компенсации установленные законом и коллективным договором.Охраной труда предусмотрено ограничение применения труда женщин и лиц в возрасте до 18 лет на тяжёлые работы и работы с вредными и опасными производствами. Так же существуют следующие виды инструктажей: | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||

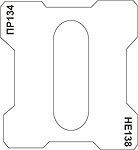


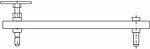
 Приспособление для измерения величины износа центральных скользунов при ремонте соединительных балок 4-х-осных тележек
Приспособление для измерения величины износа центральных скользунов при ремонте соединительных балок 4-х-осных тележек