Введение Важнейшие проблемы народного хозяйства России Улучшение качественных характеристик
 Скачать 3.48 Mb. Скачать 3.48 Mb.
|

|
Литье под давлением Литьем под давлением получают отливки в металлических формах (пресс-формах), при этом заливку металла в форму и формирование отливки осуществляют под давлением. Отливки получают на машины литья под давлением с холодной или горячей камерой прессования. В машинах с холодной камерой прессования камеры прессования располагаются либо горизонтально, либо вертикально. На машинах с горизонтальной холодной камерой прессования (рис. 43) расплавленный металл заливают в камеру прессования 4 (рис. 43.а). Затем металл плунжером 5, под давлением 40…100 МПа, подается в полость пресс-формы (рис.43.б), состоящей из неподвижной 3 и подвижной 1 полуформ. Внутреннюю полость в отливке получают стержнем 2. После затвердевания отливки пресс-форма раскрывается, стержень 2 извлекается (рис. 43.в) и отливка 7 выталкивателями 6 удаляется из рабочей полости пресс-формы. 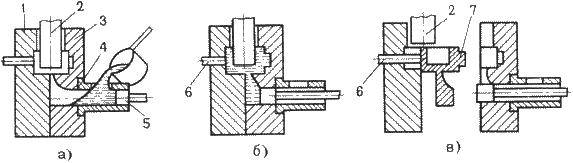 Рис.43. Технологические операции изготовления отливок на машинах с горизонтальной холодной камерой прессования Перед заливкой пресс-форму нагревают до 120…320 0C. После удаления отливки рабочую поверхность пресс-формы обдувают воздухом и смазывают специальными материалами для предупреждения приваривания отливки. Воздух и газы удаляются через каналы, расположенные в плоскости разъема пресс-формы или вакуумированием рабочей полости перед заливкой металла. Такие машины применяют для изготовления отливок из медных, алюминиевых, магниевых и цинковых сплавов массой до 45 кг. На машинах с горячей камерой прессования (рис. 44) камера прессования 2 расположена в обогреваемом тигле 1 с расплавленным металлом. При верхнем положении плунжера 3 металл через отверстие 4 заполняет камеру прессования. При движении плунжера вниз отверстие перекрывается, сплав под давлением 10…30 МПа заполняет полость пресс-формы 5. После затвердевания отливки плунжер возвращается в исходное положение, остатки расплавленного металла сливаются в камеру прессования, а отливка удаляется из пресс-формы выталкивателями 6. Получают отливки из цинковых и магниевых сплавов массой от нескольких граммов до 25 кг. 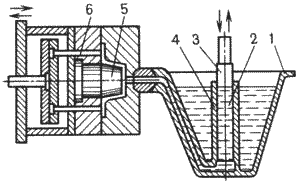 Рис.44. Схема изготовления отливки на машинах с горячей камерой прессования При литье под давлением температура заливки сплава выбирается на 10…20 0C выше температуры плавления. Литье под давлением используют в массовом и крупносерийном производствах отливок с минимальной толщиной стенок 0,8 мм, с высокой точностью размеров и малой шероховатостью поверхности, за счет тщательного полирования рабочей полости пресс-формы, без механической обработки или с минимальными припусками, с высокой производительностью процесса. Недостатки: высокая стоимость пресс-формы и оборудования, ограниченность габаритных размеров и массы отливок, наличие воздушной пористости в массивных частях отливки. Изготовление отливок электрошлаковым литьем Сущность процесса электрошлакового литья заключается в переплаве расходуемого электрода в водоохлаждаемой металлической форме (кристаллизаторе). При этом операции расплавления металла, его заливка и выдержка отливки в форме совмещены по месту и времени. Схема изготовления отливок электрошлаковым литьем представлена на рис. 45. 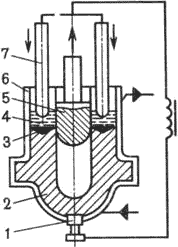 Рис. 45. Схема изготовления отливок электрошлаковым литьем В качестве расходуемого электрода используется прокат. В кристаллизатор 6 заливают расплавленный шлак 4 (фторид кальция или смесь на его основе), обладающий высоким электро- сопротивлением. При пропускании тока через электрод 7 и затравку 1 выделяется значительное количество теплоты, и шлаковые ванна нагревается до 1700 ?C, происходит оплавление электрода. Капли расплавленного металла проходят через расплавленный шлак и образуют под ним металлическую ванну 3. Она в водоохлаждаемой форме затвердевает последовательно, образуя плотную без усадочных дефектов отливку 2. Внутренняя полость образуется металлической вставкой 5. Расплавленный шлак способствует удалению кислорода, снижению содержания серы и неметаллических включений, поэтому получают отливки с высокими механическими и эксплуатационными свойствами. Изготавливаются отливки ответственного назначения массой до 300 тонн: корпуса клапанов и задвижек атомных и тепловых электростанций, коленчатые валы судовых двигателей, корпуса сосудов сверхвысокого давления, ротора турбогенераторов. Изготовление отливок непрерывным литьем При непрерывном литье (рис. 46) расплавленный металл из металлоприемника 1 через графитовую насадку 2 поступает в водоохлаждаемый кристаллизатор 3 и затвердевает в виде отливки 4, которая вытягивается специальным устройством 5. Длинные отливки разрезают на заготовки требуемой длины. Используют при получении отливок с параллельными образующими из чугуна, медных, алюминиевых сплавов. Отливки не имеют неметаллических включений, усадочных раковин и пористости, благодаря созданию направленного затвердевания отливок. 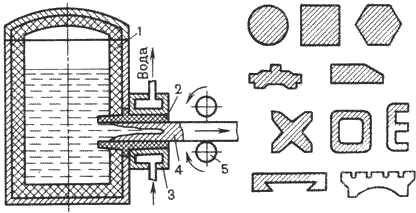 Рис. 46. Схема непрерывного литья (а) и разновидности получаемых отливок (б) Способы обработки металлов давлением Обработкой давлением называются процессы получения заготовок или деталей машин силовым воздействием инструмента на исходную заготовку из исходного материала. Пластическое деформирование при обработке давлением, состоящее в преобразовании заготовки простой формы в деталь более сложной формы того же объема, относится к малоотходной технологии. Обработкой давлением получают не только заданную форму и размеры, но и обеспечивают требуемое качество металла, надежность работы изделия. Высокая производительность обработки давлением, низкая себестоимость и высокое качество продукции привели к широкому применению этих процессов. Классификация процессов обработки давлением Пластическое деформирование в обработке металлов давлением осуществляется при различных схемах напряженного и деформированного состояний, при этом исходная заготовка может быть объемным телом, прутком, листом. По назначению процессы обработки металлов давлением группируют следующим образом: – для получения изделий постоянного поперечного сечения по длине (прутков, проволоки, лент, листов), применяемых в строительных конструкциях или в качестве заготовок для последующего изготовления деталей – прокатка, волочение, прессование; – для получения деталей или заготовок, имеющих формы и размеры, приближенные к размерам и формам готовых деталей, требующих механической обработки для придания им окончательных размеров и заданного качества поверхности – ковка, штамповка. Основными схемами деформирования объемной заготовки являются: – сжатие между плоскостями инструмента – ковка; – ротационное обжатие вращающимися валками – прокатка; – затекание металла в полость инструмента – штамповка; – выдавливание металла из полости инструмента – прессование; – вытягивание металла из полости инструмента – волочение. Характер пластической деформации зависит от соотношения процессов упрочнения и разупрочнения. Губкиным С.И. предложено различать виды деформации и, соответственно, виды обработки давлением. Горячая деформация – деформация, после которой металл не получает упрочнения. Рекристаллизация успевает пройти полностью, новые равноосные зерна полностью заменяют деформированные зерна, искажения кристаллической решетки отсутствуют. Деформация имеет место при температурах выше температуры начала рекристаллизации. Неполная горячая деформация характеризуется незавершенностью процесса рекристаллизации, которая не успевает закончиться, так как скорость ее недостаточна по сравнению со скоростью деформации. Часть зерен остается деформированными и металл упрочняется. Возникают значительные остаточные напряжения, которые могут привести к разрушению. Такая деформация наиболее вероятна при температуре, незначительно превышающей температуру начала рекристаллизации. Ее следует избегать при обработке давлением. При неполной холодной деформации рекристаллизация не происходит, но протекают процессы возврата. Температура деформации несколько выше температуры возврата, а скорость деформации меньше скорости возврата. Остаточные напряжения в значительной мере снимаются, интенсивность упрочнения снижается. При холодной деформации разупрочняющие процессы не происходят. Температура холодной деформации ниже температуры начала возврата. Холодная и горячая деформации не связаны с деформацией с нагревом или без нагрева, а зависят только от протекания процессов упрочнения и разупрочнения. Поэтому, например, деформация свинца, олова, кадмия и некоторых других металлов при комнатной температуре является с этой точки зрения горячей деформацией. Ковка Ковка – способ обработки давлением, при котором деформирование нагретого (реже холодного) металла осуществляется или многократными ударами молота или однократным давлением пресса. Формообразование при ковке происходит за счет пластического течения металла в направлениях, перпендикулярных к движению деформирующего инструмента. При свободной ковке течение металла ограничено частично, трением на контактной поверхности деформируемый металл – поверхность инструмента: бойков плоских или фигурных, подкладных штампов. Ковкой получают разнообразные поковки массой до 300 т. Первичной заготовкой для поковок являются:
Ковка может производиться в горячем и холодном состоянии. Холодной ковке поддаются драгоценные металлы – золото, серебро; а также медь. Технологический процесс холодной ковки состоит из двух чередующихся операций: деформации металла и рекристаллизационного отжига. В современных условиях холодная ковка встречается редко, в основном в ювелирном производстве. Горячая ковка применяется для изготовления различных изделий, а также инструментов: чеканов, зубил, молотков и т.п. Операции ковки Различают ковку предварительную и окончательную. Предварительная (или черновая) ковка представляет собой кузнечную операцию обработки слитка для подготовки его к дальнейшей деформации прокаткой, прессованием и т.п. Окончательная (чистовая ковка) охватывает все методы кузнечной обработки, с помощью которых изделию придают окончательную форму. Предварительные операции Биллетирование – превращение слитка в болванку или заготовку: включает сбивку ребер и устранение конусности. Обжатие при биллетировании составляет 5…20 %. Проковка слитка предназначена для обжатия металла в углах слитка с целью предварительного деформирования литой структуры – дендритов, которые имеют стыки в этих углах. Биллетирование способствует заварке воздушных пузырей и других подкорковых дефектов литой структуры, созданию пластичного поверхностного слоя металла, благоприятно влияющего на дальнейшую деформацию. После биллетирования производят обрубку донной части слитка. Рубка – применяется для отделения от основной заготовки негодных частей или для разделения заготовки на части. Рубка производится в холодном и горячем состоянии. В холодном состоянии рубят тонкие и узкие полосы и прутки сечением 15…20 мм. Более толстые заготовки нагревают. Схема рубки основана на действии деформирующей силы на малую площадь соприкосновения инструмента с заготовкой, а реакция этой силы со стороны нижней части распределена по большой поверхности заготовки, и пластической деформации здесь не возникает. 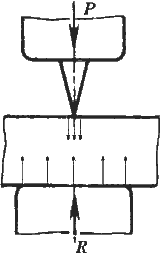 Рис. 47. Схема рубки В зависимости от габаритов и формы заготовок используют способы рубки:
Основные операции Осадка – операция обработки давлением, в результате которой уменьшается высота и одновременно увеличиваются поперечные размеры заготовок (рис. 41.а). Осадку применяют для получения формы поковки, с целью уменьшения глубины прошивки, для обеспечения соответствующего расположения волокон в будущей детали (при изготовлении шестерней обеспечивается повышенная прочность зубьев в результате радиального расположения волокон), как контрольную операцию (из-за значительной деформации по периметру на боковой поверхности вскрываются дефекты). При выполнении осадки требуется, чтобы инструмент перекрывал заготовку. Вследствие трения боковая поверхность осаживаемой заготовки приобретает бочкообразную форму, это характеризует неравномерность деформации. Повторяя осадку несколько раз с разных сторон, можно привести заготовку к первоначальной форме или близкой к ней, получив при этом более высокое качество металла и одинаковые его свойства по всем направлениям. 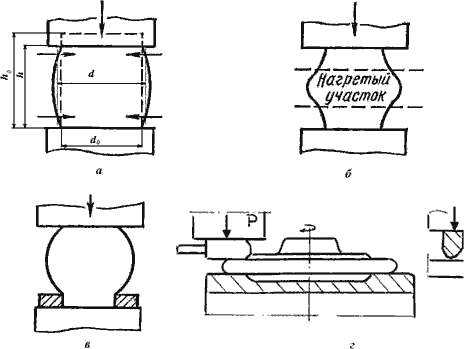 Рис.48. Схемы осадки и ее разновидностей Средний диаметр заготовки определяется по формуле: Осадке подвергают заготовки, для которых высота не превышает 2,5…3 диаметра. В противном случае возможен или продольный изгиб заготовки, или образование седлообразности. Разновидностями осадки являются высадка и осадка разгонкой торца. Высадка – кузнечная операция, заключающаяся в деформировании части заготовки (концевой части или середины). Для проведения операции используют местный нагрев, например, в середине заготовки (рис. 48.б), или ограничивают деформацию на части заготовки кольцевым инструментом (рис. 48.в). Осадка разгонкой торца позволяет уменьшить высоту и увеличить площадь ренее осаженной заготовки (рис. 48.г). Локализация деформации позволяет уменьшить усилие осадки. Протяжка (вытяжка) – кузнечная операция, в результате которой происходит увеличение длины заготовки за счет уменьшения площади ее поперечного сечения. Протяжка не только изменяет форму заготовок, но и улучшает качество металла. Операция заключается в нанесении последовательных ударов и перемещении заготовки, при этом между бойками во время удара находится только часть заготовки. После каждого обжатия заготовка продвигается на величину, меньшую, чем длина бойка (рис.49.а). Протягивать можно плоскими (рис. 49.а) и вырезными (рис.49.б) бойками. Протяжка на плоских бойках может выполняться двумя способами. Первый способ. Протяжка выполняется по всей длине слитка или заготовки вначале с одной стороны, а после кантовки на 90 0 – с другой стороны и т.д. Большие по длине поковки могут изгибаться в бойках концами вниз. Чтобы исправить изгиб, поковки кантуют сначала на 180 0 , а потом на 90 0. 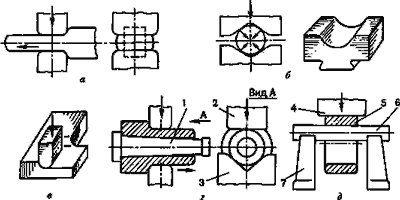 Рис. 49. Схемы протяжки и ее разновидностей Второй способ. Поочередная протяжка на плоских бойках (по винтовой линии) – после каждого обжатия следует кантовка на 90 в одну и ту же сторону, после каждых четырех обжатий следует подача. Способ более трудоемкий, применяется при ковке твердых инструментальных сталей. При протяжке на плоских бойках в центре изделия могут возникнуть (особенно при проковке круглого сечения) значительные растягивающие напряжения, которые приводят к образованию осевых трещин. Протяжка в вырезных бойках или в комбинации плоских бойков с вырезными используется при ковке легированных сталей с пониженной пластичностью. Благодаря боковому давлению, создаваемому жесткими стенками инструмента повышаются сжимающие напряжения, увеличивается пластичность металла. Получают поковки более точные по форме и размерам. Возрастает скорость протяжки. При протяжке с круга на круг в вырезных бойках, силы, направленные с четырех сторон к осевой линии заготовки, способствуют более равномерному течению металла и устранению возможности возникновения осевых трещин. Разновидностями протяжки являются разгонка, протяжка с оправкой, раскатка на оправке. Разгонка (расплющивание) – операция увеличения ширины части заготовки за счет уменьшения ее толщины (рис. 49.в). Операция выполняется за счет перемещения инструмента в направлении, перпендикулярном оси заготовки. Протяжка на оправке – операция увеличения длины пустотелой заготовки за счет уменьшения толщины ее стенки и уменьшения наружного диаметра (рис.49.г). Протяжку выполняют в вырезных бойках (или нижнем вырезном 3 и верхнем плоском 2) на слегка конической оправке 1. Протягивают в одном направлении – к расширяющемуся концу оправки, что облегчает ее удаление из поковки. Оправку предварительно нагревают до температуры 160…200 0 С. |