дипломная. диплом. Общий раздел 1 Описание конструкции детали
 Скачать 0.61 Mb. Скачать 0.61 Mb.
|

 Общий раздел 1.1 Описание конструкции детали Деталь «Шестерня» 1222-1701363-А входит в задний редуктор трактора МТЗ 50. Задний редуктор служит для изменения направлени, передачи крутящего момента от коробки переключения передач на полуоси и распределения крутящего момента между полуосями. Деталь служит для передачи крутящего момента от вала-шестерни на дифференциал. Конструкция детали представлена на рисунке 1.1. Отверстие И с эвольвентными шлицами 95×2×9H ГОСТ 6033-80 имеет 46 шлицев, центрирование по внутреннему диаметру и боковым поверхностям с точностью по 11 квалитету и шероховатостью Ra=3,2 мкм, служит для установки на вал и передачи крутящего момента на него от вала через шестерню. Правый торец В служит для упора детали как ограничитель для игольчатого подшипника. Поверхность имеет 14 квалитет точность и шероховатость Ra = 5 мкм. Левый торец Д служит опорной поверхностью для элементов синхранизатора. Поверхность имеет 14 квалитет точности и шероховатость Ra=20 мкм. Поверхность Л имеет 11 квалитет точности и шероховатость Ra=20 мкм. Фаски Е, Ж предназначены для предотвращения скалывания, удобства сборки. Поверхности имеют 14 квалитет точности и шероховатость Ra=20 мкм. Фаска К предназначена для предотвращения скалывания. Поверхность имеет 14 квалитет точности и шероховатость Ra=20 мкм. Канавка З служит для захода стопорного кольца во время переключения передач. Поверхность имеет 7 квалитет точности и шероховатость Ra=1,25 мкм. Деталь изготавливается из легированной стали 15ХГТН2ТА ГОСТ 4543-71. Химический состав и механические свойства приведение ниже в таблицах. Таблица 1.1 – Химический состав стали 15ХГН2ТА ГОСТ 4543-71 В процентах
Таблица 1.2 ‒ Механические свойства стали 15ХГН2ТА ГОСТ 4543-71.
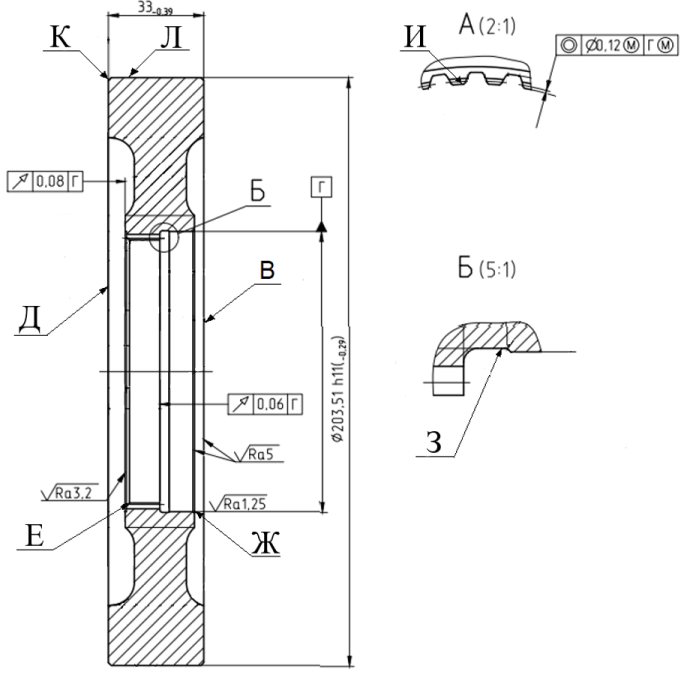 Рисунок 1.1 ‒ Шестерня 1222-1701363-А 2 Технологический раздел 2.1 Анализ конструкции детали на технологичность Анализ конструкции детали на технологичность проводится двумя методами: качественная оценка и количественная по методике, изложенной в литературе [10] Качественная оценка проводится по чертежу детали исходя из опыта проводящего анализ на технологичность конструкции в виде описания. Деталь «Шестерня» изготавливается из материала Сталь 15ХГН2ТА ГОСТ 4543-2016. Данная деталь подвергается закалке и изометрическому отжигу, для улучшения физико-механических свойств. Данный материал имеет высокую стоимость, так как имеет в своем составе легирующие элементы. По этому показателю деталь частично технологична. При работе в узле материал удовлетворяет поставленные требования к детали, материал хорошо подвергается таким нагрузкам, как: износ, истирание, изгиб. По данному показателю деталь технологична. Деталь состоит из таких простых геометрических форм как: цилиндричность, шлицевая и плоская поверхности. По данному показателю деталь технологична. Форма заготовки максимально приближена к форме готовой детали. По данному показателю деталь технологична. В детали черновые и чистовые технологические базы совпадают с конструкторской базой, за исключением черновой базы. По данному показателю деталь технологична. В детали не все элементы являются унифицированными. По этому показателю деталь является частично технологичной. Для данной детали применяем как стандартный, так и специальный режущий инструмент. По данному показателю деталь является частично технологичной. Требования к точности и шероховатости обоснованы. По данному показателю деталь технологична. В конструкции детали имеются поверхности не подлежащие механической обработки. По этому показателю деталь технологична. Форма центрального отверстия сложная, с внутренним зубчатым венцом. По данному показателю деталь нетехнологична. Канавки для выхода инструмента имеют стандартные форму и размеры. По данному показателю деталь технологична. Деталь является средне-жесткой, что ограничивает режимы резания. По этому показателю деталь технологична. Проведя качественную оценку детали на технологичность приходим к выводу, что по большинству показателей деталь частично технологична. Проводим количественную оценку технологичности конструкции детали путём сравнения 4-х расчётных коэффициентов. Исходные данные для количественной оценки детали на технологичность сводим в таблицу 2.1. Таблица 2.1–Исходные данные для количественной оценки детали на технологичность
Коэффициент стандартизации KCT определяем по формуле:  , (2.1) , (2.1)где ДСТ- число стандартных размеров поверхностей детали, подлежащих обработке; Д- общее число размеров поверхностей детали, подлежащих обработке.  По данному показателю деталь нетехнологична. Коэффициент использования материала КИ.М. рассчитывается по формуле  , (2.2) , (2.2)где g – масса детали, кг; GM– норма расхода материала идущего на, идущего на заготовку с учётом потерь, кг.  , (2.3) , (2.3)где Gзаг– масса заготовки, кг; Gпот – масса потерь материала. GM=6,56+20%=7,872 кг  По данному показателю деталь нетехнологична Коэффициент точности КТЧ рассчитывается по формуле  , (2.4) , (2.4)где ТСР – средняя точность всех размеров поверхностей, подлежащих обработке рассчитываются по формуле  , (2.5) , (2.5)где Т1,2,3… - квалитет точности размера. В машиностроении точность не превышает 5-го квалитета; n1,2,3… - количество размеров соответствующего квалитета точности. Таблица 2.2 – Исходные данные для расчёта ТСР
  0,9 0,9По данному показателю деталь технологична. Коэффициент шероховатости КШ рассчитывается по формуле  , (2.6) , (2.6)где ШСР – средняя шероховатость поверхностей, подлежащих обработке рассчитываются по формуле:  , (2.7) , (2.7)где Ra1,2,3… -шероховатость поверхностей; n1,2,3… - количество поверхностей соответствующей шероховатости. Таблица 2.3 – Исходные данные для расчёта ШСР
  По данному показателю деталь технологична. Проведя количественную оценку детали на технологичность по большинству показателей деталь частично технологична. 2.2 Анализ существующего варианта технологического процесса Анализ существующего варианта технологического процесса выполняем по методике изложенной в литературе[10]. В качестве заготовки для детали “Шестерня” применяем поковку горячей объемной штамповкой, классом точности Т5, группой стали М2, степенью сложности С1, исходным индексом 15 ГОСТ 7505-89, на оборудовании КГШП. Деталь изготавливается из материала Сталь 15ХГН2ТА ГОСТ 4543-2016. Данная деталь подвергается изометрическому отжигу для снятия напряжения, снижения твердости стали, обеспечения однородности ее структуры, обеспечения хорошей обрабатываемости резанием. Масса детали составляет 3,98 кг. Заготовка соответствует чертежу в отношении фактических припусков на обработку и выполнение технических требований. Данный метод получения заготовки для серийного вида производства рационален. Ниже представлен технологический маршрут изготовления детали: Операция 001 Транспортирование Тракторопогрузчик Q=20кН Транспортирование заготовки Операция 002 Перемещение Электропогрузчик Q=19,6 кН Перемещение заготовки на участок Операция 005 Укладывание Укладывание заготовки в тележку Операция 008 Перемещение Перемещение заготовки в тележке на рабочее место Операция 010 Токарная с ЧПУ Станок токарный с ЧПУ NV 250 Точение торцев и наружной поверхности предварительно, растачивание отверстия предварительно, выемки и фаски, точение торцев начисто, растачивание фаски, точение выточки, растачивание канавки в отверстии, открепление детали, снятие и укладывание в тележку. Операция 020 Токарная с ЧПУ Станок токарный с ЧПУ NV 250 Точение торцев предварительно, точение наружной поверхности, точение торцев окончательно, точение фаски, расточить выточку и фаску в отверстии, открепление детали, снятие и укладывание в тележку. Операция 030 Вертикально-протяжная Станок вертикально-протяжной с ЧПУ RISH-M25x2000x500 Протягивание шлицев, открепление детали, снятие и укладывание в тележку Операция 035 Слесарная Верстак слесарный T-897 Зачистка заусенцев и притупление острых кромок Операция 040 Промывка Моечная машина DA-WST Промывка детали в моющем растворе Hakupur 270 Операция 045 Маркирование Стол контрольный BF20 Маркирование детали, открепление детали, снятие и укладывание в тележку. Операция 050 Контроль Стол контрольный P-684 Правильность установки последовательности операций процесса для достижения заданной точности детали выполнена верно. Обработка данной детали производится на станках с повышенной точностью: токарный станок с ЧПУ и вертикально-протяжной станок с ЧПУ. Станок NV250 соответствует габаритным размерам обрабатываемой детали. В целях экономии места стоит пересмотреть станок меньших габаритов. Оборудование имеет высокую стоимость в условиях выполнения заданного объема выпуска, что не целесообразно. Следует пересмотреть станок на более дешевый. Для серийного типа производства оснащение выбрано верно. В техпроцессе для механической обработки используются, стандартный режущий инструмент марки Sandvik Coromant. Затраты на приобретение данного инструмента значительные. В техпроцессе для контроля размеров и точности расположения поверхностей применяются универсальный и специальный мерительный инструмент. К универсальному измерительному инструменту относится: штангенциркуль, пробка |
 45
45

 ni
ni





