анализ систем. 1. 1 Введение в анализ измерительных систем Роль и значение измерительной системы
 Скачать 1.13 Mb. Скачать 1.13 Mb.
|

1.2 Процесс измеренийЧтобы эффективно управлять изменчивостью любого процесса, необходимо узнать: 1) Что должен делать процесс 2) Что может пойти не так 3) Что делает процесс Спецификации и инженерные требования определяют, что процесс должен делать. Цель анализа видов и последствий отказов процесса (PFMEA) — определить риск, связанный с потенциальными отказами процесса, и предложить корректирующие действия до того, как отказ возникнет. Выход PFMEA переносится в план управления. Информация о том, что делает процесс, приобретается путем оценивания параметров или результатов процесса. Эта деятельность часто называется обследованием. Она включает в себя проверку параметров процесса, незавершенных частей, составных подсистем или законченного конечного продукта с помощью подходящих эталонов и измерительных приборов, которые позволяют контролеру подтвердить или опровергнуть предположение о том, что процесс находится в стабильном состоянии с приемлемой изменчивостью, удовлетворяющей назначенным требованиям потребителя. Но эта проверка сама является процессом. 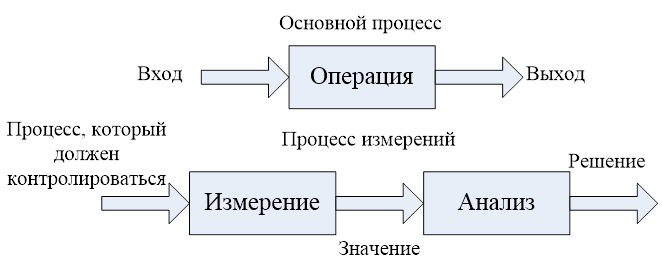 Рисунок 1.2 – Процесс измерений К сожалению, промышленность традиционно рассматривала измерения и анализ как «черный ящик». Оборудование считалось самым важным: чем «важнее» характеристика, тем дороже измерительный прибор. Пригодность инструмента, его совместимость с процессом и окружающей средой и его практичность редко кого интересовали. Следовательно, эти приборы часто использовались не подходящим образом или просто не использовались. Измерение и анализ — это процесс — процесс измерений. Любые управленческие, статистические и логические методы управления процессом могут быть к нему применены. Это означает, что сначала должны быть определены потребители и их потребности. Потребитель, владелец процесса, хочет принять корректирующее решение с минимальными усилиями. Руководство должно предоставить ресурсы для покупки оборудования, необходимого и достаточного для осуществления этого. Но покупка самой лучшей или последней технологии измерения не обязательно гарантирует корректные решения по управлению производственным процессом. Оборудование — лишь одна часть процесса измерений. Владелец процесса должен знать, как корректно использовать это оборудование и как анализировать и интерпретировать результаты. Следовательно, руководство также должно предоставить четкие рабочие определения и стандарты, а также осуществить обучение и поддержку. Владелец процесса, в свою очередь, имеет обязательства по мониторингу и управлению процессом измерений для обеспечения стабильных и корректных результатов. Обязательства имеют общую перспективу на анализ измерительных систем — исследование измерительного прибора, процедуры, пользователя и окружающей среды, — т. е. нормальных рабочих условий. 1.3 Статистические характеристики измерительных системИдеальная измерительная система выдавала бы только «правильные» результаты при каждом использовании. Любое измерение всегда соответствовало бы образцовому эталону. Подобная измерительная система имела бы в качестве статистических свойств нулевую дисперсию, нулевое смещение и нулевую вероятность неправильной классификации любого измеряемого параметра. К сожалению, такие измерительные системы встречаются редко, и менеджеры процессов вынуждены применять измерительные системы с менее желательными статистическими свойствами. Качество измерительной системы обычно полностью определяется статистическими характеристиками производимых ею данных. Другие характеристики, такие как цена, удобство применения и т.д. также важны, но влияют лишь на общую эффективность измерительной системы. Только статистические характеристики полученных данных определяют качество измерительной системы. Статистические характеристики, наиболее важные для одного случая, не обязательно будут важны для другого. Например, для некоторых применений координатно-измерительных машин (КИМ) самыми важными статистическими свойствами являются «малые» смещение и разброс результатов. КИМ с такими свойствами будет давать результаты, «близкие» к сертифицированным значениям поддерживаемых эталонов. Данные, получаемые от подобной машины, могут быть весьма полезны для анализа производственного процесса. Но измерительная система, использующая КИМ, может оказаться не в состоянии приемлемо отделять хорошую продукцию от плохой из-за дополнительных источников изменчивости, привносимых другими элементами измерительной системы, вне зависимости от того, насколько «малы» могут быть смещение и разброс результатов, полученных с помощью КИМ. Руководство ответственно за определение статистических характеристик, наиболее важных для дальнейшего применения данных. Оно также ответственно за то, чтобы эти характеристики лежали в основе выбора измерительной системы. Чтобы выполнить это, требуются рабочие определения статистических характеристик, а также приемлемые методы их оценки. Хотя от каждой измерительной системы могут требоваться различные статистические свойства, есть некоторые фундаментальные характеристики, которыми должна обладать любая измерительная система. Это: 1) Адекватная разрешающая способность и чувствительность. Дифференциал измерения должен быть мал по сравнению с изменчивостью процесса или поля допуска, в зависимости от целей измерения. Общеизвестное правило десяти (или 10 к 1) гласит, что разрешающая способность инструмента должна разделять допуск (или изменчивость процесса) на десять или более частей. Это эмпирическое правило используется в качестве практической минимальной точки старта для выбора измерительного прибора. 2) Статистически управляемое состояние измерительной системы. То есть при повторяемых условиях изменчивость измерительной системы вызывается только обычными причинами, а не особыми. Это выражается в статистической стабильности и лучше всего оценивается с помощью графических методов. 3) Малая изменчивость измерительной системы по сравнению с границами допуска при контроле продукции. Сравните изменчивость измерительной системы с допуском. 4) Эффективное разрешение и малая изменчивость измерительной системы по сравнению с изменчивостью производственного процесса в случае, когда измерительная система используется для управления процессом. Сравните изменчивость измерительной системы с 6-ти сигмовой изменчивостью процесса и/или полной изменчивостью (Total Variation — TV) из исследования MSA. Статистические характеристики измерительной системы могут быть различными в пределах нормального рабочего диапазона. В этом случае наибольшая изменчивость измерительной системы должна быть меньше изменчивости процесса и допуска. 1.4 Источники изменчивости Как и все процессы, измерительная система подвергается влиянию как случайных, так и систематических источников изменчивости. Эти источники изменчивости вызываются обычными и особыми причинами. Для управления изменчивостью измерительной системы: 1) Определите потенциальные источники изменчивости. 2) Устраните (по возможности) или наблюдайте за этими источниками изменчивости Хотя особые причины будут зависеть от ситуации, можно выявить типичные источники изменчивости. Существуют различные методы представления и распределения по категориям этих источников, такие как причинно-следственные диаграммы, древовидные диаграммы отказов и т.д. но данное руководство будет концентрироваться на самых значимых для измерительных систем элементах. Аббревиатура SWIPE используется для представления шести важнейших элементов обобщенной измерительной системы для обеспечения достижения требуемых целей. SWIPE означает: 1) Эталон (Standard): 2) Изделие или компонент, часть (Workpeace); 3) Инструмент (Instrument); 4) Человек / процедуры (Person / Procedure); 5) Окружающая среда (Environment). Это может считаться моделью ошибок полной измерительной системы. Факторы, влияющие на эти области, необходимо понять для управления ими или их устранения. На рисунке 1.3 изображена причинно-следственная диаграмма, показывающая некоторые потенциальные источники изменчивости. Т.к. действительные источники изменчивости, влияющие на определенную измерительную систему, будут уникальны для данной системы, этот рисунок представлен как начало размышлений для определения источников изменчивости измерительной системы 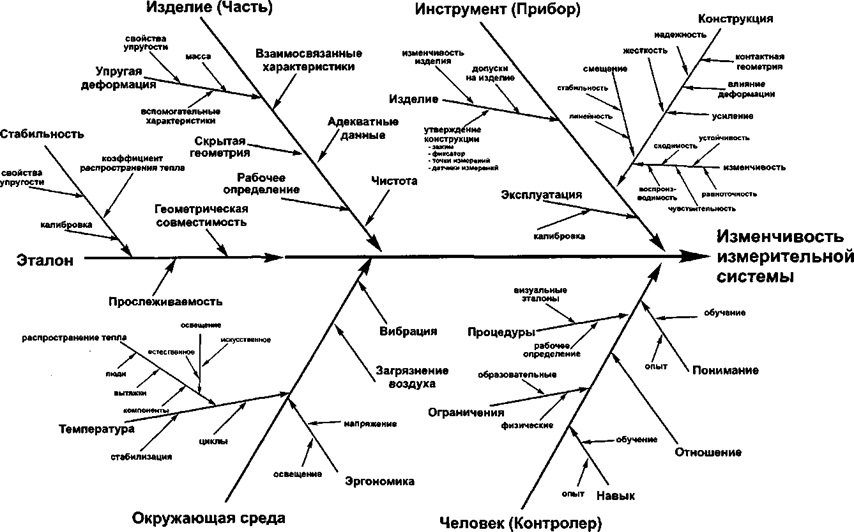 Рисунок 1.3 – Причинно-следственная диаграмма изменчивости измерительной системы 1.5 Последствия изменчивости измерительной системы Измерительная система может быть подвержена влиянию различных источников изменчивости, поэтому при повторных измерениях одной и той же части полученные результаты будут различны. Эти различия обусловлены обычными и особыми причинами изменчивости. Влияние различных источников изменчивости на измерительную систему должно быть оценено за короткий и длинный промежутки времени. Возможность измерительной системы—это ошибка измерительной системы за короткий промежуток времени. Это комбинация ошибок, вызванных линейностью, равноточностью, сходимостью и воспроизводимостью. Пригодность измерительной системы, как и пригодность процесса, — это влияние всех источников изменчивости за длительный период времени. Измерительная система пригодна, если: процесс измерений находится в статистически управляемом состоянии (т. е. он стабилен и неизменен и присутствуют только обычные причины изменчивости), настроен на цель (нет смещения), и изменчивость процесса (сходимость и воспроизводимость — GRR) приемлема и находится в ожидаемых пределах. Это — возможности измерительной системы плюс стабильность и устойчивость. Т.к. выход измерительной системы используется при принятии решений о продукции и процессе, совокупное влияние всех источников изменчивости часто называют ошибкой измерительной системы или иногда просто «ошибкой» После измерения части предпринимаются действия для определения ее статуса. Исторически измеренные части делились на приемлемые (внутри допуска) или неприемлемые (вне допуска). Другая распространенная классификация — по специальным группам (например, по размеру поршня). При дальнейших обсуждениях в качестве примера будет использоваться классификация частей на: вне допуска («плохие») и внутри допуска («хорошие»). Хотя это не исключает обсуждения других видов классификации. В дальнейшем классификации могут быть переработаны, использованы или отложены. В философии контроля продукции необходимость классификации была основной причиной для измерения части. Но в философии управления процессом интерес направлен на то, какими причинами была вызвана изменчивость части в процессе: обычными или особыми. Таблица 1.1 - Философия управления и движущий интерес
Следующие две рубрики описывают соответственно влияние ошибки измерения на решения в отношении продукции и влияние на решения в отношении процесса. Влияние на решение относительно продукции Для лучшего понимания влияния ошибки измерительной системы на решения в отношении продукции рассмотрим случай, когда полная изменчивость измерений одной и той же части зависит только от сходимости и воспроизводимости измерительного прибора. То есть процесс измерений находится в статистически управляемом состоянии и имеет нулевое смещение. Когда часть распределения измерений выходит за границы допуска, существует риск принять ошибочное решение. Например, хорошая часть иногда будет называться «плохой» (ошибка первого рода, риск производителя или ложная тревога), если: 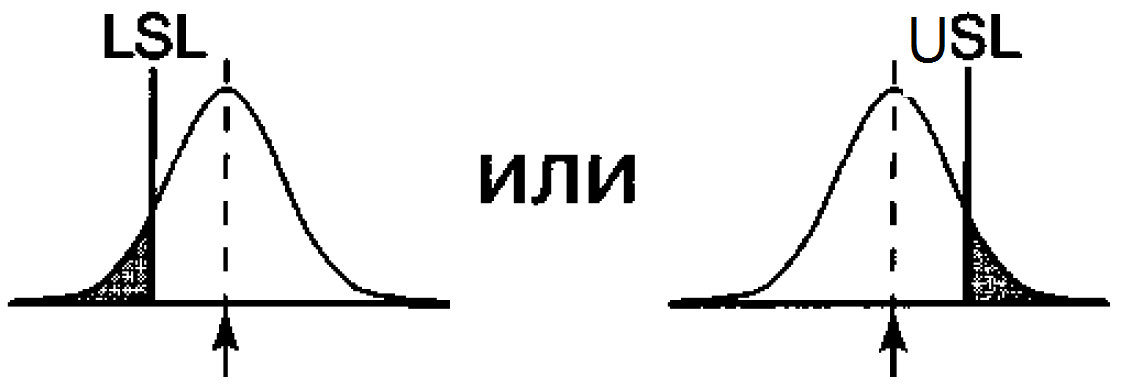 И плохая часть будет называться «хорошей» (ошибка второго рода, риск потребителя или коэффициент неудач), если: 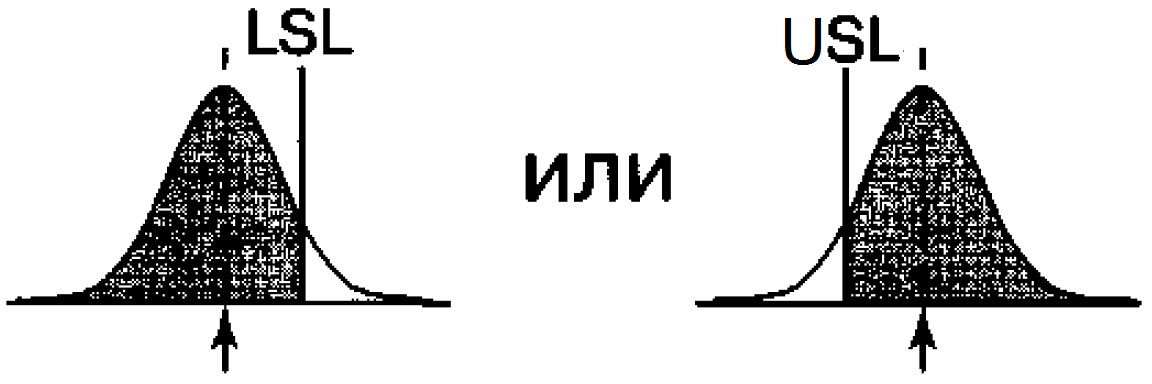 Т.е. в отношении границ допуска риск принять неверное решение в отношении части существует только тогда, когда распределение измерений пересекает границы допуска. Таким образом, существуют три различных области: 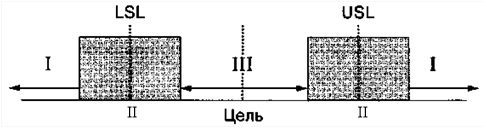 I Плохие части всегда будут названы плохими II Существует возможность принять неверное решение III Хорошие части всегда будут называться хорошими Т.к. целью является максимизация ПРАВИЛЬНЫХ решений относительно статуса продукции, существует два выбора: 1) Улучшить производственный процесс, т.е. уменьшить изменчивость процесса таким образом, чтобы ни одна часть не была произведена в области II 2) Улучшить измерительную систему, т.е. уменьшить ошибку измерительной системы для уменьшения размера области II, чтобы все произведенные части попадали в область III и, таким образом, минимизировался риск принятия неверного решения. Предполагается, что процесс измерений находится в статистически управляемом состоянии и на цели. Если одно из этих предположений нарушается, то будет малая уверенность в том, что любое наблюдаемое значение будет приводить к корректному решению. При управлении процессом необходимо установить следующие потребности: 1) Статистическая управляемость 2) Настройка на цель 3) Приемлемая изменчивость Как объяснялось ранее, ошибка измерения может приводить к неправильным решениям в отношении продукции. Влияние на решения в отношении процессов будет следующим: 1) Признание обычной причины особой 2) Признание особой причины обычной Изменчивость измерительной системы может влиять на решения в отношении стабильности, настройки и изменчивости процесса. Существует следующая зависимость между действительной и наблюдаемой изменчивостью процесса:  Индекс возможности Ср определяется как: Если подставить этот индекс в предыдущее уравнение, то можно получить связь между индексом наблюдаемого процесса и действительного процесса: Предполагая, что измерительная система находится в статистически управляемом состоянии и настроена на цель, действительный Ср процесса может быть графически сравним с наблюдаемым Сp. Таким образом, наблюдаемая возможность процесса — это комбинация действительной возможности процесса и изменчивости процесса измерений. Для достижения установленного значения индекса возможности процесса необходимо управлять изменчивостью измерений. Например, если индекс Ср измерительной системы равняется 2, процесс в действительности должен иметь индекс Ср, больше или равный 1,79, для того чтобы посчитанный (наблюдаемый) индекс равнялся 1,33. Если индекс Ср измерительной системы равняется 1,33, процесс не должен иметь изменчивости вообще, для того чтобы наблюдаемый конечный индекс равнялся 1,33 — очевидно, что это нереально. Одобрение нового процесса. Когда приобретается новый процесс, такой как обработка, производство, штамповка, управление материалами, термообработка или сборка, делается серия шагов, которые являются частью покупной деятельности. Часто они включают некоторое обучение по работе с оборудованием, проводимое у поставщика, а потом — у покупателя. Если одна из измерительных систем не соответствует измерительной системе, которая будет использоваться при обычных условиях, могут появиться несоответствия. Наиболее общая ситуация, включающая использование различных инструментов, — это случай, когда инструмент, используемый у поставщика, имеет лучшее разрешение, чем измерительный прибор, используемый в производстве. Например, части, измеренные с помощью координатной измерительной машины при покупке и с помощью измерителя высоты в производстве; образцы, взвешенные на электронных весах или лабораторных механических весах при покупке и на простых механических весах в производстве. В случае, когда измерительная система (большей точности), используемая при покупке, имеет GRR=10 % и процесс имеет Ср=2,0, Ср наблюдаемого процесса во время покупки будет 1,96. 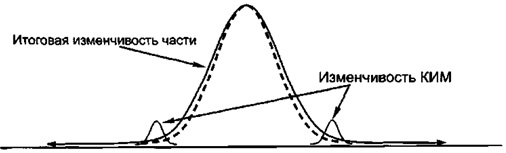 Рисунок 1.4 – Зависимость изменчивости части (изделия) от изменчивости КИМ Когда этот процесс изучается в производстве с производственным измерительным прибором, будет наблюдаться большая изменчивость (т. е. меньший Ср). Например, если GRRизмерительного прибора 30% и действительный Ср все еще 2,0, тогда наблюдаемый Ср процесса будет равен 1,71. Наихудший случай — когда используется не оцененная измерительная система. Если GRR измерительной системы на самом деле 60 % (но этот факт не известен), тогда наблюдаемый Ср равняется 1,28. Различие в наблюдаемых Ср (1,96 — при покупке и 1,28 — наблюдаемый) вызывается разными измерительными системами Без осознания этого могут быть напрасно потрачены усилия при определении того, что не так с новым процессом. Часто при постройке производственных операций используют одну часть в начале дня для проверки: настроен ли процесс. Если результаты измерения части неудовлетворительны, процесс налаживают. Позже, в некоторых случаях измеряется другая часть, и процесс опять может быть налажен. Доктор Деминг относился к этому типу измерений и принятию решений как к наносящим ущерб. 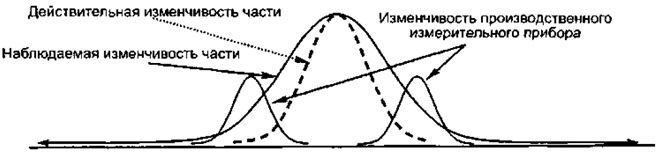 Рисунок 1.5 – Зависимость наблюдаемой изменчивости части (изделия) от действительной изменчивости и изменчивости измерительного прибора Управление настройкой процесса. Рассмотрим ситуацию, когда покрытие части драгметаллом контролируется и должно быть 5 граммов. Предположим, что результаты весов, используемых для определения веса варьировались в пределах ±0,20 грамма, но это было неизвестно, т.к. анализ измерительной системы никогда не проводился. Технологические инструкции требуют от оператора проверять вес при наладке и далее каждый час, используя один образец. Если результаты выходят за границы 4,90-5,10 граммов, тогда оператор должен наладить процесс еще раз. Предположим, что во время настройки процесс работает на уровне 4,95 граммов, но из-за ошибки измерения оператор наблюдает значение 4,85 грамма. Согласно инструкциям оператор пытается изменить настройку на 0,15 граммов вверх. После этого процесс работает на целевом уровне 5,10 грамма. Когда оператор проверяет настройку в это время, наблюдается 5,08 грамма, так что процесс разрешается запустить. Переналадка процесса добавила изменчивости и будет продолжать это делать. Это один пример — funnel experiment («воронка с узким горлом»), который Доктор Деминг использовал для описания эффекта от вмешательства. Ошибка измерения только усложняет проблему. Четыре правила funnel experiment: Правило 1: Не делайте никаких настроек и не предпринимайте никаких действий, пока процесс нестабилен. Правило 2: Настраивайте процесс на эквивалентную величину и в противоположном направлении от результата последнего измерения. Правило 3: Заново устанавливайте процесс на целевое значение. Потом настраивайте процесс на эквивалентную величину и в противоположном направлении от цели. Правило 4: Настраивайте процесс к точке последнего измерения. Инструкции по наладке для процесса покрытия драгоценным металлом — пример применения правила 3. Правила 2, 3 и 4 постепенно добавляют больше изменчивости. Правило 1 — наилучший выбор для получения минимума изменчивости. Другие примеры funnel experiment: 1) Перекалибровка измерительных приборов, основанная на случайных границах, — границы не отражают изменчивость измерительной системы. (Правило 3); 2) Обновление управления процессом измерений после случайного числа использований без признаков или истории изменений (особые причины). (Правило 3); 3) Автокоррекция процесса на основании последней произведенной части. (Правило 2); 4) Во время рабочего тренинга, когда рабочий А учит рабочего В, который потом учит рабочего С... без стандартных учебных материалов, похоже на игру в «испорченный телефон». (Правило 4); 5) Никакие действия не предпринимаются, если после измерения части находятся вне настройки, но по результатам анализа контрольных карт процесс оказывается стабильным. (Правило 1). |