Рис. 1.1.3. Хвостовик лопатки схемы "ласточкин хвост"
Наибольшее распространение при изготовлении лопаток компрессора получили хвостовики типа "ласточкин хвост" с плоскими рабочими поверхностями, конструкция которых регламентируется ОСТ 1.11031-81 "Соединения лопаток с дисками типа "ласточкин хвост" газотурбинных двигателей. Конструкция и размеры". Стандарт устанавливает два типа хвостовиков схемы "ласточкин хвост":
тип 1 - с углом клина, равным 40 и 60° (рис. 1.1.3., а);
тип 2-е углом клина, равным 40 и 90° (рис. 11.3., б).
Хвостовики лопаток статора компрессора и турбины имеют разнообразную конструкцию.
Лопатки статора компрессора выполняются с хвостовиками типа "призма", "ласточкин хвост", "цапфа". В основном эти лопатки имеют два хвостовика. В конструкциях некоторых ГТД применяются консольные статорные лопатки с одним верхним хвостовиком указанных типов, а также беззамковые лопатки, которые устанавливаются в верхние и нижние опоры по торцевым сечениям пера в профильные окна. Лопатки статора турбины выполняются в основном с двумя хвостовиками типа "призма" и "проушина". Заготовки лопаток статора турбины - литые без припуска по перу, поэтому их механическая обработка заключается в обработке торцевых и боковых поверхностей хвостовиков. Перо лопаток имеет сложную пространственную форму с переменными профилями поперечных сечений. Сечения пера лопатки повернуты относительно друг друга, образуя закрутку пера, доходящую до 60°.
Перо лопаток компрессора относительно тонкое и имеет значительный перепад по толщине от периферийного к комлевому сечению, а также малую кривизну (большой радиус окружности, вписанной в профиль поперечного сечения). Перо лопаток турбины значительно толще пера лопаток компрессора и имеет толщину, изменяемую по его высоте, а также большую кривизну (малый радиус окружности, вписанной в профиль поперечного сечения). Лопатки статора турбины, охлаждаемые лопатки ротора - пустотелые; их внутренняя полость формируется в литой заготовке.
Точность изготовления пера лопаток регламентируется отраслевым стандартом ОСТ 1.02571-86 "Лопатки компрессора и турбин. Предельные отклонения, формы и расположения пера". Стандарт распространяется на лопатки ротора и статора компрессоров и турбин ГТД, выполняемые с отдельным хвостовиком, секциями, зацело с диском или ободом и изготавливаемые механической обработкой, вальцеванием, штамповкой, литьем, а также сочетанием этих методов.
Стандарт устанавливает также предельные отклонения размеров профиля пера, толщин стенок, ширины щели выходной кромки относительно теоретического профиля пера, а также предельные отклонения расположения фактического профиля относительно теоретического и конструкторских баз лопатки.
Предельные отклонения размеров профиля пера лопаток компрессора должны назначаться в зависимости от группы, к которой относится лопатка, в соответствии с табл. 1 и графиками, представленными на рис. 1.1.4 для дозвуковых и сверхзвуковых лопаток.
Таблица 1.1.1
Размерная группа лопаток
|
Предельное отклонение размера 0,5 б со стороны спинки и корыта в месте расположения С„„
мм
|
Класс точности
|
1
|
2
|
3
|
0
|
-0,04
|
-0,06
|
-0,08
|
А
|
-0,06
|
-0,08
|
-0,12
|
Б
|
-0,08
|
-0,16
|
-0,24
|
В
|
-0,24
|
-0,32
|
-0,48
|
Г
|
-0,52
|
-0,72
|
-0,92
|
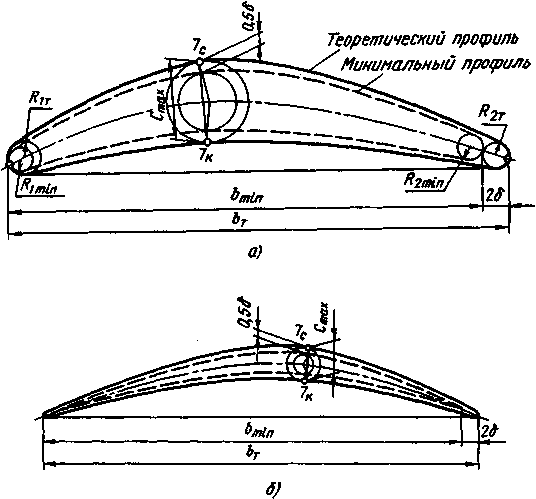
Рис. 1.1.4. Минимальный и теоретический профили лопатки компрессора:
а - дозвуковая лопатка; 6 — сверхзвуковая лопатка
Согласно стандарту отклонения пера в зоне выходных кромок должны составлять 0,25 б для дозвуковых лопаток и 0,125 б для сверхзвуковых лопаток в зонах выходных и входных кромок.
Минимальный и теоретический профили дозвуковой и сверзвуковой ступеней лопаток компрессора приведены на рис. 1.1.4. Допустимый разворот профилей сечений должен составлять ±15'...±30' в зависимости от размерной группы лопаток. Допустимое смещение профиля от номинального положения в корневом сечении в направлении оси у должно находиться в пределах ±0,1.-.±0,5 в зависимости от размерной группы лопаток. Допускается также смещение профилей остальных сечений от корневого сечения. Предельные отклонения размеров и смещение профиля пера лопаток турбины, изготавливаемых литьем, должны соответствовать табл. 2. Предельные отклонения размеров и смещение профилей пера лопаток турбины, изготавливаемых из деформируемых материалов механической обработкой или штамповкой, должны соответствовать табл. 3. Для изготовления лопаток компрессора используются легированные стали и титановые сплавы.
С учетом условий работы к материалам, из которых изготавливаются лопатки компрессора, предъявляются требования сохранения прочности при температурах до 600 °С и высокой коррозионной стойкости. Характерное свойство теплостойких коррозионно-стойких сталей - сопротивление коррозии - обусловлено, главным образом, наличием в их составе хрома. Влияние хрома на повышение коррозионной стойкости стали связано с его способностью образовывать на поверхности металла защитный слой окиси, непроницаемый, нерастворимый в коррозионных средах. Для изготовления лопаток компрессора наиболее широко используются коррозионно-стойкие стали 1Х17Н2 (ЭИ268), 13Х14НВФРЛ (ЭИ736) и 1Х12Н2ВМФ РИ961). Для изготовления лопаток компрессора применяются также титановые сплавы. Главное их преимущество перед другими конструкционными материалами состоит в том, что высокие механические свойства и коррозионная стойкость сочетаются с малым удельным весом. Титановые сплавы по удельной прочности при температурах до 500 °С превосходят большинство жаропрочных сталей, что позволяет уменьшить массу двигателя, обладают термической стабильностью и не охрупчиваются при длительной работе в условиях нагрева до 400...500 °С. Кроме того, титановые сплавы могут обрабатываться резанием. Наибольшее распространение при изготовлении лопаток компрессора получили сплавы ВТЗ-1, ВТ5, ВТ8, ВТ9, ВТ18. Для изготовления лопаток турбин применяются жаропрочные сплавы на никелевой основе с содержанием хрома, вольфрама, молибдена, титана, алюминия, бора и др. С учетом условий работы лопаток турбин к этим материалам предъявляются очень высокие требования. Они должны обладать требуемыми прочностью,
Таблица 1.1.2
Диапазон значений длины хорды профиля пера, мм
|
Длина пера, мм
|
Предельное отклонение размера, мм
|
Смещение профиля пера в корневом сечении рабочей лопатки от номинального положения в направлении оси лопатки, мм
|
спинки и корыта профиля, радиуса входной кромки R,
|
хорды профиля
|
Класс точности
|
0
|
1
|
2
|
До 25 включительно
|
До 100 включительно
|
±0,10
|
±0,15
|
-
|
-0,50
|
±0,10
|
Свыше 25 до 60 включительно
|
Свыше 100 до 240 включительно
|
±0,15
|
±0,20
|
_
|
-0,50
|
±0,15
|
Свыше 60 до 100 включительно
|
Свыше 240 до 360 включительно
|
'
|
±0,30
|
±0,40
|
-0,80
|
±0,20
|
Свыше 100 до 160 включительно
|
До 400 включительно
|
*
|
±0,40
|
±0,50
|
-0,80
|
±0,20
|
Таблица 1.1.3
Диапазон значений длины хорды профиля пера, мм
|
Предельное отклонение размера, мм
|
Смещение выходной кромки профиля пера рабочей лопатки от теоретического положения в направлении оси х, мм
|
спинки и корыта профиля, радиуса входной кромки R,
|
хорды профиля пера
|
Класс точности
|
1
|
2
|
3
|
До 20 включительно
|
-0,05
|
-0,15
|
-
|
±0,20
|
±0,20
|
Свыше 20 до 30 вклю-
|
-0,15
|
-0,20
|
-
|
±0,20
|
±0,20
|
чительно
|
|
|
|
|
|
Свыше 30 до 40 вклю-
|
-0,20
|
-0,25
|
-0,30
|
±0,30
|
±0,30
|
чительно
|
|
|
|
|
|
Свыше 40 включитель-
|
-0,20
|
-0,25
|
-0,30
|
±0,30
|
±0,30
|
но
|
|
|
|
|
|
Рабочая температура лопаток, °С Марка сплава 650...700 ЭИ437А, ЭИ4376 800...850 ЭИ617,ЭИ598,ЭИ896 900.. .950 ЭИ929, ЭИ867, ЭП109 900.. .1000 ЖС6-К, ЖС6-КП До 1200 (для охлаждаемых) ЖС6-К, ЖС6-КП
|
пластичностью, сопротивлением ползучести, выносливостью, коррозионной стойкостью, сопротивлением эрозионному разрушению и возможно меньшей чувствительностью к концентраторам напряжений при температурах до 1200 °С. Кроме того, эти материалы должны по возможности хорошо обрабатываться давлением и резанием. Для изготовления лопаток турбин в зависимости от их рабочей температуры применяются различные марки жаропрочных сплавов.
В связи с высокотемпературным режимом работы (1000...1200 °С) для производства лопаток турбин ГТД нового поколения применяются в основном литейные жаропрочные сплавы типа ЖС6-К, ВЖЛ-12, при этом отливки изготавливаются методом точного литья по выплавляемым моделям.
Чертежи лопаток должны быть выполнены в соответствии с отраслевыми стандартами. Типовое построение чертежа лопатки ротора компрессора должно соответствовать ОСТ 1.02630-87 "Лопатки ротора компрессора. Содержание и оформление чертежей".Применяемые в науке и на производстве термины, обозначения и определения основных понятий лопаток ГТД установлены отраслевым стандартом ОСТ 1.03255-88 "Лопатки авиационных осевых компрессоров и турбин, профили, решетки профилей. Термины, обозначения, определения".
Конструкции лопаток, несмотря на их большое разнообразие, должны соответствовать требованиям действующих отраслевых стандартов, которые отражают многолетний опыт в области как проектирования, так и производства лопаток ГТД.
|
 Скачать 8.66 Mb.
Скачать 8.66 Mb.