спец титан. 1 Область применения титановых сплавов
 Скачать 8.66 Mb. Скачать 8.66 Mb.
|

менее длителен процесс легирования при высокой однородности распределения имплантированного вещества по поверхности;возможная точная дозировка легирующего элемента; введения вещества с практически неограниченной растворимостью в твердом состоянии; константы диффузии при ионной имплантации практически не влияют на образование сплава; отсутствие проблемы адгезии, так как нет поверхности раздела; высокая контролируемость и воспроизводимость; размеры детали практически не меняются; вводится очень малое количества вещества, поэтому при необходимости можно применять дорогое вещество без существенного удорожание технологии; менее жесткие требования к чистоте легирующих материалов, поскольку они разделяются по массам в сепараторе перед ускорителем; реализация процесса при низких температурах; простота методов защиты поверхностей, не требующих обработки ионной бомбардировкой; многократная имплантация с изменяющимся напряжением позволяет осуществлять нужное распределение имплантированного элемента по глубине поверхностного слоя. Основным недостатком имплантации, значительно сдерживающим широкое внедрение в машиностроении, является недостаточность толщины имплантированного слоя до 1мкм. Повышения ускоряющего напряжения в целом не решает проблемы. Для увеличения толщины слоя видимо стоит применять комбинацию различных методов, включая активацию процессов диффузии (температурную, радиационную и др.). Наибольшее распространение ионная имплантация получила в полупроводниковой технике, микроэлектронике и атомной энергетике. Однако уже первые экспериментальные данные по работоспособности деталей ГТД, деталей морских судов, показывают, что ионная имплантация - исключительно перспективный технологический процесс. Перспективным методом повышения ресурса рабочих лопаток является использование специальных покрытий. В настоящее время в машиностроении накоплен большой опыт использования разного рода защитных покрытий. Однако весьма тяжелые условия работы лопаток накладывают дополнительные требования к эксплуатационным характеристикам предлагаемых покрытий. Эти покрытия наряду со значительным повышением эрозионной стойкости хромистых лопаточных сталей должны хотя бы не снижать их сопротивление коррозионной усталости и коррозионную стойкость в агрессивных средах. Многие покрытия, положительно зарекомендовавшие себя в других областях машиностроения не удовлетворяют этим требованиям [6]. Технология защиты рабочих лопаток от эксплуатационных воздействий должна обеспечивать: - упрочнение подложки - предотвращение и ингибирование коррозионных процессов подложки - нанесение высокотвердых, беспористых покрытий - физико-химическую и напряженную однородность подложки и покрытия. Обеспечивают выполнение этих требований вакуумные ионно-плазменные методы упрочнения и нанесения покрытий. Вакуумные ионно-плазменные методы широко используются для модификации поверхностного слоя инструментов, деталей машин, оборудования, повышения эксплуатационных характеристик поверхности: твердости, износостойкости, коррозионной и эрозионной стойкости. Возможность широкого варьирования температурой в зонах нанесения покрытий позволяет использовать вакуумные ионно-плазменные методы в качестве универсальных методов для нанесения покрытий. Эти методы универсальны с точки зрения возможности получения широкой гаммы монослойных, многослойных и композиционных покрытий на базе нитридных, карбидных, карбонитридных, оксидных, боридных соединений тугоплавких металлов. Эти методы позволяют эффективно управлять процессами получения покрытий с заданными свойствами, а также предупреждать образование геометрических, кристаллохимических и физико-механических дефектов в поверхностных слоях материала. Наиболее характерной особенностью покрытий, получаемых вакуумно-плазменным методом, является отсутствие переходной зоны между покрытием и материалом подложки. Это обусловлено весьма слабым взаимодействием между покрытием и субструктурами материала подложки в условиях относительно низких температур последней. Это обстоятельство является весьма важным, так как создается возможность получения комплекса свойств на поверхности детали практически без ухудшения ее объемных свойств – прочности и вязкости [16]. Вакуумные ионно-плазменные методы широко использовались для упрочнения лопаток компрессоров и турбин газотурбинных двигателей в ОАО УМПО. Имеется опыт успешного внедрения в производство технологии и оборудования для вакуумно-плазменной обработки большеразмерных лопаток паровых турбин из титановых сплавов на НПП «Мотор». На основании этого представляется целесообразной разработка технологии, обеспечивающей повышение ресурса стальных рабочих лопаток на имеющемся оборудовании. Существует два подхода к реализации технологического процесса ионной имплантации. В одном случае изделие обрабатывается потоком высокоэнергетических ионов с низкой плотностью тока, в другом используется сильноточная обработка низкоэнергетическими ионами. Приведем параметры, показывающие принципиальную разницу между этими двумя подходами. Основные параметры процесса: энергия ионов, бомбардирующих подложку Е; ионный поток на бомбардируемую деталь j; оптимальная доза D; глубина проникновения имплантируемых частиц hс; глубина слоя с повышенной плотностью дефектов кристаллической решетки h. Примерный порядок этих величин для двух вариантов реализации технологии приведен в таблице 1.4.1.2. Таблица 1.4.1.2 – Параметры процесса ионной имплантации.
На рисунках 2.4 и 2.5 показан примерный порядок распределения концентрации примесей и плотности дефектов кристаллической решетки по глубине поверхностного слоя обработанной детали для обоих вариантов 22. На графиках наглядно видно, что при сильноточной ионной имплантации глубина слоев с измененным химическим составом и с измененной дислокационной структурой в десятки и сотни раз превосходит соответствующие величины при высокоэнергетической обработке. Это объясняется активизацией процессов радиационно-стимулированной диффузии при больших плотностях тока. При этом величина дозы (пропорциональна площади, ограниченной кривыми на графике концентрации примесей) при сильноточной обработке больше в сотни и тысячи раз. Это не приводит к увеличению времени, затрачиваемого на обработку. Более того, засчет тысячекратной разницы в плотностях ионного тока время обработки снижается. 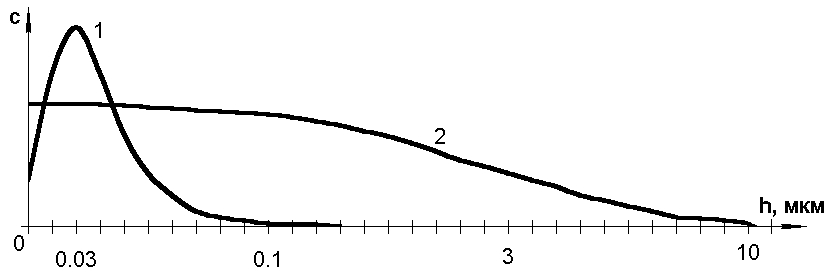 1 – высокоэнергетическая имплантация; 2 – сильноточная имплантация. Рисунок 2.4 – Концентрация внедренного элемента по глубине имплантированного слоя. 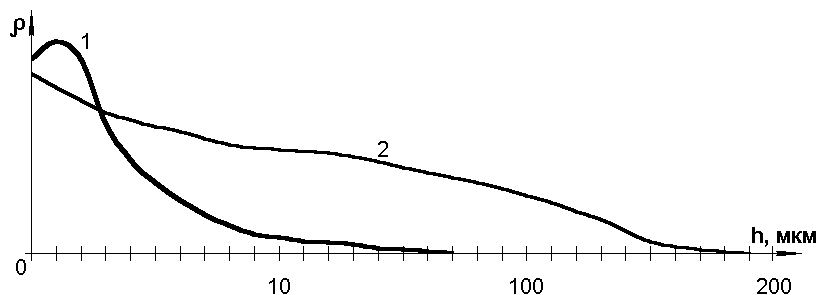 1 – высокоэнергетическая имплантация; 2 – сильноточная имплантация. Рисунок 2.5 – Плотность дефектов кристаллической решетки по глубине имплантированного слоя. Для большинства приложений ионной имплантации в машиностроении предпочтителен сильноточный вариант реализации процесса как более эффективный и производительный. Однако он стал развиваться относительно недавно, когда стали уделять большое внимание созданию толстых ( 1 мкм) модифицированных поверхностных слоев в промышленных материалах 10. Использование высокоэнергетических пучков с энергией порядка 1МэВ является дорогим и, следовательно, экономически невыгодным для широкого применения. Низкоэнергетическая ионная имплантация требует для реализации относительно простое и, соответственно, дешевое оборудование. Кроме того, при торможении высокоэнергетических ионов возникает рентгеновское излучение, таким образом низкоэнергетическая технология имеет значительное преимущество с точки зрения обеспечения безопасности для здоровья рабочих. 1.4.2 Закономерности испарения и конденсации металлов в вакууме при нанесении покрытий. Физические основы и варианты реализации вакуумной ионно-плазменной технологии Под вакуумной ионно-плазменной технологией (ВИПТ) понимается совокупность методов обработки с использованием трех необходимых условий [18]: - наличие вакуума в качестве защитной среды; - наличие вещества в плазменном состоянии; - ускорение плазменных потоков и пучков заряженных частиц с помощью электрических и магнитных полей. В настоящее время существует множество вариантов реализации ВИПТ. Сюда относят методы термического испарения и конденсации, методы основанные на явлении катодного распыления, ионное осаждение, ионную имплантацию (ионное легирование) и др. Классификация вакуумных ионно-плазменных методов, встречающаяся в различных источниках существенно отличается. Учитывая многообразие методов и неоднозначность их классификации, мы не будем рассматривать методы, не имеющие непосредственного отношения к разрабатываемому проекту, а также неэффективные и устаревшие. Вместо этого кратко опишем физические основы ионно-плазменной модификации поверхности и нанесения покрытий и проанализируем технологические особенности вариантов реализации этих процессов. Особенности нанесение покрытий |