отчет в диплом машиностроение. Отчет в диплом. 1. Технологическая часть 5 Назначение, состав и условия эксплуатации. 5
 Скачать 0.95 Mb. Скачать 0.95 Mb.
|

4.3 Мероприятия по обеспечению безопасностиЭлектробезопасность Широкое использование в сварочном производстве электрической энергии обязывает уделять большое внимание профилактике электротравматизма. Требования по электробезопасности на сварочных постах регламентированы ГОСТ 12.2.007.8-75 (2003) «Система стандартов безопасности труда. Устройства электросварочные и для плазменной обработки. Требования безопасности». На рабочем месте сварщика используются диэлектрические коврики по ГОСТ 4997- 75 (1992) «Ковры диэлектрические резиновые. Технические условия». [9] Электропитание осуществляется переменным током частотой 50 Гц и напряжением 380В, что превышает предельно допустимые значения напряжений прикосновения, указанных ГОСТ 12.1.038-82 (2001) «Электробезопасностъ. Предельно допустимые значения напряжений прикосновения и токов». [9] Способы и средства защиты людей, при взаимодействии их с электроустановками. Руководящий документ - ГОСТ 12.1.019-79 (2001) «Электробезопасность. Общие требования и номенклатура видов защиты». [9] Случайное прикосновение к токоведущим частям исключено, т.к. применена изоляция токоведущих частей, корпус заключен в защитную оболочку. Самостоятельное вскрытие и ремонт оборудования ЗАПРЕЩАЕТСЯ. Для обеспечения защиты от поражения электрическим током при прикосновении к металлическим нетоковедущим частям, которые могут оказаться под напряжением в результате повреждения изоляции, применим защитное заземление. Требования по обеспечению электробезопасности с помощью защитного заземления устанавливает ГОСТ 12.1.030-81 (2001) «Электробезопасность. Защитное заземление, Зануление». [9] R1=  ˟ ˟ где ρ- удельное сопротивление грунта (Ом˟м); L - длина заземлителя, м; d — диаметр заземлителя, м; Т - заглубление заземлителя, м; R1=  ˟ ˟ = 3,28 Ом = 3,28 ОмСопротивление заземляющего контура не превышает допустимого значения по ГОСТ 12.1.030-81 (2001) - 4,0 Ом. [9] Степень защиты источников тока для дуговой сварки и шкафов управления IP11 поГОСТ 14254-96. [9] Установка для автоматической и полуавтоматической сварки снабжена устройством для присоединения источника тока к сети, защитным аппаратом, аппаратами для управления и регулирования режима работы, а также приборами для измерения основных электрических величин, характеризующих режим сварки. [9] Корпуса электрических машин, трансформаторов, шкафов управления рабочий стол сварщика и все металлические устройства надежно заземлены. Помимо заземления основного электросварочного оборудования заземлён обратный провод. [9] Сварочные установки защищены предохранителями со стороны питающей сети. Все открытые части установки, находящиеся под напряжением, надежно ограждены. Перемещающиеся, в процессе работы, части установки ограждены для исключения травматизма. [9] Защита от излучений и ультразвука Световое излучение. Для обеспечения безопасности лица при работе с открытой электрической дугой применяются индивидуальные средства защиты - шлемы-маски или щитки (изготавливаемые по ГОСТ 12.4.023-84 «Щитки защитные лицевые. Общие технические требования и методы контроля» с защитными стеклами (светофильтрами), задерживающими ультрафиолетовые, инфракрасные и значительную часть видимых лучей. Для защиты тела рабочего от излучения, а также от ожогов, вызванных попаданием расплавленного металла, применяется специальная одежда (брюки, куртки, комбинезоны, рукавицы) изготовленная из плотного брезентового материала, и специальная обувь изготовленная из толстой кожи или кожзаменителя. [9] Защита от ионизирующих излучений. При рентгеновском контроле качества сварных швов возможно вредное воздействие ионизирующих излучений на организм человека. [9] Предельно допустимая мощность экспозиционной дозы рентгеновского излучения на расстоянии 5см от защитного экрана -0,07мк Р/с при 41-часовой рабочей неделе. [9] Измерения неиспользуемого рентгеновского излучения выполняются раз в пол года на рабочих местах, где проводится эксплуатация источников ионизирующих излучений. [9] Безопасность работ обеспечивается выполнением требований Санитарных правил СП 2.6.1.758-99 "Ионизирующее излучение, радиационная безопасность. Нормы радиационной безопасности (НРБ-99)" (утв. Главным государственным санитарным врачом РФ 2 июля 1999 г.) [9] Ультразвук. При производстве сепаратора используется ультразвуковой контроль сварных швов. СП 2.2.1.1312-03 установлены уровни звуковых давлений в диапазоне частот 11-20 кГц для рабочих мест 75-110 дБ, а общий уровень звука в диапазоне частот 20-100 кГц - 110 дБ. При сокращении длительности воздействия допустимые уровни могут быть повышены. [9] Ультразвуковые установки размещены в специальных помещениях, соответствующих требованиям СП 2.2.1.1312-03 "Гигиенические требования к проектированию вновь строящихся и реконструируемых промышленных предприятий", утвержденные Главным государственным санитарным врачом Российской Федерации 22 апреля 2003 года. [9] 4.4 Производственная гигиена и санитария Воздушная среда и микроклимат. Нормы предельно-допустимой концентрации (ПДК) выбрасываемых в производственное помещение веществ, не угрожающие здоровью людей, регламентирует ГОСТ 121005-88 и перечень ПДК № 4617-88. [9] Для их удаления на участке предусмотрена общеобменная вентиляция, а также местная вытяжная на каждую сварочную единицу оборудования. Также используются средства индивидуальной защиты (респираторы, подача воздуха непосредственно в зону дыхания сварщика и т.д.). [9] Системы отопления, вентиляции и кондиционирования воздуха обеспечивают метеорологические условия (микроклимат), т.е. допустимые температуру, относительную влажность, скорость движения воздуха и его чистоту согласно требованиям СанПиН 2.2.4.548-96 «Гигиенические требования к микроклимату производственных помещений» и ГОСТ 121005-88, СП 2.2.1.1312-03 "Гигиенические требования к проектированию вновь строящихся и реконструируемых промышленных предприятий». [9] Освещение При освещении производственного помещения используется совмещенное освещение, при котором в светлое время суток, недостаточное по нормам, естественное освещение дополняется искусственным. [9] Устройство и эксплуатация освещения выполнены в соответствии с требованиями «санитарные правила при сварке, наплавке и резке металлов» №1009-73, действующего СНиП 23-05-95. «Естественное и искусственное освещение» [9] Определяем удельную световую мощность ламп: Р’=  где: Ен - норма освещенности, лк (Ен = 200 лк); к - коэффициент запаса (к = 1,5); Eм - показатель помещения (зависит от высоты размещения светильников, площади помещения, типа и размещения светильников - 4). [9] Р'=  = 75 Вт/м2 = 75 Вт/м2Определяем мощность осветительных устройств: P=P'˟S, где: Р' - удельную световую мощность ламп, Вт (Р'=75 Вт/м2); S - площадь участка, м2 (S= 540 м2). Р = 75˟540 = 40500 Вт. Определяем количество светильников на участке: n=  где: Р — мощность осветительных устройств, Вт (Р = 40500 Вт); N – мощность одной лампы, Вт (N=1000 Вт) n=  =40,5 =40,5 41 шт 41 шт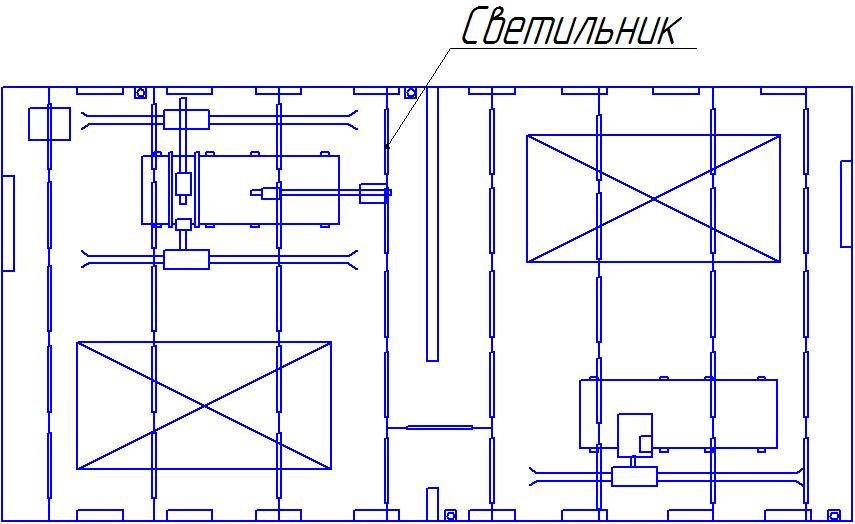 Рис.2. Схема расположения светильников Определяем необходимый световой поток светильника: Определяем необходимый световой поток светильника: Ф=  где: Ен — норма освещенности, лк (Ен= 200 лк); к — коэффициент запаса (к = 1,5); S — площадь участка, м2 (S = 540 м2); п — количество светильников на участке, шт (п = 41 шт); z — коэффициент неравномерности освещения (z = 1,15); m — коэффициент использования светового потока (ш = 0,59). Ф=  = 7701,5 лм 41000 Вт = 7701,5 лм 41000 ВтКоличество светильников на участке 41шт со световым потоком 7701,5лм 41000 Вт. |