1. Технологический процесс и его структура Технологическим процессом
 Скачать 28.29 Mb. Скачать 28.29 Mb.
|

|
3.4. Принципы составления размерной схемы и особенности расчета технологических размерных цепей (показать на примере). Размерный анализ– это один из этапов проектирования технологии мех. обработки, заключающийся в расчетах на точность, в результате которого устанавливается обоснованная величина операционных размеров по номиналу, а так же их допуски и предельные отклонения. В основе лежит теория размерных цепей, теория базирования и теория графов. Основные этапы: 1)Разработка тех. процесса и его представление в виде эскизов обработки с указанием технологических баз и тех. размеров. 2)Построение на основе данных эскизов обработки, размерной схемы тех. процесса, которая в условной форме отражает заданные конструктором размеры обработки, припуски на обработку, технологические размеры, последовательность обработки поверхностей. 3)Выявление с помощью размерной схемы технологических размерных цепей. При этом тех. размерная цепь – это цепь, выражающая связь м/у тех. размерами и либо припуском на обработку, либо конструкторским размером. 4)Расчет тех. размерных цепей и определение размеров (номинал, допуск, предельные отклонения). 5)При необходимости корректировка принятого варианта тех. процесса. Внесение изменений и соответствующие перерасчеты. ………………………………………………….. А∆=∑Аs-∑Аq; Т∆=∑Ti; ВО∆=∑ВОs-∑НОq; НО∆=∑НОs-∑ВОq. А∆=А3+А4-А2-А1-А5. Для построения тех. размерных цепей используют граф. Граф м.б. как замкнутым, так и в виде дерева. Начинается построение с исходного дерева – это граф конструкторских размеров и припусков. Правило: нужно задать направление отсчета. Z11=З1-L1. Пример: Составляем уравнения: К1=L4+L5→(3) L4; K2=L5→(1) L5; K3=L5-L6→(2) L6; S1=L2-L3→(5) L2; S2=L2-L1-L3+L4→(6) L1; S3=L3-L4-L5→(4) L3. …………….. Принципы составления размерной схемы, графа ратмерных связей и особенности расчёта технологических размерных цепей (показать на примере). 1ст Размерной цепью называется совокупность размеров, образующих замкнутый контур и непосредственно участвующих в решении поставленной задачи. 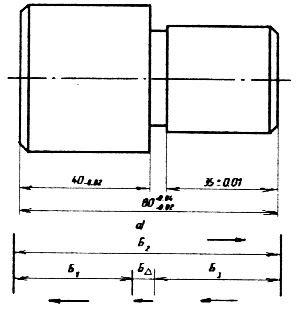 Рис.1 В зависимости от поставленных задач различают размерные цепи конструкторские, технологические и измерительные. а)Расчетом конструкторской размерной цепи ставится задача обеспечения необходимой точности при конструировании изделий, б)технологической —при изготовлении деталей и сборке изделий в)измерительной — обеспечение нужной точности при измерении различных величин, характеризующих точность деталей и сборочных единиц. Конструкторские размерные цепи делятся на подетальные и сборочные.  Рис.2 Размерная цепь, определяющая относительное положение и точность поверхностей у одной детали, называется подетальной. Размерная цепь в сборочном чертеже, размеры которой принадлежат разным деталям, называется сборочной (рис.2). Эти цепи включают в себя не более чем по одному размеру каждой из участвующих в ней деталей и, кроме того, имеют собственное звено (чаше всего в виде зазора или натяга), называемое замыкающим звеном размерной цепи. Размеры цепи называются звеньями, для удобства расчетов они выносятся из чертежа и изображаются графически так. как это показано на рис. I. б и рис. 2, б. Размеры в рабочем чертеже детали не должны составлять замкнутую цепочку, поэтому на рис. 1, а размер выточки у детали не показан. Но в графическом изображении цепочка размеров показывается замкнутым контуром и размер выточки показан для расчета (см. рис, 1, б). В Цепи различают два вида звеньев: составляющие- получаются непосредственно при изготовлении детали, и замыкающие- получаются последними при изготовлении детали (в по детальной цепи) или при сборке сборочной единицы машины (в сборочной цепи) и величины которых зависят от величины всех остальных звеньев Все составляющие звенья обозначаются какой-либо одной прописной буквой русского алфавита с номером по порядку Порядковые номера звеньев обычно ставят от замыкающего звена по ходу часовой стрелки. Замыкающее звено имеет вместо порядкового номера знак Δ На рис. 2 замыкающим звеном будет размер БД |он получается при обработке последним) , [величивающим звеном будет Б}. а уменьшающими Ьеньями будут Bi и Б}. |1о расположению звеньев цепи подразделяются на линейные (звенья параллельны): плоские (звенья расположены в одной или нескольких параллельных плоскостях), пространственные- (размеры -расположены в непараллельных плоскостях) Кроме линейных размерных цепей имеют место еще угловые, все |звенья которых являются угловыми величинами. 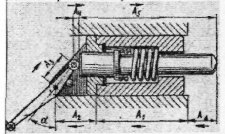 Рис. 3 Наибольшее распространение имеют плоские линейные размерные, цепи. Расчет Пространственных размерных цепей усложняется пгсм, что при не параллельности звеньев их значения придется проектировать на направление замыкающего звена. На рнс.З [видно, что проекция звена Аз, расположенного к направлению замыкающего звена под углом а, эавна А3 xcos a Основное свойство размерной цепи — это замкнутость размерного контура и влияние на любое звено цепи отклонений по другим звеньям. Рассмотрим это свойство на примере размерной цепи, изображенной на рис 1. 1. Номинальное значение замыкающего звена цепи равно разности между суммой нэминальных значений увеличивающих звеньев и суммой номинальных значений уменьшающих звеньев, т. е Ба=*г - (Бг+БО =80<40+35)=5мм; 2.Верхнее отклонение Дв бд замыкающего звена равно разности между суммой верхних отклонений увеличивающих звеньев и суммой нижнихотклонений Ди уменьшающих звеньев: Дв Бд=Дв Е2-(Дн Б1+Дн ез)= +0,04-[-0,02-К-0,01)]=0,07мм; 3. Нижнее отклонение Д„ замыкающего звена равно разности между- суммой нижних отклонений увеличивающих звеньев и суммой верхних отклонений уменьшающих звеньев: Дн бд = Дн б: —(Дв ы +abej)= -0.02-{(Ж).01)=-0,ОЗмм; 4. Допуск замыкающего звена Ты равна сумме допусков всех составляющих звеньев- Ты=ТВ1+ТЕ:+ТБэ=0,02+0.02-Ю:06=0,1мм; т е. замыкающее звено воспринимает все погрешности составляющих звеньев и, следовательно, за замыкающее звено должен приниматься менее ответственный размер. Сопоставим полученную сумму допусков с допуском замыкающего звена Бл , у которого номинальное значение5мм: Дв н= -Ю,07мм: днбд= -0,03мм; Т^^ОДмм; Расчет размерных цепей сводится к решению одной из двух задач, называемых ; прямой и обратной. По прямой задаче на основе заданных требований к величине замыкающего звена рассчитывают все данные составляющих звеньев (отклонения, допуски). При обратной задаче рассчитывают предельные отклонения и допуск на замыкающее звено по заданным отклонениям и допускам на все составляющие звенья. Предусматривает два метода расчета размерных цепей: а)полнойвзаимозаменяемости, основанный на расчете на максимум — минимум б)вероятностный и пять методов достижения точности замыкающего звена, осуществляемых: 1)полной взаимозаменяемостью, 2)неполной взаимозаменяемостью, 3 (групповой взаимозаменяемостью, регулированием )пригон1сой Раздел 4. 4.1. Типовые компоновки и выбор типа приводов главного движения и подач станков с ЧПУ и ОЦ для обр-ки тел вращения. Кинем-ка станков с ЧПУ и ОЦ отлична от обычных станков, что имеет констр-ое значение. (рис 5.1.1). Отличит-ые элементы станков с ЧПУ и ОЦ: 1) Привод гл-го движ-я. Примен-ся треб-я повышенной точности и бесступенчатое регул-ие. Это даёт возм-ть повысить точность станков на два порядка. Для повыш-я точности станка прим-ют пару винт-гайка (снижается автоколеб-я) (рис 5.1.2). Увеличение силы трения увелич-ет точность позиционирования. 2) Шпиндель повыш-ет жесткость и обесп-ет высокую точность вращ-я. 3) Привод подач имеет расширенный диапазон регул-я; повышена жёсткость кин-ой цепи и плавность хода; возм-ть дистанц-го упр-ия. 4) Все станки с ЧПУ и ОЦ имеют замкнутую систему управленияи имеют датчики обратной связи (фотоэлементы, магнитные). Датчики могут быть линейными и круговыми. 5) Двигатели прим-ся элек-кие шаговые- асинх-я машина с сосред-ными обмотками и реактивным ротором. Электрогидр-ий шаговый дв-ль - более мощный, т.к. усилие крутящего момента увелич-ся за счёт гидравлич-х усилителей. 6) Устр-во автомат-й смены инстр-та имеет магазин. 7) Особенности станин и направляющих (лучше стружкообраз-ние за счёт больших мощностей). Особенности главного привода и привода подач: -безредукторность, т.е. двиг-ль имеет бесступ-ое регул-ие-это даёт снижение автоколеб-й и даёт стабильность движений; - применяют синх-ые двиг-ли, соед-ные с ходовым винтом, что увел-ет жёсткость станка и плавность хода. …………………………… Токарные станки с ЧПУ предназначены для обработки наружных и внутренних поверхностей деталей типа тел вращения, а также для нарезания наружной и внутренней резьбы. Токарные станки с ЧПУ подразделяются на универсальные (с горизонтальными направляющими) и специализированные (как правило, с вертикальными или наклонными направляющими). Токарные станки с ЧПУ бывают: с ручной сменой инструмента; с автоматическим поворотом резцедержателя или револьверной головки; с автоматической сменой инструмента из инструментального магазина. Головки бывают четырёх, шести и 12-ти позиционные. На каждой позиции можно устанавливать по два инструмента для наружной и внутренней обработки заготовки. Ось вращения головки может располагаться параллельно оси шпинделя, перпендикулярно или наклонно. В пазы револьверных головок устанавливают взаимозаменяемые инструментальные блоки, настраиваемые на размер вне станка на специальных приборах. Привод главного движения состоит из асинхронного электродвигателя, автоматической коробки скоростей и шпиндельного узла, всё соединено между- собой клиноремёнными передачами. Привод главного движения может иметь ступенчатое или бесступенчатое регулирование частоты вращения шпинделя. При ступенчатом регулировании применяют автоматическую коробку скоростей в сочетании с одно или многоскоростным перерсгулируемым электродвигателем. В автоматической коробке скоростей пуск. торможение. реверс. Регулирование скорости производятся автоматически с помощью электромагнитных муфт. Бесступенчатое регулирование частоты вращения осуществляется электродвигателями постоянного тока с тиристорным управлением. Шпиндели станков с ЧПУ изготовляют точными. жёсткими, с повышенной износостойкостью посадочных и базирующих поверхностей. Приводы подач состоят из двигателей, редуктора, силовой передачи. По структуре приводы делятся на разомкнутые и замкнутые……………………. Базовые модели токарных полуавтоматов с ЧПУ гаммы АТПр и AT разработаны Савеловским производственным объединением «Прогресс». Специализированная гамма токарных полуавтома- 10.1. Классификация специализированных токарных станков с ЧПУ 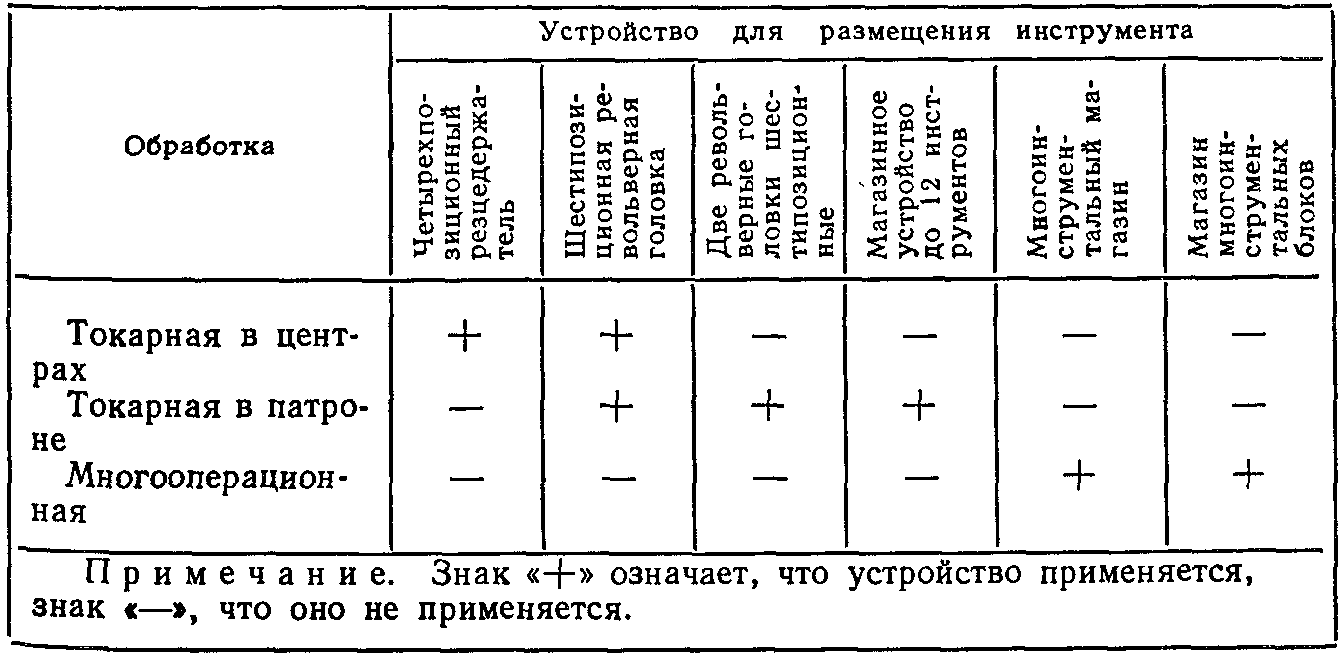 10.2. Технические данные токарных полуавтоматов АТПр с ЧПУ 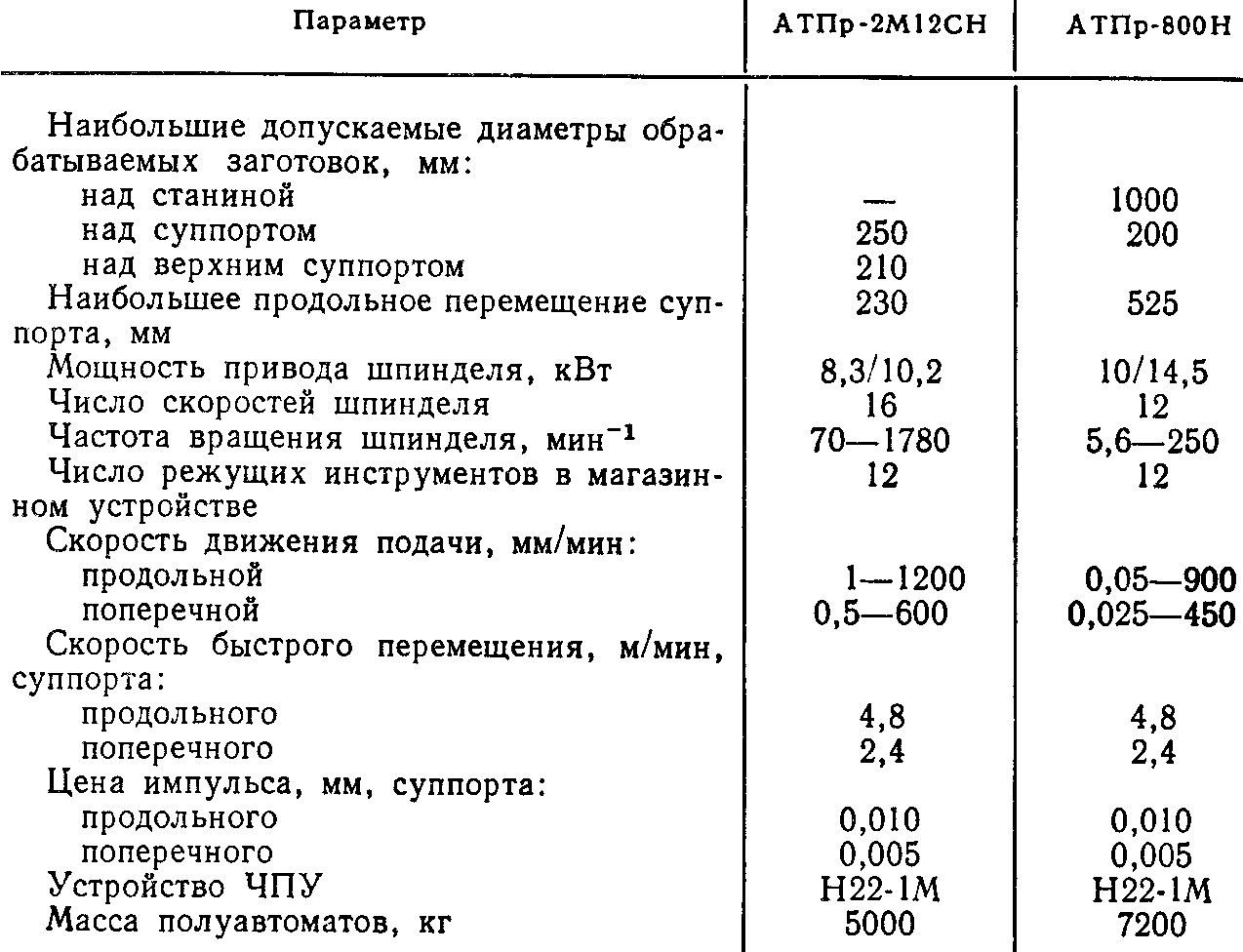 тов АТПр предназначена для наружной и внутренней контурно-фасонной двухкоординатной обработки заготовок деталей типа фланцев, дисков, колец, поршней, гильз, корпусов, валиков и других подобных деталей из стали и алюминиевых сплавов. Две модели станков, входящих в эту гамму, и их технические данные приведены в табл. 10.2. Они различаются в основном диаметром и длиной обрабатываемых заготовок и частотами вращения шпинделя. В гамму токарных полуавтоматов АТПр-2М12СН с ЧПУ входит ряд исполнений, отличающихся оснащенностью резьбонарезным устройством для нарезания наружных и внутренних резьб, модификацией используемого устройства ЧПУ. В конструктивном отношении станок гаммы АТПр-2М12СН1 (рис. 10.1) представляет собой одношпиндельный полуавтомат с гидрофицированным зажимным патроном 4; станина // станка — коробчатого типа, на ней укреплен наклонный корпус 10 с прямоугольными направляющими и крестовым суппортом 6, а также узлом смены инструментов 8 с магазином на 12 режущих инструментов. Полуавтомат оснащен устройством ЧПУ / типа Н22-1М. Полуавтомат имеет надежное ограждение 3 каркасного типа, раздельное для передней бабки и инструментального магазина 5, электродвигатель привода шпинделя 9, расположенный под перед-  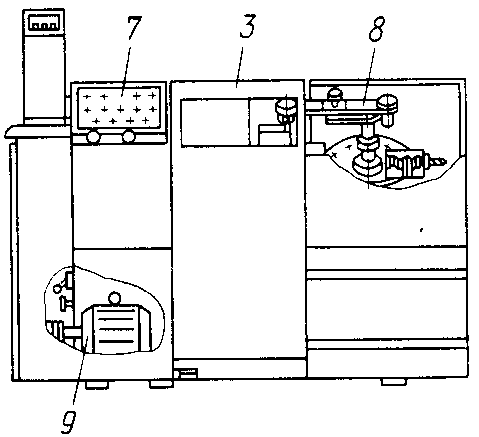 Рис. 10.1. Полуавтомат АТПр-2М12СН1 ней бабкой, ручной пульт 7 управления и шкаф 2 с электроаппаратурой. Крестовый суппорт может перемещаться в продольном и поперечном направлениях со скоростями движения рабочей подачи или ускоренного (холостого) перемещения, которые осуществляются посредством шариковых винтовых пар 21, 7 (рис. 10.2) с гидроусилителями МГ-18-14М 23 и 6, управляемыми шаговыми двигателями ШД-5Д-1. Шпиндель 4 полуавтомата получает вращение от электродвигателя 3.3 мощностью 8,3/10,2 кВт с двумя частотами вращения ротора. Программоносителем является перфорированная лента, которая несет информацию о последовательности технологических переходов, о направлениях и значениях перемещений, частоте вращения шпинделя и рабочей подачи, а также ускоренных ходах в соответствии с разработанным технологическим процессом бработки. Рассмотрим конструкцию узлов полуавтомата. Станина // (см. рис. 10.1) является основанием, на котором размещены все остальные узлы станка. Для повышения жесткости в станине предусмотрены ребра. У торца станины расположена подмоторная плита, на которой установлен электродвигатель привода шпинделя 9. Средняя часть станины используется как емкость для охлаждающей жидкости и установки насоса подачи охлаждающей жидкости. Станина установлена на шести резино-металлических виброизолирующих регулируемых опорах. Токарные станки с ЧПУ обычно обеспечивают точность обработки заготовок no ITG с шероховатое!ыо цилиндрических поверхностей' и конусов с малыми углами при вершине R= 6-^12 мкм. При обработке сложных фасонных поверхностей и конусов с большими углами обеспечивается /^ = 20 мкм. Нарезание резьбы ведется по 3-му класс\ точности. При настройке инструментов на размер в специальном оптическом приспособлении рнс станка их установка в головку производится без дополнительной. выверки. Погрешность настройки инструмента вместе с бесподналадочным переносом ня станке находится в пределах d:0,02 мм (станок 16К20ФЗ). Современные токарные станки с ЧПУ снабжаются ревсгьгер-ньшн головками или магазинами сменных резцовых блоков, позволяющими осуществлять автоматическую смену режущего инструмента по заданной программе. Кроме того, некоторые токарные станки с ЧПУ снабжаются дополнительными устройствами для выполнения поперечных работ (сверление и фрезерование), продольных осевых работ (аналогично револьверным станкам) и даже для обработки при остановленном шпиндече эксцентрично расположенных элементов заготовки. Настройка новейших моделей станков с ЧПУ осуществляется с использованием специальных датчиков касания, которые одновременно служат и для коррекции положения инструмента в связи с его износом. Верхние пределы частоты вращения шпинделей у новейших станков с ЧПУ повышаются до 6000 об/мин. Для устранения переустановок заготовок, обрабатываемых на токарных станках с ЧПУ в центрах, рекомендуется применение зубчатых утопленных поводковых центров. Все это значительно расширяет технологические возможности этих станков. 4.2 Типовые компоновки и выбор типа приводов главного движения и подач многоцелевых станков (ОЦ) для обработки корпусных деталей. В ГПС наибольшее применение находят станки с высокой конц-ей переходов обр-ки, типа обр-щих центров (ОЦ). Сверлильно-фрез-расточные станки типа ОЦ обладают широкими технологич возможностями и вслед-вии интеграции обр-ки позволяют в 2-3 раза умен-ть число необх-го более простого оборуд-я,, приспос-ний, выполнить обр-ку практически со всех сторон за один установ заг-ки. При этом осущ-ся практически все виды обр-ки со снятием стружки. Применяют след-ие типы ОЦ: 1. гориз-ый с крестовым поворотным столом, 2. вертик-ый с крест-м столом, 3. гориз-ый с подвижной стойкой и подвижным повор-м столом, 4. гор-ный с наклонноповоротным столом, 5. вертик-ый с подвижной стойкой и подвижным столом, 6. гориз-ый с вертик-м крестовым суппортом и гориз-но перемещ-ся суппортом, 7. гориз-й с крестовой стойкой и неподвиж-м столом-плитой, 8. вертик-й одностоячный с поперечиной и подвиж-м столом, 9. двухстоячный с поперечиной и подвижным столом. Наличие вращ-го инстр-та и программное угловое вращ-е шпинделя позволяет обр-ть внецентровые отв-я, шпоночные пазы. Также имеется возм-ть при одноврем-м вращении шп-ля и перемещении инстр-та получать отв-я фигурной формы. Компоновки: (1). ОЦ- ИР500МФ4(ток-фрез-расточной) (рис 5.2.1) , 1-станина, 2- стол(движ по Х), 3- стойка (движ по Z) , 4-поворотный стол, 5- магазин, 6- автооператор (чтобы брать инстр-т из магазина), 7- шпиндельная бабка (движ по Y), 8- шпиндель, 9- полета (приспособление-спутник), 10- предмет обр-ки (заг-ка), 11- двухпозиционный приставной поворотный стол. Используется позиционно-контурная система упр-ния. Инст-т: торцевые фрезы до 100 мм, сверло- до 40 мм, метчик- до М20, расточный скалки, оправки ( отв-я до 160 мм). (2). Миницентр ИР200АМФ4. Прецизионный станок высокого тех уровня для обр-ки корпусных деталей (сверлит, растачивает, шлифует)…………………………………………….. Многоцелевые станки оснащены УЧПУ и, устройством автоматической смены инструментов и предназначены для комплексной обработки за одну установку корпусных деталей и деталей типа тел вращения. Многоцелевые станки выпускают: с одним шпинделем и многопозиционным инструментальным магазином (вместимостью от 12 до 120 инструментов), при этом инструмент заменяется в шпинделе автоматически (по программе) за 5-6 секунд; с револьверной инструментальной головкой (число инструментов 5-8), при этом смена инструмента осуществляется поворотом револьверной головки; с револьверной головкой и инструментальным магазином, что позволяет в процессе резания заменять инструменты в неработающих шпинделях револьверной головки. На многоцелевых станках можно осуществлять сверление, рассверливание, зенкерование. нарезание резьбы, растачивание, фрезерование и другие виды обработки. Точность отверстий после растачивания соответствуетб-7 квалитету. Существуют многоцелевые станки, у которых ось шпинделя устанавливается по программе горизонтально, вертикально или под любым углом к плоскости стола станка. Многоцелевые станки могут оснащаться приспособлениями- спутниками (ПС) для установки и закрепления заготовок, а также устройством смены ПС. Выпускают многоцелевые станки вертикальной и горизонтальной компоновки. Многоцелевые станки вертикальной компоновки предназначены для обработки заготовок с одной стороны, а при наличии многопозиционных и поворотных приспособлений - с нескольких сторон. Горизонтальные многоцелевые станки предназначены для обработки заготовок с 2-4х, а иногда и с 5ти сторон - шпиндельные головки имеют поворот вокруг вертикальной и горизонтальной осей. Наиболее распространены компоновки горизонтальных многоцелевых станков с крестовым поворотным столом и шпиндельной бабкой, имеющей вертикальное перемещение. Многоцелевые станки оснащают позиционными, контурными и позиционно- контурными УЧПУ типа CNC. Приводы главного движения многоцелевых станков обеспечивают регулирование частоты вращения шпинделя в широком диапазоне при максимальной частоте вращения 3000-4000 об/мин. В этих приводах используют двигатели постоянного тока с тиристорным управлением. Для малых и средних многоцелевых станков применяют приводы с асинхронным электродвигателем и коробками скоростей. Привод подач состоит ш высоко моментного электродвигателя постоянного тока с бесступенчатым регулированием. Электродвигатель через редуктор соединяется с парой винт-гайка качения В крупных станках вместо редуктора используют двухступенчатые коробки скоростей с электромагнитными муфтами. 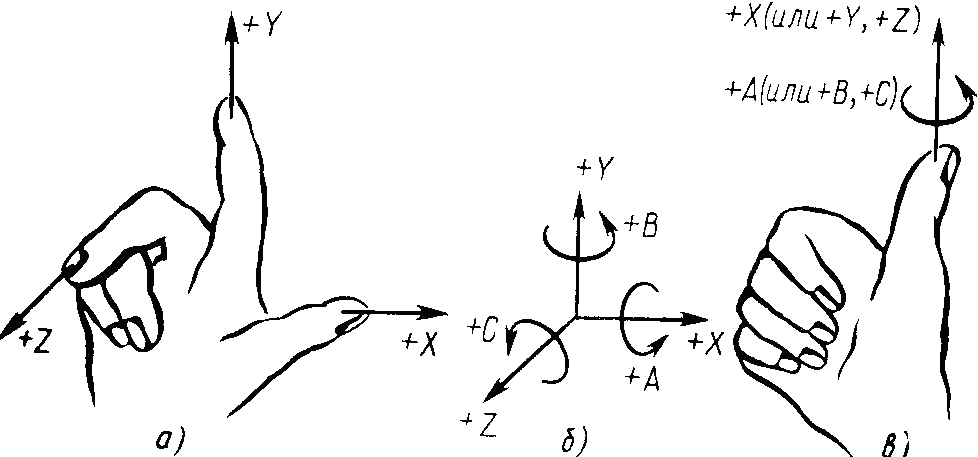 Рис. 2.4, Схемы для определения направлений осей координат и углового поворота вокруг осей: а — правило трех пальцев правой руки, б — правая прямоугольная координатная система; в — правило правого винта Для определения координатных осей и их положений для каждого конкретного станка применяют правило трех пальцев правой руки (рис. 2,4, а), согласно которому согнутый средний палец отождествляется с осью Z, указательный — с осью Y, отогнутый в сторону большой палец — с осью X; концы этих пальцев указывают положительное направление осей. На рис. 2.4, б показана для сравнения правая прямоугольная координатная система. Положительное направление углового оворота вокруг координатной оси определяют, как показано на рис. 2.4, в, или по правилу правого винта (буравчика). |