Анализ конструкции обрабатываемых деталей, уточнение технологии изготовления детали представителя (маршрута обработки и операции, выполняемой на проектируемом станке).
 Скачать 1.56 Mb. Скачать 1.56 Mb.
|

|
|
| С | Si | Mn | Ni | S | P | Cr | Cu | Fe |
| 0,09 – 0,16 | 0,17 – 0,37 | 4,5 – 5,5 | 2,75 – 3,15 | 0.001 – 0,025 | – 0,025 | 0,6 – 0,9 | – 0,3 | ˷˷ 95 |
Таблица 2. Хим. Состав латуни ЛС64-2
| Fe | P | Сu | Pb | Zn | Sb | Bi | Примесей |
| До 0,1 | До 0,01 | 63-66 | 1.5-2 | 31,7-35,5 | До 0,005 | До 0,002 | Всего 0,3 |
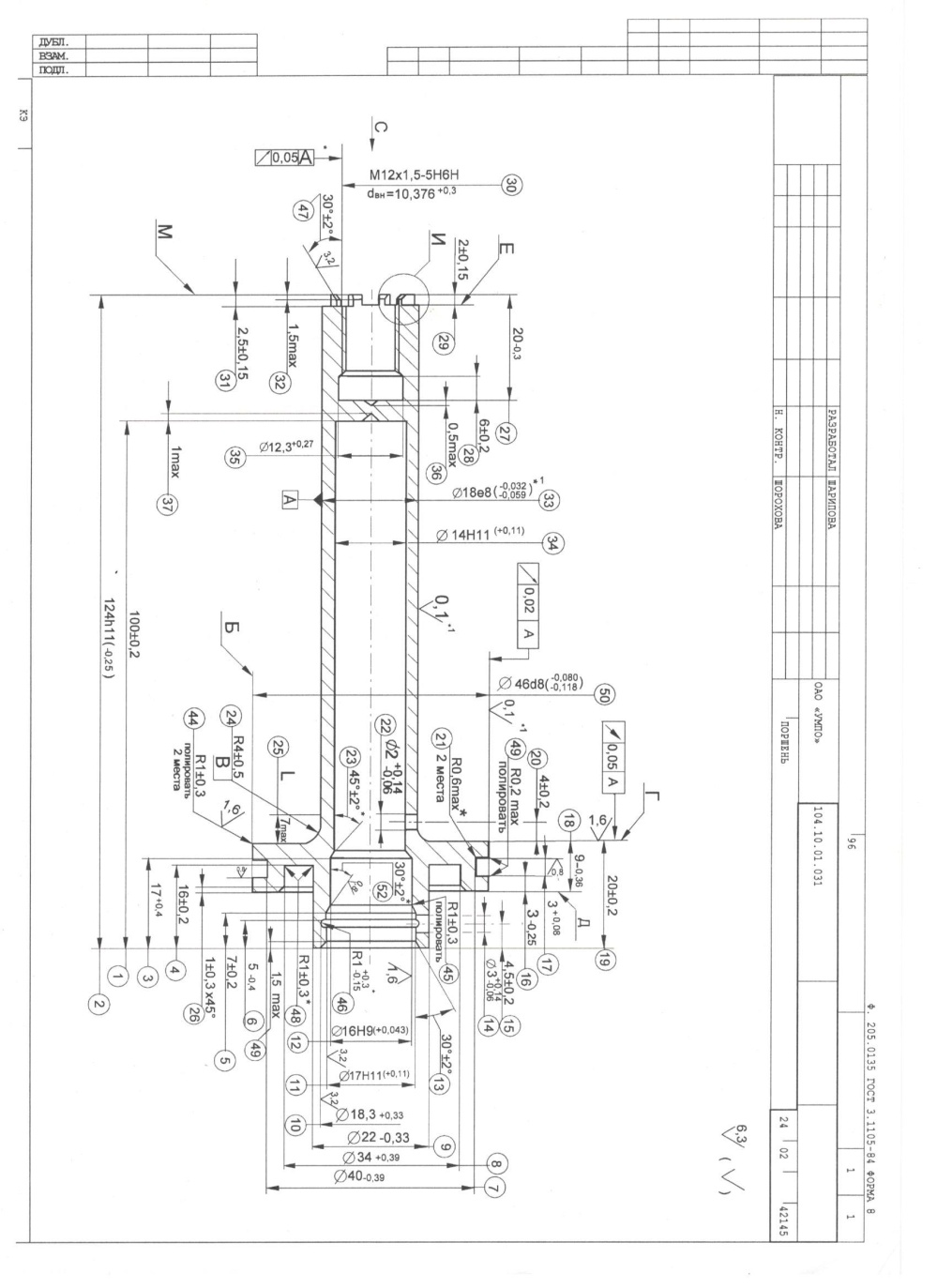
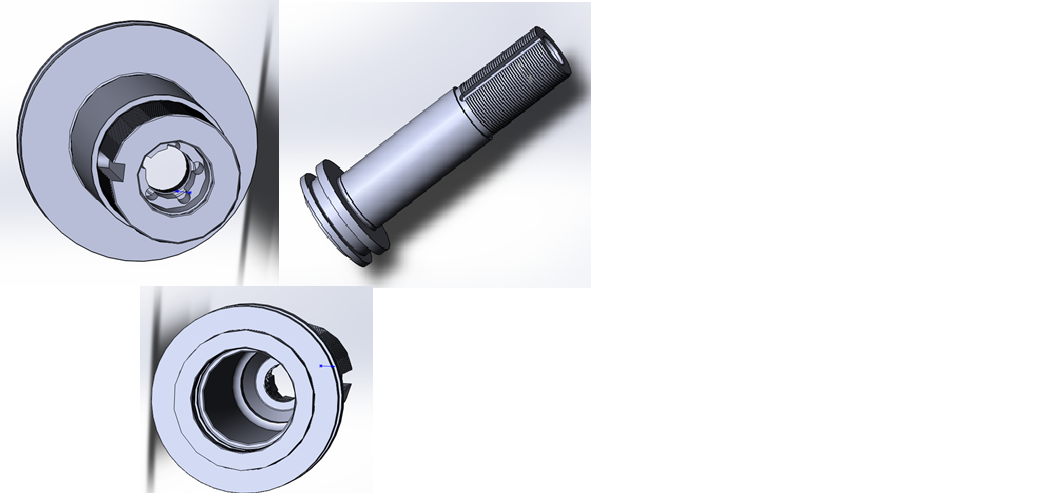
Максимальный диаметр обработки Dmax= 183 мм (Заготовки). Минимальный диаметр обработки Dmin= 62 мм. Максимальная длина обработки Lmax= 174 мм (Заготовки).
В конструкции детали есть элементы с повышенными требованиями к точности H9, H11, H12, h8, f7. Плоскости с повышенными требованиями взаимного расположения: Биения относительно базы “А” 0,02. Биения относительно базы “Б” 0.02. Биения относительно базы “B” 0.02..
Переходы на проектируемом станке: Точение.
Маршрутная карта изготовления детали-представителя на заводе ПАО «УМПО» представлена в таблице 3.
Таблица 3 – Базовая маршрутная карта изготовления детали-представителя
| Операции | Наименование операции | Оборудование |
| 1 | Токарная | 1К62 |
| 2 | Токарная | 1К62 |
| 3 | Токарная | 1К62 |
| 4 | Токарная | 1К62 |
| 5 | Токарная | 1К62 |
| 6 | Токарная | 1К62 |
| 7 | Токарная | 1К62 |
| 8 | Токарная | 1К62 |
| 9 | Токарная | 1К62 |
| 10 | Токарная | 1К62 |
| 11 | Токарная | 1К62 |
| 12 | Токарная | 1К62 |
| 13 | Сверлильная | 2М55 |
| 14 | Сверлильная | 2М55 |
| 15 | Сверлильная | 2М55 |
| 16 | Долбежная | УЗВ-18М |
| 17 | Слесарная | Верстак |
| 18 | Промывка | УЗВ-18М |
| 19 | Долбежная | 5В12 |
| 20 | Промывка | УЗВ-18М |
| 21 | Шлифовальная | 3132 |
| 22 | Контроль | Стол контрольный |
| 23 | Цементация | |
| 24 | Контроль | Стол контрольный |
| 25 | Шлифовальная | 3132 |
| 26 | Промывка | 3132 |
| 27 | Контроль | Стол контрольный |
| 28 | Окончательная сдача | |
После анализа базового варианта маршрутной технологии, были внесены предложения по ее оптимизации и улучшению (таблица 4). При применении многоцелевого токарного патронно-центрового станка с ЧПУ модели 200HTP предназначенного для выполнения разнообразных токарных работ при обработке детали различной сложности. Оснащенного контршпинделем. Револьверной головкой с приводным инструментом. Появляется возможность совместить операции: ОП40010 и ОП40020. ОП40045, ОП40050 и ОП40075. ОП40055, ОП40060, ОП40070, ОП40080, ОП40090 и ОП40120. А также экономится время на перестановку детали за счет совмещения фрезерования паза и сверление отверстия.
Таблица 4 – Предлагаемая маршрутная технология
| 40005 | Токарная | Проектируемый станок |
| 40010 | Токарная | Проектируемый станок |
| 40015 | Токарная | Проектируемый станок |
| 40020 | Токарная | Проектируемый станок |
| 40025 | Токарная | Проектируемый станок |
| 40030 | Промывка | УЗВ-18М |
| 40035 | Контроль твердости | ТШ-2 |
| 40040 | Токарная | Проектируемый станок |
| 40045 | Токарная | Проектируемый станок |
| 40050 | Слесарная | Верстак |
| 40055 | Долбежная | ДШ-6 |
| 40060 | Шлифовальная | 3132 |
| 40065 | Шлифовальная | 3132 |
| 40070 | Полировальная | Проектируемый станок |
| 40075 | Полировальная | Проектируемый станок |
| 40080 | Промывка | УЗВ-18М |
| 40085 | Слесарная | Верстак |
| 40090 | Контроль магнитопорошковый | |
| 40097 | Промывка | УЗВ-18М |
| 40100 | Контроль | Стол контрольный |
| 41000 | Хромирование | |
| 42000 | Меднение | |
| 43145 | Контроль входной | Стол контрольный |
| 43150 | Шлифовальная | 3132 |
| 43155 | Шлифовальная | 3132 |
| 43160 | Шлифовальная | 3132 |
| 43165 | Промывка | УЗВ-18М |
| 43170 | Полировальная | Проектируемый станок |
| 43175 | Промывка | УЗВ-18М |
| 43180 | Контроль | Стол контрольный |
| 43185 | Упаковывание | Стол |
| 43190 | Окончательная сдача | |
Как видно из предлагаемой технологии количество операций сокращается на 8.