Анализ конструкции обрабатываемых деталей, уточнение технологии изготовления детали представителя (маршрута обработки и операции, выполняемой на проектируемом станке).
 Скачать 1.56 Mb. Скачать 1.56 Mb.
|

2.6 Уточнение технических характеристик проектируемого модуля станкаНа основании сведений, полученных для модуля станка-аналога, проведем корректировку технических характеристик проектируемого модуля. С учетом опыта проектирования современных аналогичных станков и применения прогрессивного режущего инструмента увеличим значение мощности приводного электродвигателя на 30%.  Принимаем Nэл=13 кВт. Необходимые технические характеристики проектируемого модуля представлены в таблице 8. Таблица 8 - Необходимые технические характеристики проектируемого модуля
3. Определение компоновок станка и модуля.Компоновка станка-аналога 200HTP представлена на рисунке 3. 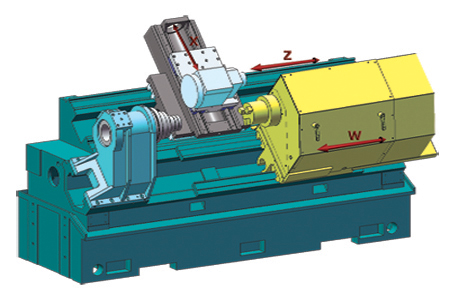 Рисунок-3. Компоновка проектируемого станка На рисунке 4 представлена компоновка проектируемого модуля станка, коробка передач с шпинделем.  Рисунок 4. Компоновка проектируемого модуля
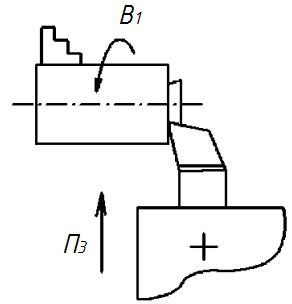
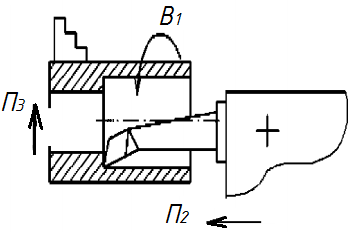
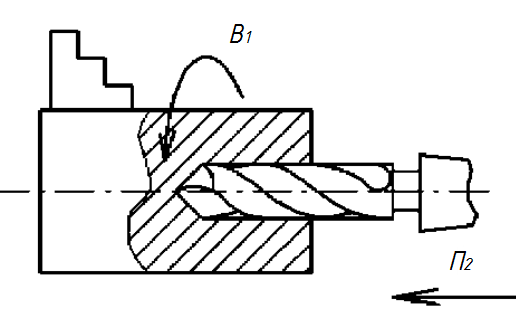
4. Определение функциональных подсистем проектируемого модуля и разработка его структуры.4.1 Основные переходы и схемы обработки.Результаты анализа схем обработки для осуществления заданных переходов обработки приведены в таблице 9. Таблица 4.1. Основные переходы и схемы обработки.
На станке-аналоге обработка ведется при постоянных значениях частоты вращения шпинделя и подачи. | |||||||||||||||||||||||||||||||||||||||||||||