Билет 1. Вопрос Ингалипт
 Скачать 11.63 Mb. Скачать 11.63 Mb.
|

|
Контроль качества драже. Контролируют качество по внешнему виду на основании осмотра 20 драже. Испытание распадаемости проводят ежегодно согласно фармакопейной статье «Таблетки» (приложение 3). Время распадания не должно превышать 30 мин. Растворение. Определение распадаемости таблеток не дает информации о высвобождении лекарственных веществ из распавшейся лекарственной формы и не позволяет сделать заключение об их доступности. Более надежным контролирующим методом является «тест-растворение». При этом анализируется количество лекарственного вещества (в интервалах времени), диффундирующего из целых или распавшихся таблеток в растворяющую жидкость (вода, 0,1 н раствор кислоты хлористоводородной, 0,1 н раствор натрия гидроксида, буферные растворы, искусственные пищеварительные соки и др.) Покрытие таблеток оболочками Покрытие таблеток оболочками имеет многостороннее значение и следующие цели: 1) защита таблеток от экстремальных факторов внешней среды (ударов, истирания и др.); 2) защита от воздействий окружающей среды (свет, влага, кислород и углекислота воздуха); 3) маскировка неприятного вкуса и запаха, содержащихся в таблетках лекарственных веществ; 4) защита от окрашивающей способности лекарственных веществ, содержащихся в таблетках (например, таблетки активированного угля);5) защита содержащихся в таблетках лекарственных веществ от кислой реакции желудочного сока; 6) защита слизистой рта, пищевода и желудка от раздражающего действия лекарственных веществ; 7) локализация терапевтического действия лекарственных веществ в определенном отделе желудочно-кишечного тракта; 8) предотвращение нарушений процессов пищеварения в желудке, возможных при нейтрализации желудочного сока лекарственными веществами основного характера; 9) пролонгирование терапевтического действия лекарственных веществ в таблетках; 10) преодоление несовместимости различных веществ, находящихся в одной таблетке, путем введения их в состав оболочки и ядра; 11) улучшение товарного вида таблеток и удобства их применения. При покрытии таблеток оболочками применяют различные вспомогательные вещества, условно подразделяющиеся на следующие группы: адгезивы, обеспечивающие прилипание материалов покрытия к ядру и друг к другу (сахарный сироп, ПВП, КМЦ, МЦ, АФЦ, ОПМЦ, ЭЦ, ПЭГ и др.): структурные вещества, создающие каркасы (сахар, магния оксид, кальция оксид, тальк, магния карбонат основной); пластификаторы, которые придают покрытиям свойства пластичности (растительные масла, МЦ, ПВП, КМЦ, твины и др.); гидрофобизаторы, придающие покрытиям свойства влагостойкости (аэросил, шеллак, полиакриловые смолы, зеин ); красители, служащие для улучшения внешнего вида или для обозначения терапевтической группы веществ: (тропеолин 00, тартразин, кислотный красный 2С, индигокармин и др.); корригенты, придающие покрытию приятный вкус (сахар, лимонная кислота, какао, ванилин и др.). Применяется более 50 наименований пленкообразователей. Таблеточные покрытия в зависимости от их состава и способа нанесения разделяют на следующие группы: 1. Прессованные (или сухие) покрытия. 2. Пленочные покрытия. 3. Дражированные покрытия (нанесение сахарной оболочки). Прессованные покрытия Нанесение оболочек прессованием («сухие» покрытия) осуществляют с помощью таблеточных машин типа «Драйкота» английской фирмы «Манести» или отечественной РТМ-24 Д. Машина представляет собой сдвоенный агрегат, состоящий из двух роторов На первом роторе обычным способом прессуются таблетки- ядра двояковыпуклой формы, передающиеся с помощью специально транспортирующего устройства на второй ротор, где наносится покрытие. Схема нанесения покрытия прессованием такова. Сначала происходит заполнение гнезда матрицы порцией гранулята, необходимого для образования нижней части (половины) покрытия, затем на гранулят по специальным направлениям с первого ротора подается таблетка-ядро, на которую наносится покрытие. После фиксации таблетки точно по центру гнезда матрицы нижний пуансон несколько опускается, после чего отпускаетсяверхний пуансон, слегка впрессовывающий таблетку-ядро в находящуюся под ней порцию гранулята, или создает над таблеткой пространство для заполнения второй порции гранулята. После подачи этой порции происходит окончательное формирование покрытия путем прессования (одновременно верхним и нижним пуансоном). На заключительной стадии осуществляется выталкивание таблетки, покрытой оболочкой. 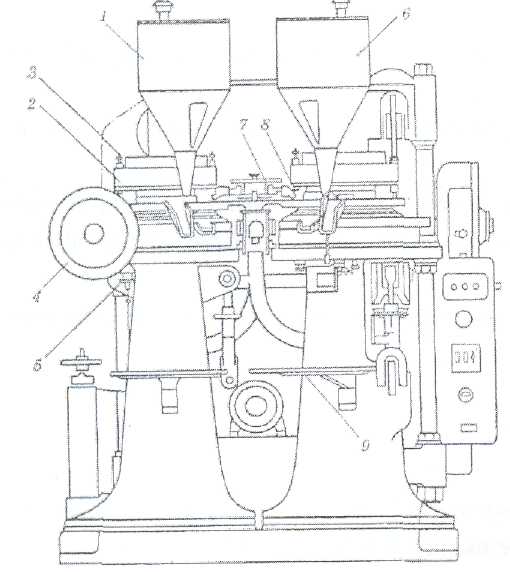 Рис.. Таблеточная машина «Драйкота»: / — бункер с гранулятом; 2 — ротор; 3 — пуансон; 4 — ролик; 5 — регулировочный винт; 6 — бункер с массой для оболочки; 7,8 — передатчики; 9 — емкость для готовых таблеток Производительность машины 10 500 таблеток в час. К недостаткам этого метода следует отнести: значительный расход материала для покрытия, увеличение массы и размера таблеток, неравномерность оболочки по толщине, трудность переработки брака, нарушение центровки ядра, значительная пористость покрытий, приводящая к увеличению объема в результате набухания таблеток-ядер при поглощении ими влаги из воздуха, проникающего сквозь поры оболочки. При этом происходит образование трещин в прессованной оболочке или даже ее отслаивание. Главным преимуществом данного метода покрытия является исключение использования в технологии растворителей. Поэтому прессованные покрытия рациональны для таблеток гигроскопичных и чувствительных к воздействию влаги веществ (антибиотики). С целью пролонгации эффекта действующего вещества его вводят в состав как ядра, так и покрытия. Покрытие быстро распадается в желудке (начальная доза), а ядро (таблетка) распадается постепенно, поддерживая определенную постоянную концентрацию вещества в организме. Этот метод позволяет преодолеть несовместимость находящихся в одной таблетке различных веществ, вводя их в состав оболочки и ядра. Пленочные покрытия ^ Пленочным покрытием называется тонкая (порядка 0,05-— 0,2 мм) оболочка, образующаяна таблетке после высыхания нанесенного на ее поверхность раствора пленкообразующего вещества. Они имеют следующие преимущества: 1. Возможность избирательной растворимости таблеток в желудке или кишечнике. 2. Регулирование скорости адсорбции лекарственных веществ. 3. Возможность совмещения в одной лекарственной форме несовместимых лекарственных веществ. 4. Сохранение физических, химических и механических свойств ядер таблеток при нанесении пленочных покрытий. 5. Сохранение первоначальных геометрических параметров таблеток, их формы, маркировки, фирменных обозначений. 6. Уменьшение массы объема пленочного покрытия по сравнению с дражировочным. 7. Возможность автоматизации процесса покрытия, интенсификации производства и сокращение производственных площадей. В зависимости от растворимости пленочные покрытия разделяют на следующие группы: а) водорастворимые; б) растворимые в желудочном соке; в) кишечно-растворимые; г) нерастворимые. Водорастворимые покрытия и покрытия, растворимые в желудке. Водорастворимые покрытия улучшают внешний вид таблеток, корригируют их вкус и запах, защищают от механических повреждений. Покрытия, растворимые в желудке, предохраняют таблетки от воздействия влаги воздуха; они разрушаются в организме в течение 10—30 мин. Для получения водорастворимых покрытий полиэтиленоксид и поливинилпирролидон наносят на таблетки в виде 20—30% растворов в 50—90% этиловом или изопропиловом спиртах, метилцеллюлозу и натриевую соль карбоксиметилцеллюлозы — в виде 4 — 7% водных растворов. Покрытия, растворимые в желудочном соке, представляют бензиламино- и диэтиламинобензилцеллюлозой, п-аминобензоатом, сахарозой, глюкозой, фруктозой, маннитом, винилпиридином, зеином и желатином. Кишечно-растворимые покрытия. Кишечно-растворимые покрытия защищают лекарственное вещество, содержащееся в таблетке, от действия кислой реакции желудочного сока, предохраняет слизистую желудка от раздражающего действия некоторых лекарств, локализируют лекарственное вещество в кишечнике, пролонгируя в определенной степени его действие. Кишечно-растворимые покрытия обладают также более выраженным, чем у перечисленных выше групп покрытий влагозащитным эффектом. Процесс растворения энтеросолюбильных оболочек в организме обусловлен воздействием на них комплекса ферментов и различных солюбилизирующих веществ, содержащихся в кишечном соке. Для получения кишечно-растворимых покрытий в качестве пленкообразователей используются высокомолекулярные соединения со свойствами полиэлектролитов с большимчислом карбоксилвных групп. Они диссоциируют в нейтральной или щелочной среде с образованием нерастворимых солей. Применяются природные вещества: шеллак, карнаубский воск, казеин, кератин, парафин, церезин, спермацет, цетиловый спирт, а также синтетические продукты, стеариновая кислота в сочетании с жирами и желчными кислотами, бутилстеарат, фталаты декстрина, моносукцинаты ацетил-, метилфталилцеллюлозы. Чаще всего для получения кишечно-растворимых покрытий используют ацетил фтали л целлюлозу, как вещество, наиболее устойчивое к воздействию желудочного сока. Перечисленные пленкообразователи наносят на таблетки в виде растворов в этиловом, изопропиловом спирте, ацетоне или в смесях указанных растворителей. Для получения окрашенных оболочек п растворы добавляют пигменты и красители. Кишечно-растворимые покрытия выдерживают (2—4 ч и более) воздействия желудочного сока, что позволяет таким таблеткам в неизмененном виде пройти через желудок; в кишечном же соке они распадаются в течение 1 ч, обеспечивая высвобождение лекарственного вещества в кишечнике. Нерастворимые покрытия. Основное назначение покрытий данного типа — защита таблетки от механического повреждения и от воздействия атмосферной влаги, устранение неприятного запаха и вкуса лекарственного вещества, пролонгирование его действия. К покрытиям относят этилцеллюлозу, монолаурат полиэтиленсорбита, поверхностно-активные вещества и др. Механизм высвобождения лекарственного вещества из таблеток с нерастворимыми оболочками заключается в следующем. После поступления таблетки в желудочно-кишечный тракт пищеварительные соки проникают в нее сквозь микропоры оболочки и вызывают или растворение содержимого таблетки, или ее набухание. В первом случае растворенные вещества диффундируют через пленку в обратном направлении — в сторону желудочно-кишечного тракта под влиянием разности концентраций, во втором — происходит разрыв оболочки за счет увеличения объема таблетки, после чего лекарственное вещество высвобождается обычным образом. Способы нанесения пленочных покрытий Существуют 3 способа нанесения пленочных покрытий на таблетки: 1. Погружение в раствор пленкообразующего вещества. 2. Наслаивание в дражировочном котле. 3. Получение покрытия во взвешенном слое. Первый способ основан на погружении таблеток поочередно, то одной, то другой стороной в покрывающий раствор. Таблетки фиксируются с помощью вакуума на металлическом перфорированном листе специальной машины, производительность которой составляет 5—8 тыс. покрытых оболочками таблеток в час. Машины подобного типа выпускаются фирмой «Артур Колтон». Этот способ достаточно сложен и пригоден лишь для нанесения на таблетки вязких, но не слишком клейких растворов. В настоящее время в связи с недостаточно высокой производительностью он применяется редко. Наиболее широко применяется способ нанесения пленочных покрытий в дражировочном котле. Для нанесения покрытия двояковыпуклые таблетки помещают в дражировочныйкотел, в период работы он вращается со скоростью 20—25 об/мин. Перед началом процесса покрытия с поверхности таблеток сильной воздушной струей удаляется пыль. Покрывающий раствор вводят в котел путем периодического разбрызгивания с помощью установленных у отверстия котла форсунок. Для сушки оболочек таблетки обдувают в котле воздушной струей. Для нанесения .покрытия в псевдоожиженном слое используется установка, конструкция которой почти не отличается от установки типа СГ, применяемой для получения гранулята. Форсунки для разбрызгивания покрывающего раствора устанавливаются в нижней или верхней части рабочей камеры аппарата. Определенное количество таблеток помещают в рабочую камеру, включают вентилятор (компрессор), и под действием образующегося воздушного потока масса таблеток переводится в псевдоожиженное состояние, после чего с определенной скоростью в камеру подается покрывающий раствор. Скорость поступления раствора определяется его вязкостью, скорость движения воздуха в аппарате — размером камеры и количеством находящихся в ней таблеток. Продолжительность процесса нанесения покрытия зависит от необходимой толщины оболочки и колеблется от 15 до 45 мин. После прекращения пульверизации раствора скорость движения воздуха слегка увеличивают, при этом образование пленочной оболочки происходит наиболее эффективно, процесс сушки покрытия значительно сокращается по сравнению с остальными способами. Пленочное покрытие незначительно увеличивает массу таблеток. Благодаря применению летучих органических растворителей, исключается длительная стадия сушки оболочек. Продолжительность процесса нанесения пленочного покрытия составляет 2—4 ч. Пленочные покрытия можно наносить не только на таблетки, но и на гранулы или на частицы порошкообразного материала. Основным недостатком нанесения пленочных покрытий в промышленных масштабах является значительное увеличение концентрации паров, зачастую ядовитых и огнеопасных органических растворителей в помещениях цехов, что требует принятия соответствующих мер противопожарной безопасности, установке мощной приточно-вытяжнои вентиляции и безопасности работников. В производстве для нанесения пленочных покрытий на основе органических растворителей применяют установки УПТ-25 и УЗЦ-25. Установка замкнутого цикла УЗЦ-25 способна улавливать пары растворителей, регенерировать их и снова пускать в производство. На этой установке производят таблетки ПАСК — Na (натриевая соль парааминосалициловой кислоты) с пленочным кишечно-растворимым покрытием. Дражированные покрытия. Дражированное (от франц. dragee— нанесение сахарной оболочки) Основное назначение оболочек — защита таблеток от внешних воздействий, маскировка неприятного вкуса и запаха лекарственного вещества, улучшение внешнего вида таблеток. Иногда в состав оболочек добавляют вещества, защищающие таблетку от воздействия желудочного сока. Создание дражированных оболочек осуществляется в дражировочных котлах1 илиобдукторах трех форм: шарообразной, эллипсоидной и грушевидной. Наиболее распространенная — эллипсоидная форма. Ее преимущества — в возможности большей загрузки таблетками и создании большего давления на них. Кроме того, в котлах такого типа создаются оптимальные вращательные движения дражир о ванных таблеток, ускоряющие и улучшающие условия нанесения оболочки. Форма котла, степень его загрузки, скорость вращения, наклон котла к горизонтали, а также площадь поверхности дражированных таблеток значительно влияют на качество покрытия. Оптимальная скорость котла — 18—20 об/мин, угол наклона котла к горизонтали — 30—45°, оптимальная загрузка — 25—30% от объема котла. Дражированная таблетка состоит из таблетки-ядра, содержащей лекарственное вещество, и покрытия, содержащего комплекс вспомогательных веществ. Таблетка-ядро должна быть механически прочная. Это обусловлено действием на таблетку при дражировании четырех факторов: — суммарная масса таблеток, зависящая от величины загрузки котла (с увеличением загрузки и скорости вращения котла возрастает возможность разрушения таблеток); — свободное падение таблеток с верхней точки вращающегося котла на нижнюю (эта сила прямо пропорциональна массе таблеток и высоте, с которой они падают); — кинетическая энергия вращающихся таблеток в котле (таблетка не просто произвольно падает, а создается вращательный момент, сила которого зависит от массы таблетки и скорости вращения котла); — расклинивающий эффект жидкостей, применяемых при дражировании. Таблетки, подлежащие дражированию, не должны иметь плоскую форму, чтобы избегнуть их слипания. Для дражирования рекомендуются два типа таблеток: — со средним овалом поверхности, глубина кривизны составляет около 15% диаметра, высота по центру —- 25—30% диаметра (г - 0,75d); — со стандартной кривизной поверхности (малый овал), глубина кривизны составляет 10% диаметра, высота по центру — не менее 25% диаметра таблетки (г - l,Id). До 1975 г. на отечественных химико-фармацевтических заводах существовала технология покрытия таблеток методом сахарно-мучного дражирования. Стадии технологического процесса дражирования таблеток: 1. Обволакивание, или грунтовка. 2. Наслаивание, или накатка. 3. Сглаживание, или полировка. 4. Глянцовка. Обволакивание, или грунтовка, состоит в том, что движущиеся таблетки в дражировочном котле увлажняют сахарным сиропом 64—70% концентрации и обсыпаются пшеничной мукой или же смесью ее с магния карбонатом основным. После обсыпки таблетки вращаются 25:—30 мин, после чего их сушат теплым воздухом (40—50 °С) в течение 30-—40 мин. Операции увлажнения таблеток, обсыпки, свободного вращения и сушки повторяют 2— 3 раза. Стадия обволакивания, в случае необходимости, применяется для изоляции таблетки-ядра от проникновения влаги, особенно в первые моменты увлажнения таблеток. За стадией обволакивания следует стадия наслаивания, или накатки. Во всем технологическом цикле дражирования — это самая важная стадия, так как именно здесь происходит, в основном, образование всей оболочки. На этой стадии одни заводы применяют сахарно-мучное тесто для наслаивания, другие — таблетки увлажняли сахарным сиропом и обсыпали магния карбонатом основным или же смесью его с пшеничной мукой в равных количествах. После одноразовой подачи сахарно-мучного теста таблеткам дают свободное вращение, перемешивая их в котле в течение 30-— 40 мин. Затем таблетки сушат теплым воздухом 20—30 мин. Операции подачи теста, свободного вращения, сушки таблеток повторяют многократно, до получения определенной массы таблеток. За стадией наслаивания следует стадия сглаживания, или полировки, которую осуществляют с помощью сахарного сиропа с добавлением небольших количеств желатина (до 1%) и красителей. На этой стадии происходит удаление неровностей, шероховатостей. Последней стадией процесса дражирования является стадия глянцевания, т. е. придания таблеткам блеска, товарного вида. Ее осуществляют двумя способами. Применяя первый способ, готовят глянцовочную мастику следующего состава, %; — воска пчелиного — 45; — масла вазелинового— 45; — талька — 10. Глянцовочную мастику в количестве 0,05—0.06% руками наносят на вращающиеся теплые таблетки и дают свободное вращение таблеткам 30—40 мин. Затем таблетки обсыпают небольшим количеством талька для ускорения получения глянца. Применяя второй способ, отполированные таблетки выгружают из котла и помещают в специальный котел, стенки которого покрыты воском. Включают вращение котла на 1,5—2 ч и таким образом получают глянец. Сахар но-мучное дражирование имеет ряд существенных недостатков. Исследования показали, что в процессе хранения в результате окислительных процессов и энзиматического расщепления белковых веществ в муке образуются свободные органические кислоты с выделением газообразных веществ, что ведет к прогорканию. Мука, входящая в состав покрытия, ухудшает его физико-механические свойства и часто ведет к растрескиванию покрытия. Сахарно-мучное тесто, применяемое при дражировании, по своей консистенции негомогенно, и покрытие, получаемое на его основе, не имеет ровной однородной поверхности. Мучное тесто затрудняет возможность механизировать и автоматизировать процесс. Кроме того, сахарно-мучное дражирование характеризуется трудоемкостью и длительностью. В связи с изложенным выше проф. П. Д. Пашневым (Харьков) разработан новый способ покрытия таблеток — суспензионный метод дражирования.
Сочетание сахара и воды представляет собой 70% сахарный сироп, являющийся носителем суспензии. Поливинилпирролидон (ПВП) является высокомолекулярным соединением винилпирролидона. В растворе молекулы ПВП, присоединяясь друг к другу, образуют пространственную сетку. Молекулы сахара, растворенные в воде, оказываются заключенными в ячейки сетки. В процессе сушки обрабатываемых таблеток вода, находящаяся в отдельных ячейках сетки, удаляется. Оставшийся в ячейках сетки сахар, кристаллизуясь, не имеет возможности соединяться в агломераты. Образуются мелкодисперсные кристаллы, обладающие меньшей хрупкостью и большей пластичностью. Аэросил (аморфная двуокись кремния), применяемый в суспензии, является ее стабилизатором. Механизм стабилизации заключается в том, что на поверхности частичек аэросила имеются силаноловые группы, образующие с водой гель при помощи водородных мостиков. Образовавшийся гель препятствует седиментации взвешенных частиц. Магния карбонат основной — наполнитель. Титана диоксид — краситель (пигмент). Стадии суспензионного метода дражирования таблеток. 1. Нанесение на таблетки покрытия из неокрашенной суспензии. 2. Нанесение на таблетки покрытия из окрашенной суспензии или окрашенного сиропа. 3. Глянцевание таблеток. Суспензионное дражирование таблеток осуществляют как на обычных дражировочных котлах, так и на автоматических линиях фирм «Штенберг» (Германия) и «Пеллегрини» (Италия). Технологический режим дражирования заключается в следующем, В дражировочный котел загружают таблетки-ядра в количестве 25—30% от объема котла, предварительно обкатанных и обеспыленных. Включают привод котла и на вращающиеся таблетки подают 2—2,5% суспензии методом полива или же разбрызгивания с помощью форсунки. Таблеткам дают «раскататься» 4—5 мин. Угол наклона котла к горизонтали составляет 45°, скорость вращения — 20—25 об/мин. После чего таблетки сушат теплым воздухом 40—45 °С в течение 3—4 мин. Операции подачи суспензии, обкатки и сушки повторяют многократно, до получения определенной массы таблеток. О режиме нанесения окрашенного покрытия на основе окрашенной суспензии или окрашенного сиропа и глянцевании таблеток говорилось выше.Суспензионный метод покрытия таблеток оболочками позволил автоматизировать процесс, уменьшить трудозатраты, повысить производительность труда в 3—5 раз. Новая технология улучшила качество покрытых оболочками таблеток: а) снизилась их средняя масса; б) улучшен товарный вид: в) повысилась стабильность покрытых оболочками таблеток — срок годности препаратов увеличился с 1 года до 4 лет; г) исключен пищевой продукт — мука, приводившая к растрескиванию покрытия. Rp.: Acidi ascorbinici 0,2 Pyridoxini Hydrochloridi 0,05 Acidi nicotinici 0,02 Misce fiat pulv. D.t.d. N 20 S. По 1 пор; З раза в день. Расчеты: Потери Кислоты аскорбиновой 0,2*20=4,0 12мг*3-36 мг Пиридоксина гидрохлорида 0,05*20=1,0 нет данных Кислоты никотиновой 0,02*20=0.4 прописана в в соотношении 1/10 по отнош к М общ= 5,4 N41=0,27 аскорб.к-те, поэтому расчеты не делаем. Технология. В ступку № 4 помещаем 4,0 кислоты аскорбиновой, измельчаем, затирая поры ступки. Так как соотношение 1:20 не превышено, в ступку вносим 0,4 кислоты никотиновой, растираем, перемешиваем. Вносим 1,0 пиридоксина гидрохлорида, растираем, перемешиваем. Смешивание и измельчение продолжаем до тех пор, пока на расстоянии 25 см невооруженным глазом не будут видны отдельные частицы при надавливании пестиком на смесь ингредиентов. Дозирование. С помощью ручных весов и капсулоторки развешивают общую массу порошка на дозы массой по 0,27 г числом 20, помещая на вощеные капсулы. Стадия 4-— упаковка. Завертывают каждую дозу порошка в вощеную капсулу, капсулы складывают по 3 и помещают в картонную коробку. ппк Acidi ascorbinici 0,2 Acidi nicotinici 0,02 PyridoxiniHydrochloridi 0,05 Мобщ=5,4М1=0,27 Обязательные виды контроля: Органолептический, письменный, при отпуске. Этикетки: «Внутреннее» или «Порошок» «Беречь от детей», «Хранить в сухом месте» Сроки и усл. хр. 10 сут в сухом, защищ. от света месте при Т не выше 25С. |