ОБР.ЛЕКЦ.ЛЕНТ.. I основы резания металлов
 Скачать 8.19 Mb. Скачать 8.19 Mb.
|

Рис. 51. Передний и задний углы сверла(в точках режущей кромки, близко расположенных к оси сверла), а также угла заострения зуба вдоль оси всей длины режущей кромки, задний угол делается: на периферии 8—14°, а у середины 20—27°, задний угол на ленточках сверла равен 0°. Кроме переднего и заднего углов сверло характеризуется углом наклона винтовой канавки Виды подточек и различные формы заточки показаны на рис. 52.  Рис. 52. Элементы подточки спиральных сверл Элементы режима резания (рис.53). Как уже указывалось, скорость резания в различных точках режущей кромки различна и изменяется от нуля в центре до максимальной на периферии сверла. При расчетах режимов резания принимается наибольшая скорость резания на периферии (в м/мин) где D—диаметр сверла, мм; n—частота вращения сверла, об/мин; 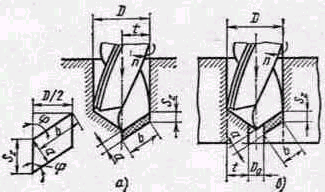 Рис. 53. Элементы резания: а — при сверлении, 6 — при рассверливании Подачей при сверлении s (мм/об) называется величина перемещения сверла вдоль оси за один оборот сверла или за один оборот заготовки, если заготовка вращается, а сверло только перемещается. У сверла две главные режущие кромки. Подача, приходящаяся на каждую кромку, Минутная подача (мм/мин) sм = sn. Толщина среза а, измеренная в направлении, перпендикулярном режущей кромке: Ширина среза b измеряется в направлении вдоль режущей кромки и равняется ее длине: Силы, действующие на сверло. При сверлении отверстий материал оказывает сопротивление снятию стружки. В процессе резания на режущий инструмент действует сила, которая преодолевает силу сопротивления материала, а на шпиндель станка действует крутящий момент (см. рис. 48). Разложим равнодействующую силу сопротивления на каждой режущей кромке на составляющие силы в трех взаимно перпендикулярных направлениях: РZ, PB, РГ (см. рис. 48). Горизонтальные (радиальные) силы РГ. действующие на обеих режущих кромках, взаимно уравновешиваются вследствие симметрии спирального сверла. При несимметричности заточки длина режущих кромок неодинакова и радиальная сила не будет равна нулю, в результате происходит отжим сперла и разбивание отверстия. Силы РВ направленные вверх, препятствуют проникновению сверла в глубину обрабатываемой детали. В этом же направлении действуют силы р1 поперечной кромки. Кроме того, продвижению сверла препятствуют силы трения на ленточках сверла (трение об обработанную поверхность отверстия) и силы трения от сходящей стружки РТ. Суммарная сила от указанных сил сопротивления в осевом направлении сверла называется осевой силой Р или усилием подачи:Р= Силы сопротивления РВ, возникающие на режущих кромках и мешающие проникновению сверла, составляют 40 % от силы Р; силы сопротивления Р1, возникающие на поперечной кромке, составляют 57 % и силы трения РТ — около 3 %. Суммарный момент сил сопротивления 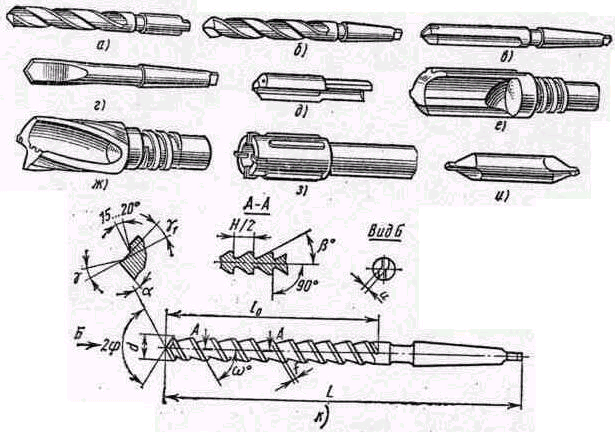 Рис. 54. Виды сверл: а, б — спиральные, в—с прямыми канавками, г — перовое, д — ружейное, е — однокромочное с внутренним отводом стружки, ж – двухкромочное, з – для кольцевого сверления, и – центровочное, к – шнековые. резанию М складывается из момента от сил Рz, момента от сил скобления и трения на поперечной кромке МПК, момента от сил трения на ленточках МЛ и момента от сил трения стружки о сверло и обработанную поверхность отверстия МС, т. е. М=МСР+МПК+МЛ+Мс. По силе Р и моменту М рассчитывается необходимая мощность сверлильного станка. Износ и стойкость сверл. Износ сверл происходит по задней поверхности, ленточкам и уголкам, а иногда и передней поверхности сверл, с твердосплавными пластинками — по уголкам и ленточке. Стойкость сверла зависит от материала обрабатываемой детали и инструмента, от качества инструмента, от режимов резания, применяемой СОЖ и др. Типы сверл и их устройство. Сверло является инструментом, с помощью которого получают отверстия или увеличивают диаметр ранее просверленного отверстия. На рис. 54 показаны различные типы сверл: перовые (рис. 54, г), двухкромочные (рис. 54, ж), спиральные (рис. 54,а и б), ружейное (рис. 54, д), для кольцевого сверления (рис. 54, з), центровочные (рис. 54, и), шнековые (рис. 54, к). Перовое сверло представляет собой круглый стержень, на конце которого находится плоская лопатка, имеющая режущие кромки, наклоненные друг к другу под углом 120°. Перовые сверла обладают недостаточной жесткостью. Недостатком однокромочного сверла является необходимость иметь направляющую втулку, а также ограниченное пространство для отвода стружки. Спиральное сверло получило наибольшее распространение в промышленности. Его устройство описано выше (см. рис. 50). Остальные типы сверл имеют специальное назначение. Шнековые сверла дают возможность получать отверстия глубиной до 40 диаметров за один рабочий ход без периодических выводов для удаления стружки. Они позволяют работать на более высоких скоростях резания, что в сочетании с сокращением вспомогательного времени (отсутствие промежуточных выводов сверла) дает повышение производительности в 2—3 раза по сравнению с работой удлиненными стандартными сверлами. Сверла, оснащенные твердым сплавом. Сверла, оснащенные пластинками из твердого сплава, обладают большой стойкостью, позволяют работать на высоких скоростях, дают высокое качество обработанной поверхности и обеспечивают высокую производительность. Ими можно обрабатывать детали из чугуна, закаленной стали, стекла, мрамора, пластмасс и др. Особенно эффективно применение твердосплавных пластинок при сверлении чугунов и рассверливании чугунов и сталей. Твердосплавные сверла имеют передний угол у=0—7°; задний угол а=8-16°, угол 2 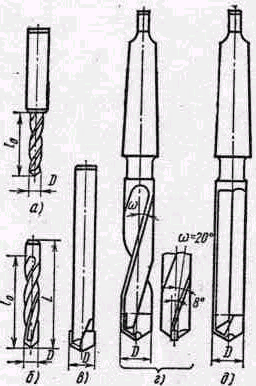 Рис. 55. Сверла из твердого сплава: а — со стальным хвостовиком, б — изготовленное по методу ВНИИ, в—с косыми канавками, оснащенное твердым сплавом, г—спиральное, оснащенное пластиной из твердого сплава, д—с прямыми канавками и твердосплавной пластинкой Сверла с косыми канавками (рис. 55, в) состоят из державки, в паз которой впаяна пластинка из сплава ВК8. .Такие сверла применяются для сверления неглубоких отверстий. Сверла с винтовыми канавками (рис. 55, а) применяют для сверления деталей из вязких и хрупких металлов на высоких режимах работы. На рис. 55, д показано сверло с прямыми канавками московского завода «Фрезер», предназначенное для сверления деталей из чугуна и хрупких материалов глубиной (2—3)D. При обработке сталей рекомендуется применять твердый сплав Т15К6, при обработке чугунов — сплав ВК8. При обработке твердосплавными сверлами необходимо выдерживать симметричность заточки сверл. Сверла с поворотными неперетачиваемыми твердосплавными пластинками. На рис. 56 показано сверло с двумя треугольными неперетачиваемыми твердосплавными пластинками. Пластинки 1 и 2 расположены в двух прямоугольных канавках 6 в специальных гнездах 3 и закреплены болтами 7. Пластинки расположены так, что их режущие кромки образуют взаимно перекрывающие поверхности резания. Пластинки являются как бы токарными резцами, укрепленными в державке 4, вставленной во втулку 5. Процесс 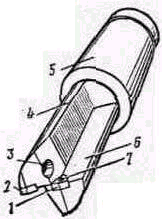 Рис. 56. Сверло с поворотными неперетачиваемыми пластинками резания этим сверлом переходит в процесс точения, выполняемый двумя резцами, позволяя использовать рабочие качества и простоту современных токарных резцов. Форма пластинок и их расположение означают, что сверло не нуждается в предварительной подготовке отверстия. Это сверло позволяет сверлить в обоих направлениях, выводить и вводить сверло вновь. Сверло предназначено для отверстий от 18 до 56 мм и глубиной до двух диаметров сверла. При использовании пластинок с двойным покрытием можно работать с подачами, значительно превосходящими (до 5 раз) подачи, применяемые при работе спиральными сверлами, получая то же качество обработанной поверхности. Применение сверл с неперетачиваемыми поворотными пластинками превращают операцию сверления из медленной в быструю и дешевую. Учитывая, что операция сверления неглубоких отверстий в станках с ЧПУ, агрегатных станках и автоматических линиях является обычной и распространенной, технология обработки с использованием сверл с неперетачиваемыми поворотными пластинками будет прогрессивной. Для сверления глубоких отверстий применяют длинные сверла с неперетачиваемыми поворотными пластинками типа «Эжектор» (рис.57), имеющими автономное устройство подачи СОЖ и удаления стружки. Сверло глубокого сверления 2 работает в паре со сверлом1. Операция сверления выполняется в два рабочих хода. 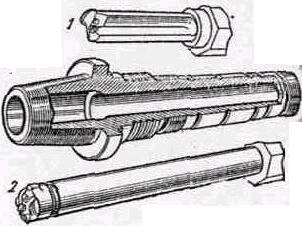 Рис. 57. Сверло для глубоких отверстий с пластинками типа «Эжектор» Сначала сверлится неглубокое отверстие сверлом 1. Затем сверлом 2 производится окончательное сверление глубокого отверстия. Зенкерование и развертывание Процесс зенкерования осуществляется зенкером. Операция зенкерования более точная, чем сверление. Сверлением достигается 11—12-й квалитеты и шероховатость поверхности Rz 20 мкм, а зенкерованием — 9—11-й квалитеты и шероховатость поверхности Ra 2,5 мкм. Развертывание является операцией более точной, чем сверление и зенкерование. Развертыванием достигается 6—9-й квалитеты и шероховатость поверхности Ra 1,25—0,25 мкм. Операция зенкерования подобна рассверливанию. На рис. 58 показана конструкция зенкера. Зенкер состоит из рабочей части 1, шейки 2 и хвостовика 3. Рабочая часть состоит из режущей части l1 и калибрующей l2. Режущая (заборная) часть наклонена к оси под главным углом в плане На рис. 58 показаны зенкеры различной конструкции, применяемые при работе на агрегатных станках и автоматических линиях. 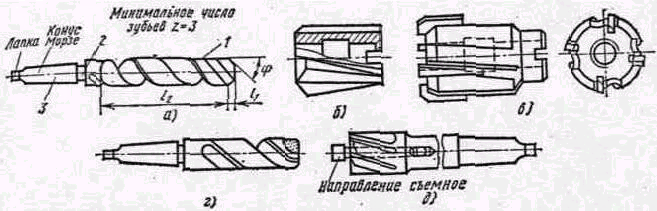 Рис. 58. Зенкеры: а—цельный с коническим хвостовиком, б—насадной цельный, в—насадной с наборными ножками, г—оснащенный твердосплавной пластинкой, д—c направлением для цилиндрических углублений Зенкеры с коническим хвостовиком (рис. 58,а) с минимальным количеством зубьев z<3, диаметром 10 мм и выше применяются для окончательной обработки и под развертывание. Зенкеры насадные и со вставными ножами (рис. 58, б и в) применяются для обработки отверстий. Зенкеры изготовляются из быстрорежущих сталей Р18 и Р9 и твердосплавных материалов Т15К6, применяемых при обработке сталей, и ВК8, ВК6 и ВК4—при обработке чугунов. Процесс развертывания является чистовой операцией для получения точных отверстий. Резание осуществляется разверткой. Как указывалось, развертывание более точная операция, чем сверление и зенкерование. Развертка во многом напоминает зенкер, основное ее отличие от зенкера в том, что она снимает значительно меньший припуск и имеет большое число зубьев — от 6 до 12. Развертка состоит из рабочей части и хвостовика (рис. 59). Рабочая часть в свою очередь состоит из режущей части В и калибрующей Г. Режущая часть наклонена к оси под главным углом в плане 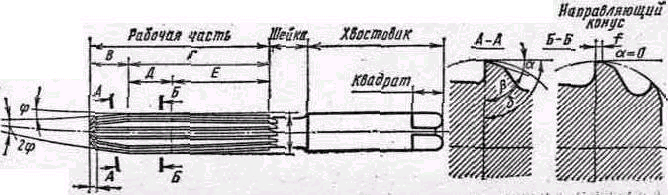 Рис. 69. Развертка Калибрующая часть развертки состоит из двух участков: цилиндрического Д и конического Е, так называемого обратного конуса. Обратный конус делается для уменьшения трения инструмента об обработанную поверхность и увеличения диаметра отверстия. Передний угол развертки у равен 0—10° (0° принимается для чистовых работ и при резании хрупких металлов). Задний угол а на режущей части развертки делается 6—15° (большие значения для малых диаметров). Задний угол на калибрующей части равен нулю, так как имеется цилиндрическая ленточка. Главный угол в плане На рис. 60, 61 показаны различные типы разверток. По своей конструкции развертки делятся на ручные и машинные, цилиндрические и конические, насадные и цельные. 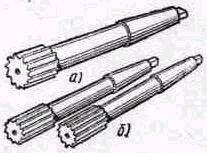 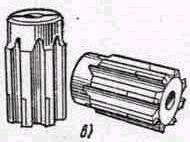 Рис. 60. Типы разверток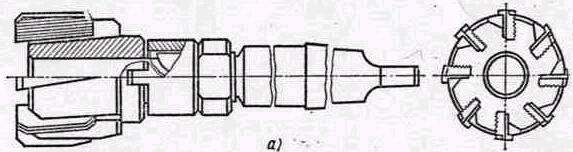 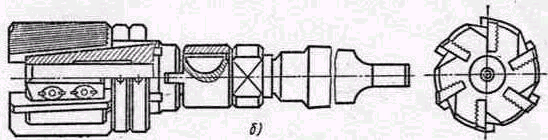 Рис. 61. Машинные регулируемые развертки Ручные развертки изготовляются с цилиндрическим хвостовиком (рис. 60, г). Ими обрабатываются отверстия от 3 до 50 мм. Машинные развертки (рис. 61) делаются с цилиндрическими и коническими хвостовиками и используются для развертывания отверстий диаметром от 3 до 100 мм. Этими развертками обрабатываются отверстия на сверлильных и токарных станках. Насадные развертки служат для развертывания отверстий от 25 до 300 мм. Их насаживают на специальную оправку, имеющую конусный хвостовик для крепления на станке. Насадные развертки изготовляют из быстрорежущей стали Р9 или Р18 и оснащают пластинками из твердого сплава. Коническими развертками развертывают конусные отверстия. Обычно в комплект входят три развертки: обдирочная, промежуточная и чистовая. Цельные развертки изготовляются из углеродистой или легированной стали. При развертывании отверстий в твердых металлах применяются развертки с пластинками из твердых сплавов. Элементы режима резания и срезапри зенкеровании и развертывании. Элементы режима резания подсчитывают по формуле и методике, приведенной в разделе «Сверление» (коэффициенты и показатели степеней выбирают из таблиц и справочников применительно к конкретной операции). Глубину резания t (рис. 62 и 63) определяют исходя из припуска на обработку при зенкеровании до 2 мм на сторону. Средние значения припуска под зенкерование после сверления, снимаемого за один рабочий ход (т. е. t=h), составляют:
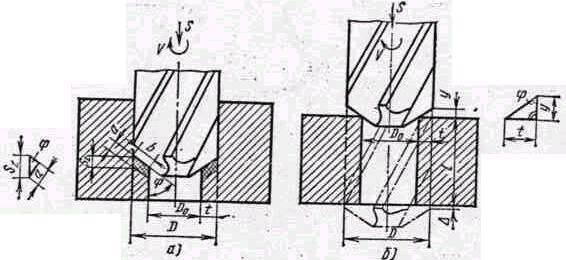 Рис. 62. Элементы резания при зенкеровании Припуск под чистовое развертывание принимается 0,05—0,25 мм на сторону. Припуск под предварительно развертывание может быть увеличен в 2—3 раза. Средние значения глубин резания (припуска) при чистовом развертывания составляют:
|