реферат. Каталитический крекинг НАЗАРИЙ МАЪЛУМОТЛАР. Каталитический крекинг. Химические основы процесса. Превращения алканов, циклоалканов, алкенов и аренов
 Скачать 1.43 Mb. Скачать 1.43 Mb.
|

Каталитический риформинг в промышленности. Катализаторы процесса.катализаторы Процесс каталитического риформинга осуществляют на бифункциональных катализатораx, сочетающих кислотную и гидрирующую-дегидрирующую функции. Гомолитические реакции гидрирования и дегидрирования протекают на металлических центрах платины или платины, промотированной добавками рения, иридия, олова, галлия, германия и др. тонко диспергированных на носителе. Кислотную функцию в промышленных катализатоpax каталитического риформинга выполняет носитель, в качестве которого используют оксид алюминия. Для усиления и регулирования кислотной функции носителя в состав катализатоpa вводят галоген: F или С1. В настоящее время применяют только хлорсодержащие катализаторы. Содержание хлора составляет от 0,4-0,5 до 2,0 % масс. Платина на катализаторе каталитического риформинга ускоряет реакции гидрирования-дегидрирования и замедляет образование кокса на его поверхности. Обусловливается это тем, что адсорбированный на платине водород сначала диссоциируется, затем активный (атомарный) водород диффундирует на поверхности катализатора к кислотным центрам, ответственным за образование коксовых отложений. Коксогены гидрируются и десорбируются с поверхности. В этой связи скорость образования кокса при прочих равных условиях зависит от давления водорода. Поэтому минимальная концентрация платины в катализаторах каталитического риформинга определяется необходимостью прежде всего поддерживать их поверхность в «чистом» виде, а не только с целью образования достаточного числа активных металлитических центров на поверхности носителя. В монометаллических алюмоплатиновых катализатоpax содержание платины составляет 0,3 - 0,8 % масс. Очень важно, чтобы платина была достаточно хорошо диспергирована на поверхности носителя. С увеличением дисперсности платины повышается активность катализатора. Процесс каталитического риформинга в последние годы был связан с разработкой и применением сначала биметаллических и затем полиметаллических катализаторов, обладающих повышенной активностью, селективностью и стабильностью. Используемые для промотирования металлы можно разделить на 2 группы. К первой из них принадлежат металлы 8-го ряда: Re и Ir, известные как катализаторы гидро-дегидрогенизации и гидрогенолиза. К другой группе модификаторов относят металлы, практически неактивные в реакциях риформинга, такие как Ge, Sn и Pb (IV группа), Ga, In и редкоземельные элементы (III группа) и Cd (из II группы). К биметаллическим катализаторам относят платино-рениевые и платино-иридиевые, содержащие 0,3-0,4% масс. Pt и примерно столько же Re и Ir. Re или Ir образуют с Pt биметаллические сплав, точнее кластер, типа Pt-Re-Rе-Pt-, который препятствует рекристаллизации - укрупнению кристаллов Pt при длительной эксплуатации процесса. Биметаллические кластерные катализаторы (получаемые обычно нанесением металлов, обладающих каталитической активностью, особенно благородных, на носитель с высокоразвитой поверхностью) характеризуются, кроме высокой термостойкости, повышенной активностью по отношению к диссоциации молекулярного водорода и миграции атомарного водорода (спилловеру). В результате отложение кокса происходит на более удаленных от металлических центров катализатора, что способствует сохранению активности при высокой его закоксованности (до 20% масс. кокса на катализаторе). Из биметаллических катализаторов платино-иридиевый превосходит по стабильности и активности в реакциях дегидроциклизации парафинов не только монометаллический, но и платино-рениевый катализатор. Применение биметаллических катализаторов позволило снизить давление риформинга (от 3,5 до 2-1,5 МПа) и увеличить выход бензина с ОЧИМ (октановое число определённое исследовательским методом) до 95 пунктов примерно на 6%. Полиметаллические кластерные катализаторы обладают стабильностью биметалла, но характеризуется повышенной активностью, лучшей селективностью и обеспечивают более высокий выход рафината. Срок их службы составляет 6-7 лет. Эти достоинства их обусловливаются, по-видимому, тем, что модификаторы образуют с Pt (и промоторами) поверхностные тонкодиспергированные кластеры с кристаллическими структурами, геометрически более соответствующие и энергетически более выгодные для протекания реакций ароматизации через мультиплетную хемосорбцию. Среди других преимуществ полиметаллических катализаторов следует отметить возможность работы при пониженном содержании платины и хорошую регенерируемость. Успешная эксплуатация полиметаллических катализаторов возможна лишь при выполнении определенных условий: - содержание серы в сырье риформинга не должно превышать 1·10-4% масс. для чего требуется глубокое гидрооблагораживание сырья в блоке предварительной гидроочистки; - содержание влаги в циркулирующем газе не должно превышать (2-3)·10-3% мольн.; - при пуске установки на свежем и отрегенерированном катализаторе требуется использование в качестве инертного газа чистого азота (полученного, например, ректификацией жидкого воздуха); - для восстановления катализатоpa предпочтительно использование электролитического водорода. В настоящее время отечественной промышленностью вырабатываются 3 типа катализаторов риформинга: - монометаллические (АП-56 и АП-64); - биметаллические (КР-101 и КР-102); - полиметаллические (КР-104, КР-106, КР-108 и платино-ирионитовый СГ-ЗП). Каталитический риформинг в промышленности В качестве сырья для каталитического риформинга обычно используют фракции первичной перегонки нефти с пределами выкипания 62-180°С. Также, прямогонные бензиновые фракции используются в качестве исходного в производстве этилена, реактивных топлив и других отраслях. Помимо прямогонных бензинов, сырьем каталитического риформинга служат бензины вторичных процессов после облагораживания. Установки каталитического риформинга со стационарным слоем катализатора в настоящее время получили наибольшее распространение среди процессов каталитического риформинга бензинов. Они рассчитаны на непрерывную работу без регенерации в течение 1 года и более. Окислительная регенерация катализатора производится одновременно во всех реакторах. Общая длительность простоев установок со стационарным слоем катализатора составляет 20-40 суток в год, включая цикл регенерации и ремонт оборудования[2]. Сырье установок подвергается предварительной глубокой гидроочистке от сернистых, азотистых и других соединений, а в случае переработки бензинов вторичных процессов - гидрированию непредельных углеводородов. Принципиальная технологическая схема установки платформинга (без блока гидроочистки сырья) со стационарным слоем катализатора приведена на рисунке 7. 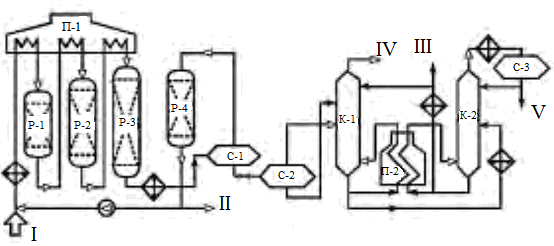 Рисунок 7 Принципиальная технологическая схема каталитического риформинга со стационарным слоем катализатора I – гидроочищенное сырье; II – ВСГ; III – стабильный катализат; IV – сухой газ; V – головная фракция Гидроочищенное и осушенное сырье смешивают с циркулирующим ВСГ, подогревают в теплообменнике, затем в секции печи П-1 и подают в реактор Р-1. На установке имеется три-четыре адиабатических реактора и соответствующее число секций многокамерной печи П-1 для межступенчатого подогрева реакционной смеси. На выходе из последнего реактора смесь охлаждают в теплообменнике и холодильнике до 20-40оС. Далее смесь направляют в сепаратор высокого давления С-1 для отделения циркулирующего ВСГ от катализата. Часть водородсодержащего газа после осушки цеолитами в адсорбере Р-4 подают на прием циркуляционного компрессора, а избыток выводят на блок предварительной гидроочистки бензина и передают другим потребителям водорода. Нестабильный катализат из С-1 подают в сепаратор низкого давления С-2, где от него отделяют легкие углеводороды. Выделившиеся в сепараторе С-2 газовую и жидкую фазы направляют во фракционирующий абсорбер К-1. Абсорбентом служит стабильный катализат (бензин). Низ абсорбера подогревают горячей струей через печь П-2. В абсорбере при давлении 1,4 МПа и температуре внизу 165 и вверху 40оС отделяют сухой газ. Нестабильный катализат, выводимый с низа К-1, после подогрева в теплообменнике подают в колонну стабилизации К-2. Тепло в низ К-2 подводят циркуляцией и подогревом в печи П-1 части стабильного конденсата. Головную фракцию стабилизации после конденсации и охлаждения направляют в приемник С-3, откуда частично возвращают в К-2 на орошение, а избыток выводят с установки. Часть стабильного катализата после охлаждения в теплообменнике подают во фракционирующий абсорбер К-1, а балансовый его избыток выводят с установки[2]. реакторы Поскольку процесс ароматизации сильно эндотермичен, его осуществляют в каскаде из 3-4 реакторов с промежуточным подогревом сырья. В первом по ходу сырья реакторе проходит в основном протекающая с наибольшей скоростью сильно эндотермическая реакция дегидрирования цикланов. В последнем реакторе протекают преимущественно эндотермические реакции дегидроциклизации и достаточно интенсивно экзотермические реакции гидрокрекинга алканов. Поэтому в первом реакторе имеет место наибольший (30-50оС), а в последнем - наименьший перепад (градиент) температур между входом в реактор и выходом из него. Высокий температурный градиент в головных реакторах риформинга можно понизить, если ограничить глубину протекающих в них реакций ароматизации. Это может быть достигнуто при заданном температурном режиме только уменьшением времени контакта сырья с катализатором, т.е. объема катализатора в них. В этой связи на промышленных установках каталитического риформинга головной реактор имеет наименьший объем катализатора, а хвостовой – наибольший объём. Для трехреакторного блока распределение объема катализатора по ступеням составляет от 1:2:4 до 1:3:7 (в зависимости от химического состава сырья и целевого назначения процесса), а для четырехреакторного оно может быть, например, 1:1,5:2,5:5. Поскольку составляющие суммарный процесс реакции каталитического риформинга имеют неодинаковые значения энергии активации - наибольшее для реакций гидрокрекинга (117-220 кДж/моль) и меньшее для реакций ароматизации (92-158 кДж/моль), то при повышении температуре в большей степени ускоряются реакции гидрокрекинга, чем реакции ароматизации. Поэтому обычно поддерживают повышающийся температурный режим в каскаде реакторов, что позволяет уменьшить роль реакций гидрокрекинга в головных реакторах, тем самым повысить селективность процесса и увеличить выход риформата при заданном его качестве. |