Рис. 59. Перовое сверло 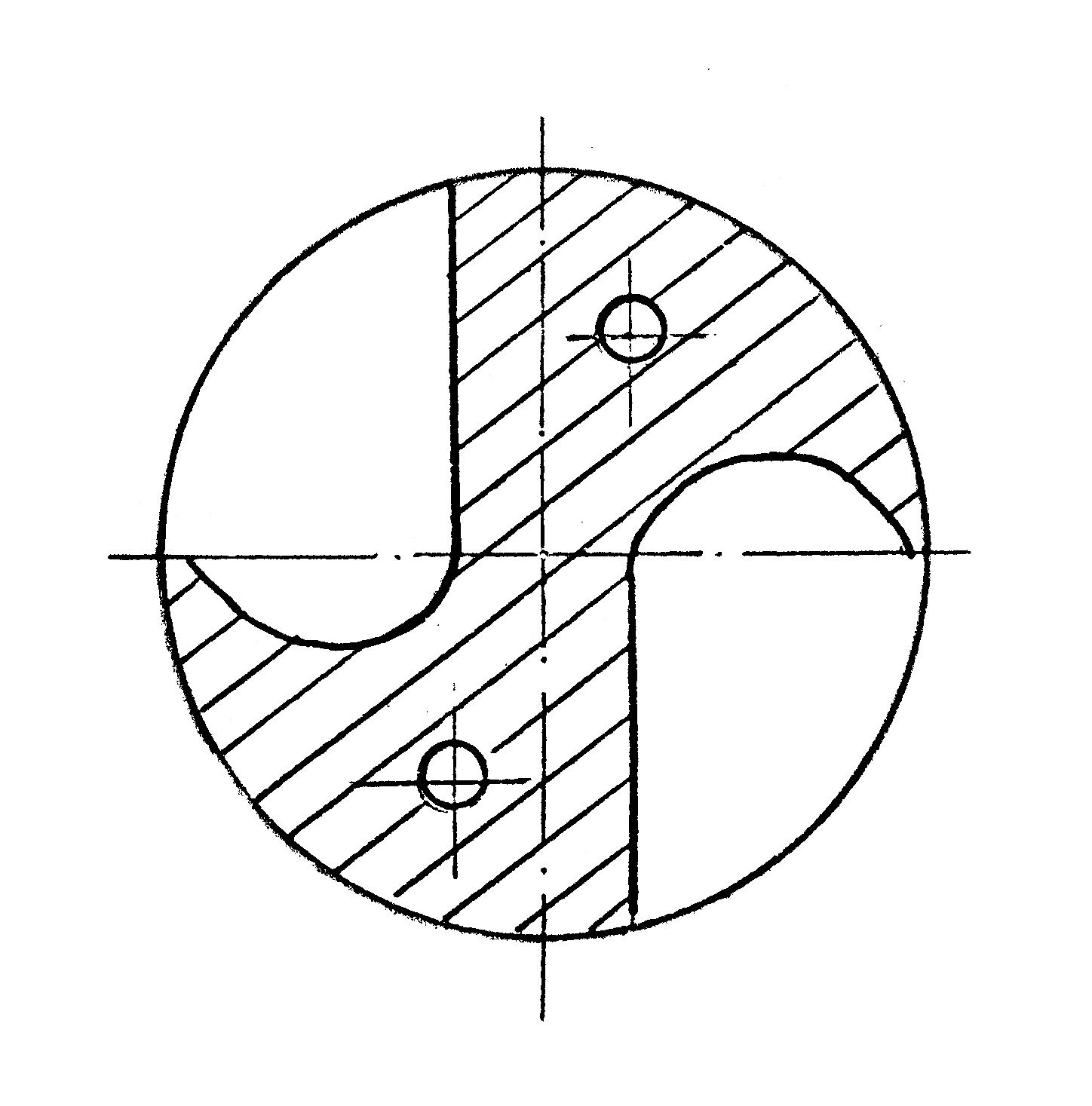
Ружейные сверла (Рис. 62)
Ружейными сверлами обрабатываются точные глубокие отверстия с прямолинейной осью. Такое сверло состоит из режущей части и зажимной части - стебля. Стебель представляет длинную трубку, по отверстию которой подается под высоким давлением СОЖ.
Вершина сверла смещена влево на величину b= 0,2D.
a = 0,3D; φ = 50º; φ1 =70°.
Режущая часть состоит из двух кромок 1 и 2, причем 1 > 2.
Кромка 1 выполняет большую работу, в результате сверло будет прижиматься к стенке отверстия направляющей поверхностью.
Изнашивание сверл
При обработке вязких материалов быстрорежущие сверла изнашиваются по передней и задней поверхностям. Твердосплавные сверла преимущественно изнашиваются по задней поверхности.
Передние и задние сверла более интенсивно изнашиваются на периферии, т.к. здесь больше скорость и меньше теплоотвод. Оценку износа рекомендуется производить: (Рис. 63)
1. При обработке вязких материалов - по длине износа задней поверхности.
2. При обработке хрупких материалов по длине износа уголков. С увеличением износа возрастают силы крутящий момент.
Формулы для расчета скорости резания
При сверлении скорость резания определяем по следующей зависимости

KO– направляющий коэффициент на обрабатываемость материала,
KM– твердость обрабатываемого материала,
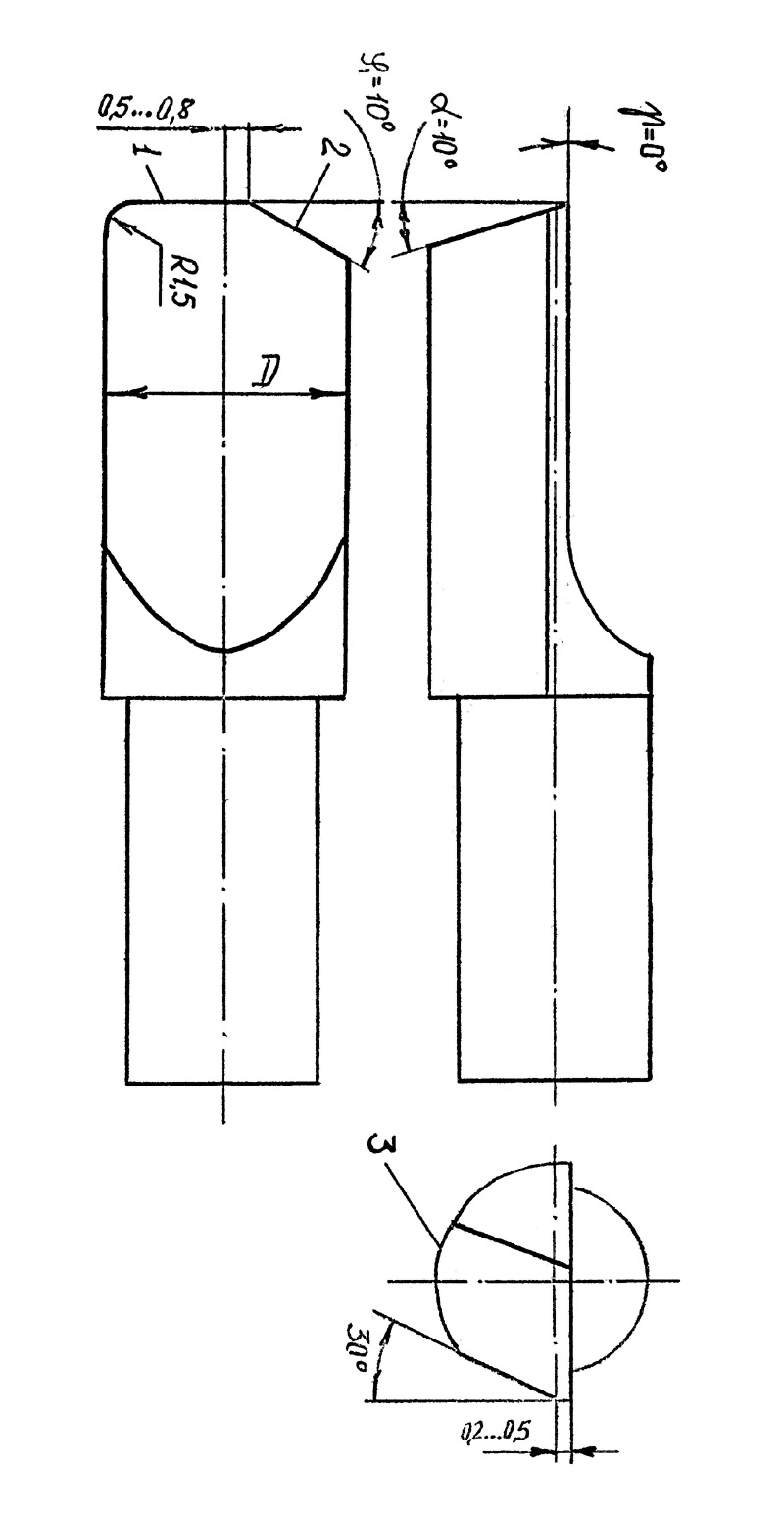
Рис. 61. Однокромочное (пушечное) сверло
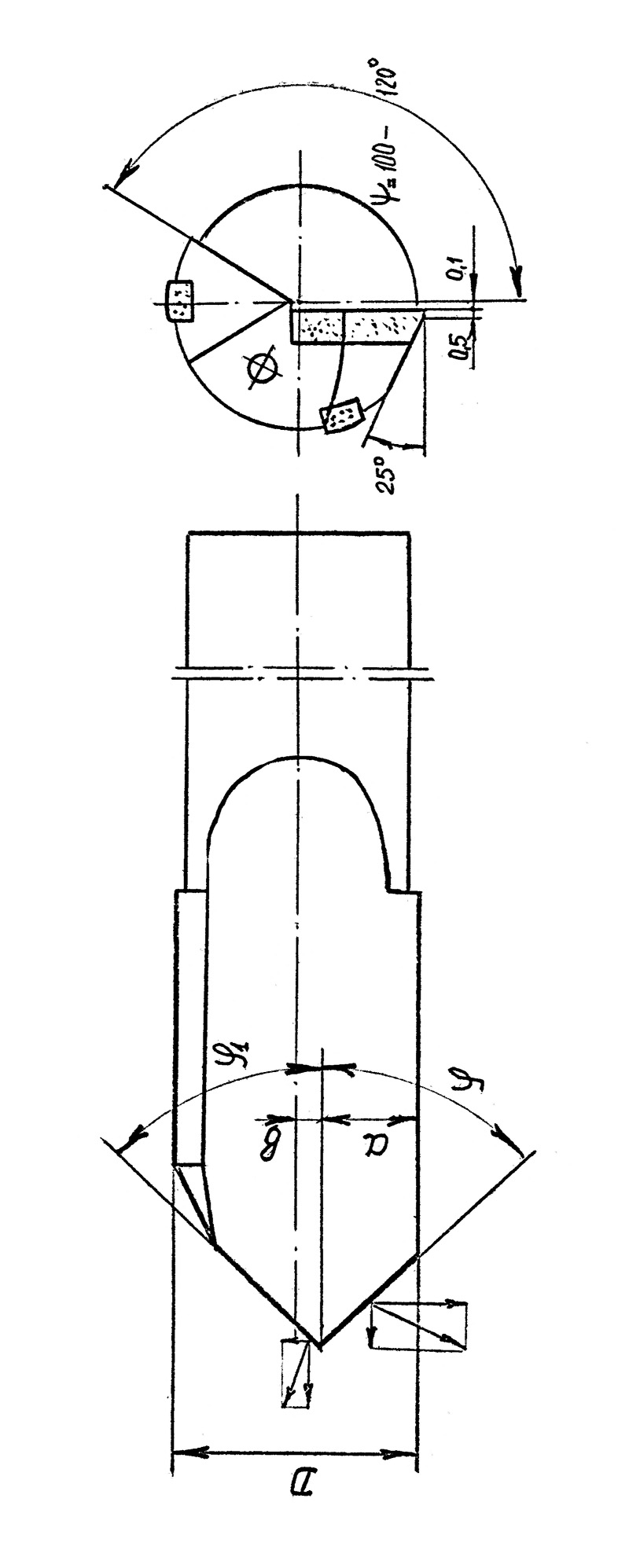
Рис. 62. Ружейное сверло 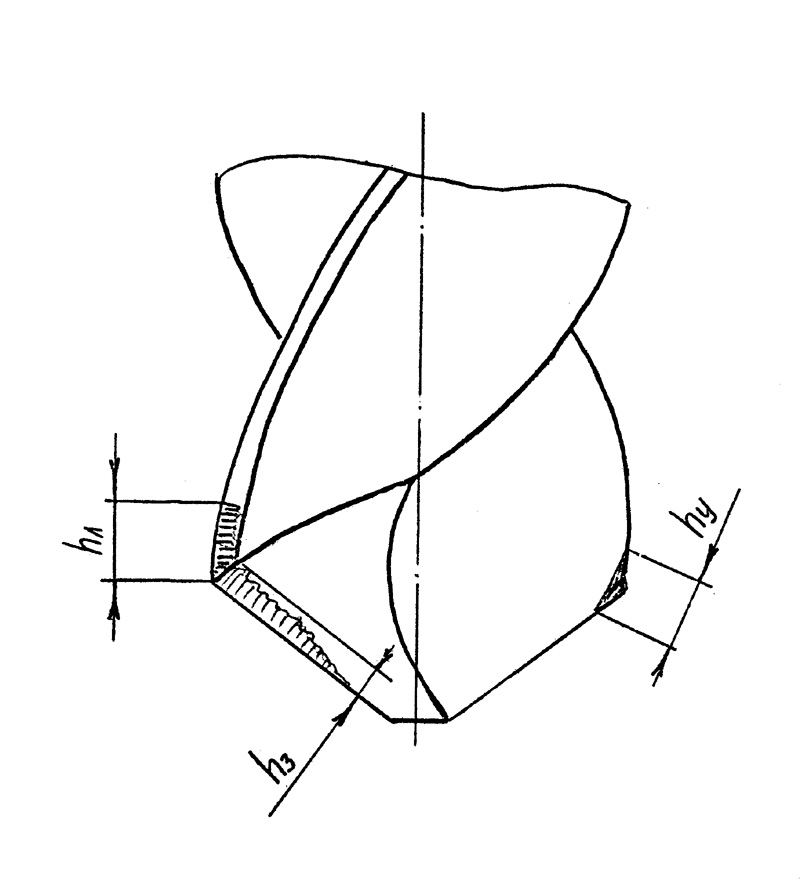 Рис. 63. Схема износа винтового сверла
KИ – марка инструментального материала,
Kl– отношение l/D,
KK– конструкция сверла,
KW– применяемую СОЖ.
Назначение элементов режима резания
1. Выбор подачи в зависимости от технологических факторов и механических свойств обрабатываемого материала и корректировка ее по данным станка.
2. Задавшись оптимальной стойкостью, подсчитывают скорость резания и ее корректировка по паспортным данным станка.
3. Проверка выбранных режимов по прочности слабого звена механизма подачи и мощности станка.
4. Подсчет машинного времени обработки.
ЗЕНКЕРОВАНИЕ И РАЗВЕРТЫВАНИЕ
Зенкерование заключается в увеличении диаметра отверстия с целью повышения точности и чистоты обработки. Инструментом являются зенкер, который более жесткий чем сверло, а также большее число режущих зубьев. Припуск на зенкерование от 1 до 4 мм. на диаметр.
Развертывание - процесс окончательной обработки отверстий. Режущим инструментом служит развертка. Высокая точность и чистота обработки достигается наличием большого числа зубьев и калибрующей частью. Припуск на развертывание – не более 0,5 мм на диаметр.
ТИПЫ РАЗВЕРТОК
Развертки, как правило, исправляют форму отверстия, но не исправляют положение оси отверстия, из-за маленького припуска под обработку. Число зубьев у развертки больше, чему зенкера. Развертки разделяют: а) по способу применения на ручные и машинные; б) по конструкции крепления на хвостовые и насадные; в) по конструкции развертки на цельные и сборные; г) по принципу регулирования размера – на нерегулируемые и регулируемые; д) по типу обработки отверстия – на конические и цилиндрические.
КОНСТРУКТИВНЫЕ ЭЛЕМЕНТЫ ЦИЛИНДРИЧЕСКИХ РАЗВЕРТОК
На переднем конце развертки имеется предохранительный конус.
Режущие кромки разверток расположены под небольшим углом φ. Комбинирующая часть развертки состоит из цилиндрической части и обратного конца для уменьшения трения (Рис. 64).
|
 Скачать 11.77 Mb.
Скачать 11.77 Mb.