лекция. лекции. Курс лекций по профессии Слесарьремонтник
 Скачать 1.41 Mb. Скачать 1.41 Mb.
|

Понятие о методах сборки.Сборка является весьма трудоемкой и ответственной частью процессов ремонта машин. Детали ремонтируемых машин в процессе сборки соединяются в соответствии с техническими условиями. Собранные сборочные единицы и детали машины должны обеспечить нормальное взаимодействие механизмов машины, ее мощность и производительность. Собирают механизмы в порядке, обратном разборке. Детали, снятые при разборке последними, устанавливают при сборке первыми. Сборка может быть выполнена методами полной взаимозаменяемости, выборочным, с применением компенсаторов и индивидуальной пригонки. Метод полной взаимозаменяемости характеризуется тем, что детали собирают без предварительной подгонки. При данном методе сборки характер посадки обеспечивается изготовлением сопрягаемых деталей с определенными допусками, причем иногда весьма жесткими. Этот метод широко используется при массовом изготовлении машин и не всегда экономически оправдывается при ремонте. Метод выборочной сборки заключается в том, что детали изготовляют с расширенными допусками, а перед сборкой сортируют на группы, с тем чтобы соединения соответствовали требуемым посадкам. Выборочный (групповой) метод широко применяется при сборке сборочных единиц поршневой группы палец—поршень, а также поршень — блок. Сборка с применением компенсаторов находит применение в единичном и серийном производстве. Компенсаторы используют в том случае, когда отклонения в размерах деталей вызывают в соединениях зазоры, превышающие допустимые, или положение деталей не соответствует чертежу. При эксплуатации машины вследствие износа деталей между сопрягаемыми трущимися поверхностями также образуются большие зазоры. В таких соединениях заранее предусматривают Компенсаторы: прокладки, кольца, втулки, клинья, прижимные планки, которыми регулируют величину зазоров и положение сборочных единиц. Метод сборки с индивидуальной пригонкой, а также с изготовлением деталей по месту довольно часто используется в единичном производстве и при ремонте машин: несогласованные размеры одной из соединяемых деталей изменяют слесарной или станочной обработкой. Обычно пригоняемой деталью является менее ценная, а деталью, определяющей для нее размер, более дорогостоящая или труднообрабатываемая. Новые машины и станки собирают из новых деталей и сборочных единиц, изготовленных по определенным чертежам с соблюдением определенных технологических процессов. Сборка ремонтируемого оборудования производится из деталей, отработавших определенное время и годных для дальнейшей эксплуатации; запасных частей, деталей, изготовленных по чертежам или по образцам и местам; восстановленных дополнительных деталей (компенсаторов). Сборка соединений с гарантированным натягом (прессовых).Подлежащие запрессовке детали нужно тщательно осмотреть, что бы не допустить у них заостренных кромок со стороны запрессовываемого конца, забоин, царапин и других дефектов. Полностью годные детали промывают, затем у них смазывают маслом запрессовываемый конец, чтобы уменьшить трение при запрессовке. Запрессовка, в зависимости от требуемого усилия, производится вручную молотком или же механизированными приспособлениями. Вручную запрессовывают небольшие детали — шпонки, клинья, штифты. При этом пользуются медными или свинцовыми молотками, а также молотками из дерева твердых пород. Допускаются и стальные молотки, но при условии нанесения ими ударов через мягкую прокладку. При запрессовке деталей сначала наносят легкие удары, пока деталь не войдет в отверстие. Убедившись, что деталь вошла в отверстие без перекоса, увеличивают силу удара. Заканчивают запрессовку резким ударом, чтобы деталь плотно села на свое место. Для запрессовки небольших деталей удобны стальные молотки со вставным бойком из мягкого металла или пластмассы (рис. 27, а) При разборке и сборке соединений с гарантированным натягом (прессовых) часто пользуются выколотками. На рис. 27, б показана составная выколотка со стержнем из стали и сменным наконечником из мягкого металла. При запрессовке втулок молотками применяют различные оправки , в частности показанную на рис. 27, в. Центрирующий хвостовик оправки вводят во втулку. Удары наносят молотком по головке оправки. Запрессовку выполняют при помощи кольца из мягкого, т. е. незакаленного, металла. 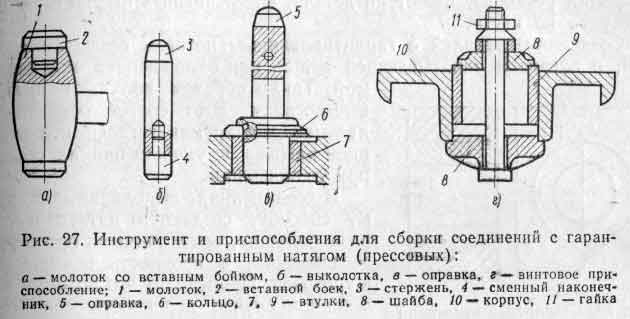 Механизированная запрессовка производится специальными приспособлениями или на прессах — ручных, гидравлических, пневматических. На рис. 28 показано приспособление для запрессовки втулки в зубчатое колесо. При пользовании приспособлением зубчатое колесо 6, сцентрированное по цилиндрическому пояску 7 оправки 3, устанавливают на плите 1. После этого запрессовываемую втулку 5 с надставкой 4 вводят в отверстие колеса. Ударами молотка, кувалды или при помощи пресса выполняют запрессовку. В ходе ее оправка все больше опускается вниз, сжимая своим пояском пружину 2, пока втулка не окажется полностью запрессованной в зубчатое колесо. При снятии колеса G плиты оправка с пояском под действием разжимающейся пружины 2 занимает исходное положение для запрессовки следующей втулки в другое зубчатое колесо. Более производительна работа на прессах, предназначенных для запрессовки относительно крупных деталей, например крупных пальцев, больших дисков и др. Чтобы избежать перекоса деталей, их запрессовывают сначала медленно и с небольшим усилием, в конце операции резко нажимают на деталь, обеспечивая этим плотную посадку ее на место. Соединение деталей с гарантированным натягом создается сборкой, с нагревом охватывающей детали или охлаждением охватываемой. Таким образом, получают прессовые посадки. Этот способ основан на явлении расширения деталей под влиянием нагрева и уменьшения их объема при охлаждении. 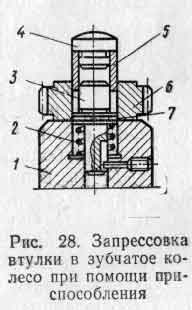 В соединениях, выполненных по этому способу, создаются натяги в два раза большие, чем в обычных прессовых соединениях, а прочность повышается в три раза. Происходит это потому, что в данном случае неровности сопрягаемых поверхностей не сглаживаются, а как бы сцепляются, увеличивая прочность соединения. Такое соединение не требует дополнительного крепления. Нагрев производится в кипящей воде или в масле с температурой 110—120°С в нагревательных печах или горнах, газовыми горелками или электрическим током. Охлаждают детали в жидком воздухе, в жидком кислороде или сжиженном азоте, а также в твердой углекислоте (сухой лед). При охлаждении указанными жидкостями достигается разность температур 200—215°С, а твердой углекислотой — до 100°С. Соединения с гарантированным натягом наряду с преимуществами имеют и недостатки, одним из которых является необходимость приложения значительных усилий при распрессовке соединения, особенно при больших поверхностях сопряжения. Второй недостаток - повреждения сопрягаемых поверхностей, возникающие в процессе разборки, в связи с чем прочность соединения после повторной посадки значительно снижается. Нередки случаи, когда соединение не поддается распрессовке и тогда приходится разрушать одну из сопрягаемых деталей или полностью заменять соединение новым.  Сборка деталей с нагревом или охлаждением требует очень строгого соблюдения правил техники безопасности. Эти правила указывают на необходимость осторожного обращения с нагревательными и охлаждающими устройствами. Нельзя плотно закрывать отверстия сосудов со сжиженными газами: создается прямая опасность взрыва. Холодильник с остатками сжиженного газа хранят в специальном помещении. Рабочие, занятые на работах, в которых используются сжиженные газы, должны быть до начала работ проинструктированы по вопросам техники безопасности. Они, в частности, должны знать, что ткань, пропитанная жидким кислородом, приобретает взрывчатые свойства. Сборка шпоночных и шлицевых соединений.Шпоночные и шлицевые соединения служат для передачи усилий соединяемых деталей (валов, шкивов, зубчатых колес и др.). Сечение шпонок, шпоночных пазов и шлицев в соединяемых деталях подбирается в зависимости от диаметра вала и характера сопряжения. Шпоночные соединения (рис. 26, а, б, в) отличаются большой простотой, удобством сборки и разборки. Однако их главный недостаток заключается в том, что шпоночные пазы ослабляют сечение деталей и уменьшают жесткость при кручении, что нередко приводит к разрушению деталей соединения. Шлицевые соединения (рис. 26, г, д) обеспечивают большую прочность, так как вал меньше ослабляется шлицами, чем гнездами под шпонки. Призматические шпонки (см. рис. 26, а) используются в неподвижном и подвижном соединениях. Их закладывают в шпоночные пазы так, чтобы между верхней гранью шпонки и дном канавки насаживаемой детали был зазор. Так как крутящий момент передается боковыми гранями шпонки, ее запрессовывают с гарантированным натягом по боковым сторонам канавки. Направляющими шпонками называют призматические, когда их используют в подвижном соединении. В этом случае призматическую шпонку устанавливают с менее плотной посадкой, но с дополнительным креплением в пазу винта, а в пазу перемещаемых деталей (зубчатые колеса, муфты и др.) делают более свободную посадку. 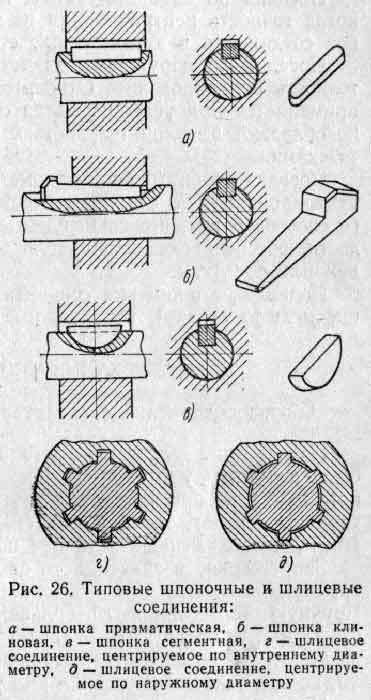 Клиновая шпонка (рис. 26,б) представляет собой клин с уклоном 1/100. Шпонка запрессовывается между соединяемыми деталями. Сложность пригонки таких шпонок состоит в том, что угол наклона паза посаженной на вал детали должен совпадать с углом наклона шпонки. Пригонку выполняют припиливанием и пришабриванием по месту с проверкой на краску, для чего шпонку несколько раз устанавливают на место и определяют по отпечаткам краски участки, с которых снимают слой металла. При этом добиваются равномерного расположения пятен по всей поверхности с обеих сторон клина. Сегментная шпонка (рис. 26, е) передает крутящий момент через боковые стороны. Основным достоинством этого соединения является простота и дешевизна изготовления сегментных шпонок и пазов. Шлицевые соединения образуются выступами и впадинами вала и ступицы по всей окружности сопряжения, направленными вдоль оси. Они предназначены для передачи больших крутящих моментов. В этом соединении вал почти не ослаблен, потому что впадины выполняются неглубокими. Профили шлицев разделяют на прямобочные, эвольвентные и треугольные. Самый распространенный — прямобочный, но применяют также шлицы с эвольвентным профилем, обеспечивающим лучшее центрирование деталей. Треугольные шлицы используют только при небольших нагрузках. При сборке шлицевых соединений, как правило, не должно быть никаких слесарно-пригоночных операций, потому что после механической обработки деталей таких соединений должна быть обеспечена полная их совместимость. Шлицевые соединения могут быть подвижными и нeпoдвижными и различают их по трем видам посадки: по внутреннему диаметру (см. рис. 26, г), по наружному диаметру (см. рис. 26, д) и по боковым граням шлицев (на рисунке не показано). Посадка по боковым граням шлицев применяется при условии, когда точность центрирования не имеет большого значения (карданное соединение в автомобилях, станках и др.). Посадка по наружному диаметру шлицев обеспечивает высокую точность центрирования. Относительно простая в изготовлении, она применяется при условии, когда совмещаемые охватывающие детали не обладают высокой твердостью, так как они обрабатываются протяжками. Посадка по внутреннему диаметру обеспечивает высокую точность центрирования, но сложна в изготовлении. Главное достоинство этого способа в том, что совмещаемые детали могут быть высокой твердости, обеспечивающей большую долговечность соединения при подвижных посадках. Подвижные шлицевые соединения при сборке проверяют на биение и люфт (качку), неподвижные — только на биение. Сборка неподвижных разъемных соединений.При сборке механизмов и машин ряд деталей соединяют между собой, образуя неразъемные или разъемные соединения. Неразъемные соединения получают сваркой, прессовкой, склеиванием, паянием, клепкой. При этом разборка сборочной единицы возможна лишь при разрушении крепления или самих деталей. Разъемные соединения — это резьбовые, шпоночные, шлицевые и другие соединения, которые можно разбирать без их повреждения и разрушения. Основными резьбовыми соединениями являются соединения болтами, винтами и шпильками. Болтовое соединение применяют для скрепления соединяемых де талей при помощи болта и гайки (рис. 24, а). Соединение винтами отличается от болтового тем, что винт ввинчивают в резьбовое отверстие детали (рис. 24, б), гайка отсутствует. Соединение шпильками (рис. 24, б) применяется в условиях частой разборки соединяемых деталей или при невозможности по конструктивным особенностям применить другое крепление. Сначала шпильку ввинчивают в деталь при помощи шпильковерта или при помощи двух законтренных гаек на одном конце шпильки (рис. 25, а), затем закрепляют соединение гайкой. 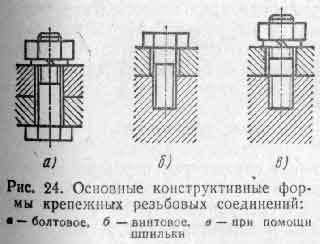 При закреплении гаек, болтов и винтов длина рукоятки гаечного ключа не должна превышать 15D, где D — диаметр резьбы в миллиметрах. Указанная длина обеспечивает нормальную затяжку и исключает возможные срывы резьбы. При сборке резьбового соединения сначала завинчивают гайку или винт без ключа до легкого соприкоснования их опорной поверхности с закрепляемой деталью, но без качания. Слишком большое качание (в резьбе) может привести к срыву резьбы при затяжке соединения. После этого производят завинчивание ключом до отказа. При сборке резьбовых соединений необходимо соблюдать следующие технические требования: болты и гайки нужно подбирать так, чтобы их головки были одинакового размера; резьбовые концы болтов и шпилек должны выступать из гайки не более чем на 2—3 нитки и иметь правильную форму; нельзя применять винты с поврежденными шлицами и поврежденной резьбой; шайбы под болты одинакового размера должны также иметь одинаковые диаметр и толщину; стопорение соединений с целью предотвратить самоотвинчивание болтов, винтов и гаек должно производиться правильно выбранными способами и средствами. Эти способы рассматриваются ниже. 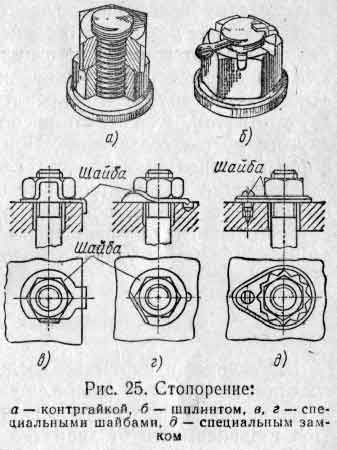 Стопорение контргайкой (рис. 25, а). На основную гайку навинчивают дополнительную (контргайку), которую затягивают до отказа, при этом нижнюю гайку придерживают гаечным ключом; таким образом, создают добавочное трение между резьбой болта или шпильки и резьбой гаек. Данный способ не устраняет полностью возможности самоотвинчивания. Стопорение шплинтом (рис. 25, б) применяется в ответственных соединениях и в быстроходных машинах. Стопорение пружинными шайбами (рис. 24, а, в) Эти шайбы благодаря своей упругости создают в резьбовом соединении натяг. При первом еще малозаметном движении самоотвинчи-вания шайба острыми кромками прорези врезается в тело детали и в Тело гайки, препятствуя дальнейшему самоотвинчиванию. Недожатой этих шайб в том, что они часто ломаются. Стопорение специальными средствами. На рис. 25, в и г показано стопорение при помощи специальных шайб, а на рис. 25, д — специальным замком. Стопорепие проволокой применяют для парных болтов и целых групп. При стопорении проволокой необходимо следить за тем, чтобы натяжение проволоки было направлено в направлении затяжки винтов. Для сборки резьбовых соединений подготавливают сопрягающиеся поверхности соединяемых деталей. В ряде случаев необходимо плотно пригонять сопрягаемые поверхности припиловкой, шабровкой и даже притиркой. Для повышения герметичности соединения плоскости разъема смазывают специальным герметиком, образующим тонкую пленку, не пропускающую масло. В отдельных случаях (если предусмотрено конструкцией) устанавливают специальные прокладки из бумаги, картона, паранита и других материалов. При сборке болтовых соединений сначала завинчивают все винты или гайки до полного прикосновения с поверхностями детали, затем слегка затягивают и только в третий раз делают полную затяжку. Затяжку выполняют крест-накрест также в три приема, а при круглых деталях крепление осуществляют от центра к периферии. При сборке резьбовых соединений для фиксации соединяемых деталей применяют конические и цилиндрические штифты. Отверстия под штифты сверлят после того, как собираемые детали выверены одна относительно другой и закреплены. В соединении ставят не менее двух штифтов, их следует располагать в самых удаленных один от другого местах соединения. При соединении деталей прямоугольной формы контрольные штифты следует располагать по диагонали. Отверстия под контрольные штифты сверлят одновременно через соединенные детали, оставляя припуск на развертывание, величина которого зависит от типа штифта. После подготовки отверстий штифты забивают на место ударами молотка через подкладку из мягкого металла. |